
Устройство для нагревания подшипников
ИНДУКЦИОННЫЕ НАГРЕВАТЕЛИ EASYTHERM
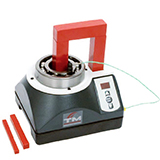
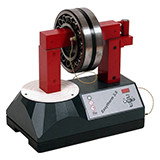
Индукционный нагреватель Easytherm 1 –модель предназначена для нагрева подшипников и других металлических охватывающих деталей (втулок, зубчатых колес, стяжных колец, бандажей) образующих замкнутый контур:
вес подшипников до 12 кг
внешний диаметр до 230 мм
внутренний минимальный диаметр от 10 мм

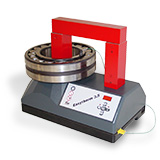
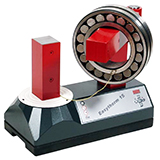
Индукционный нагреватель Easytherm 2 –модель предназначена для нагрева подшипников и других металлических охватывающих деталей (втулок, зубчатых колес, стяжных колец, бандажей) образующих замкнутый контур:
вес подшипников до 45 кг
внешний диаметр до 300 мм
внутренний минимальный диаметр от 15 мм
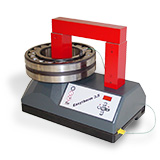
Индукционный нагреватель Easytherm 3,5 – модель предназначена для нагрева подшипников и других металлических охватывающих деталей (втулок, зубчатых колес, стяжных колец, бандажей) образующих замкнутый контур:
вес подшипников до 75 кг
внешний диаметр до 500 мм
внутренний минимальный диаметр от 15 мм
Индукционный нагреватель Easytherm 3,5 HQ – модель предназначена для нагрева подшипников и других металлических охватывающих деталей (втулок, зубчатых колес, стяжных колец, бандажей) образующих замкнутый контур:
вес подшипников до 75 кг
внешний диаметр до 500 мм
внутренний минимальный диаметр от 15 мм
три режима нагрева
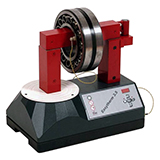
Индукционный нагреватель Easytherm 3,5 Pivoting – модель с поворотным механизмом стержней предназначена для нагрева подшипников и других металлических охватывающих деталей (втулок, зубчатых колес, стяжных колец, бандажей) образующих замкнутый контур:
вес подшипников до 75 кг
внешний диаметр до 500 мм
внутренний минимальный диаметр от 15 мм
поворотный механизм стержней — Pivoting
Индукционный нагреватель Easytherm 3,5 HQ Pivoting – модель предназначена для нагрева подшипников и других металлических охватывающих деталей (втулок, зубчатых колес, стяжных колец, бандажей) образующих замкнутый контур:
вес подшипников до 75 кг
внешний диаметр до 500 мм
внутренний минимальный диаметр от 15 мм
три режима нагрева
поворотный механизм стержней — Pivoting
Индукционный нагреватель Easytherm 15 HQ – Стационарный индукционный нагреватель с поворотным индукционным стержнем применяется для профессионального монтажа подшипников и других деталей массой до 210 кг и внешним диаметром до 600 мм. Как правило, используется для проведения ремонтных работ в железнодорожной отрасли и нефтяной промышленности.
вес подшипников до 210 кг
внешний диаметр до 600 мм
внутренний минимальный диаметр от 30 мм
три режима нагрева
поворотный механизм стержней — Pivoting

Индукционный нагреватель Easytherm 30 HQ – Стационарный индукционный нагреватель с поворотным механизмом индукционного стержня применяется для профессионального монтажа подшипников массой до 350 кг и внешним диаметром до 750 мм и прочих деталей до 180 кг. Модель нашла применение на производственных участках и в ремонтных мастерских.
вес подшипников до 350 кг
внешний диаметр до 750 мм
внутренний минимальный диаметр от 60 мм
три режима нагрева
поворотный механизм стержней — Pivoting

Индукционный нагреватель Easytherm 30 HQ MOBILE – передвижной, мобильный индукционный нагреватель с поворотным механизмом индукционного стержня применяется для профессионального монтажа подшипников массой до 350 кг и внешним диаметром до 750 мм и прочих деталей до 180 кг. Модель нашла применение на производственных участках и в ремонтных мастерских.
вес подшипников до 350 кг
внешний диаметр до 750 мм
внутренний минимальный диаметр от 60 мм
три режима нагрева
поворотный механизм стержней — Pivoting

Easytherm 60 HQ — мощный стационарный индукционный нагреватель с микропроцессорным контролем. Применяется для профессионального монтажа тяжёлых подшипников и других деталей на производственных участках сталелитейных заводов и других промышленных предприятий, а также в ремонтных мастерских.
максимальный внешний диаметр подшипника 1100 мм
максимальный вес детали 750 кг


Easytherm 250 HQ — самый мощный стационарным нагревателем из линейки нагревателей Easytherm с микропроцессорным контролем. Служит для профессионального монтажа тяжелых подшипников и других деталей весом до 3000 кг на производственных участках заводов-изготовителей и ремонтных мастерских.
Онлайн журнал электрика
Статьи по электроремонту и электромонтажу
- Справочник электрика
- Бытовые электроприборы
- Библиотека электрика
- Инструмент электрика
- Квалификационные характеристики
- Книги электрика
- Полезные советы электрику
- Электричество для чайников
- Справочник электромонтажника
- КИП и А
- Полезная информация
- Полезные советы
- Пусконаладочные работы
- Основы электротехники
- Провода и кабели
- Программа профессионального обучения
- Ремонт в доме
- Экономия электроэнергии
- Учёт электроэнергии
- Электрика на производстве
- Ремонт электрооборудования
- Трансформаторы и электрические машины
- Уроки электротехники
- Электрические аппараты
- Эксплуатация электрооборудования
- Электромонтажные работы
- Электрические схемы
- Электрические измерения
- Электрическое освещение
- Электробезопасность
- Электроснабжение
- Электротехнические материалы
- Электротехнические устройства
- Электротехнологические установки
Устройство для нагревания подшипников

Устройство для нагревания подшипников
Сейчас я желаю поведать для тех,кто не знает и для тех кто знал, но может запамятовал за ненадобностью. С таким устройством для нагревания подшипников, я ” познакомился ” издавна, сначала собственной трудовой деятельности. Это трансформатор для нагрева подшипников, полумуфт, шкивов, что бы позже, без заморочек и усилий, просто одеть на вал, нагревает он благопристойно и по сопоставлению с жаркой масляной ванной, этим методом, непременно удобней, быстрей и эффективней. Механизм работы прост, это как обычный трансформатор, имеет одну сетевую обмотку, а подшипник играет роль вторичной обмотки, в режиме кратко замкнутого витка. А наличие короткозамкнутого витка в обмотке, вызывает ее нагрев. К примеру, если обмотка электродвигателя, будет иметь межвитковое замыкание, то этот движок стремительно нагреется и сгорит, с таковой не исправностью. Вот на базе этого явления, кто-то и придумал-устройство для нагревания вышеперечисленных деталей.
Нагревание по времени, может быть различное и складывается из того, какая площадь магнитопровода, количество витков на сетевой обмотке, сечение провода обмотки и какая перемычка магнитопровода (площадь поперечного сечения ). Сейчас, малость о технической

Трансформатор для нагревания подшипников ( кнопка включения )
стороне, размер делайте из расчёта, какие подшипники, полумуфты и шкивы у вас, на вашем оборудовании. Набор пакета у меня S-50 см/2 это по обычному расчёту 1 виток на вольт, означает выходит 220 витков. Но у нас площадь сечения перемычек, намного меньше, чем сечение основного магнитопровода, потому что приходится нагревать 205,204 размеры подшипников. Мотать можно витков 300-320 смело, тут точности большой не нужно. Вот этот трансформатор, намотан дюралевым проводом, сечение 2.5 мм/2, сечение магнитопровода 50 см/2, количество витков-310 . Пакет П-образный, можно каждую пластинку покрыть лаком, я использовал в бутылочках, мебельный. Но самое 1-ое – это делаем неплохую катушку из текстолита либо гетинакса, шириной 2-4 мм. Дальше собираем пакет из
пролаченного железа, если найдется железо, с отверстиями сходу на четыре стяжных болта, то будет отлично. У меня на этом трансформаторе , нижние имеющиеся были, а вот верхние пришлось сверлить. Собрав П – образный пакет стягиваем его болтами, в 4 точках, через изоляторы, чтоб болты не касались железа, но

Трансформатор для нагревания подшипников ( перемычка магнитопровод )
тут каких то, личных рецептов, как это делать нет. Сейчас ещё несколько раз пройти лачком по всей собранной конструкции. Далее начинаем мотать обмотку, отлично одной перемычки нет и нет заморочек, мотается просто. На моей катушке два кусочка, если такое случится и у вас не неудача, можно сделать скрутку, а если ее, к тому же вывести наружу,то будет все отлично. Да, но провод то, нужно приготовить, а делается это так – срезаем родную изоляцию и обматываем лентами из х/б, можно на зто дело пустить, старенькую простыню. Я делал ленточки длинноватой метр,а шириной 2-3 см, место соединения ленточек фиксировал куском изоленты, потом несколько раз покрываем лаком, он отлично впитывается. Когда наша, новенькая изоляция высохнет, можно приступать к намотке обмотки, каждый слой дополнительно, сверху пропиттывая лаком. Намотав последний ряд, делаем бандаж, по все ширине катушки. Снова наносим слой лака, который всю
обмотку закрепит. Имеющиеся два вывода подключаем к пусковому автомату, закрепленному, рядом на площадке, с номиналом защиты, измерив измерительными клещами, при первом пробном пуске. Застыл по току, лучше создавать на самом узкой перемычке. Перемычек можно сделать несколько, под различные номера подшипников. Сделать их можно из обыденного кровельного железа, стянуть дюралевыми заклёпками. Непременно плоскости соприкосновения, нужно отлично притереть, что бы небыло зазоров, по другому

Трансформатор для нагревания подшипников ( вид )
будет дребезжание во время работы. Что это все нам дает? Во-1-х качество нынешних подшипников, поправде очень нехорошее, и если мы, насаживаем деталь молотком, хоть и через оправки, есть большая возможность из-за натяга, рабочий слой – ” беговая дорожка ” может дать микро трещинку, которая приведёт к резвому износу подшипника, но это может происходить и с подшипниками неплохого свойства. Подведя результат собственной статьи, желаю сказать последующее, если у вас солидное количество агрегатов и устройств и вы переживаете за их работу, уделите денька три-четыре для вот такового нехитрого приспособления и уверяю вас, вы останетесь достаточно собственной конструкцией. Если вы также, все сделаете как делал я, то во время наибольшей нагрузки, ваше устройство для нагревания подшипников, будет работать тихо. А работать с таки аппаратом доставит вам наслаждение. Фортуны Вам!
Л.Рыженков
Индукционный нагреватель для подшипников SKF TIH 030M/230V
Подшипник массой 28 кг он нагревает до 110°C всего за 20 минут!
При монтаже с натягом подшипник обычно нагревают, чтобы чуть увеличить диаметр отверстия и установить его на вал, затем установить на вал, и когда он остынет, будет обеспечена плотная посадка. Известны разные способы нагрева подшипников: газовая горелка, ванна с горячим маслом, промышленная печка, индукционный нагреватель.
Горелка с открытым пламенем мало того, что опасна с различных точек зрения, но еще и может испортить подшипник, сделав его непригодным для эксплуатации. Масляная ванна тоже не лучший вариант, во-первых, потому что подшипник становится скользким и с ним сложно обращаться — известны даже несчастные случаи. Во-вторых, это масло не предусматривалось для работы подшипника. Оно может затечь внутрь, испортив заложенную смазку, плюс ко всему потом его нужно удалить, чтобы не налипала пыль. Печь нагревает все детали подшипника, в том числе, уплотнения и сепаратор, которые могут повредиться из-за этого. Также она имеет низкую эффективность по времени и энергозатратам, да и извлечение из печи не очень удобное.
А индукционный нагреватель для подшипников – самый оптимальный выбор, он хорош со всех точек зрения.
Преимущества индукционных нагревателей для подшипников
- Безопасность для персонала
- Равномерность нагрева
- Нагреваются в первую очередь металлические части
- Высокая скорость нагрева
- Удобство настройки времени нагрева
- Высокая максимальная температура нагрева
- Контроль температуры нагрева
Основные характеристики индукционного нагревателя подшипников TIH 030M/230V
| Обозначение: | TIH 030M/230V |
| Питание | 230В/50-60Гц или 100-110В/50-60Гц |
| Нагреваемая деталь: | |
| — максимальный вес | 40 кг |
| — диаметр отверстия | 20 — 300 мм |
| Контроль температуры: | |
| — диапазон | 0 — 250°C |
| Максимальная температура (примерно) | 400°C |
| Рабочая зона (ш х в) | 100 х 135 мм |
| Габариты (ш х д х в) | 450 x 195 x 210 мм |
| Вес с сердечниками | 20,9 кг |
| Потребляемая мощность | 2,0 кВА |
| Материал корпуса | Сталь и стеклоармированный полиамид |
| Гарантия | 3 года |
Индукционный нагреватель подшипников TIH 030M нагреватель TIH 030m имеет датчик температуры для того, чтобы автоматически контролировать нагрев. Максимальная температура и время нагрева выставляются на пульте с помощью кнопок и электронного дисплея. Пульт съемный на витом проводе, что очень удобно. В комплекте есть 3 сменных сердечника для подшипников разных диаметров.
Принцип действия индукционного нагревателя TIH 030m
В индукционном нагревателе есть замкнутая прямоугольная рамка. Перед нагреванием подшипника рамку разъединяют, надевают подшипник на одну из сторон рамки – сердечник, и вновь соединяют её. По обмотке рамки пускают мощный ток, рамка создаёт магнитное поле, которое действует на подшипник и в свою очередь вызывает в нем вторичный ток. Так как ток течет по подшипнику как по короткозамкнутому контуру, происходит сильный и быстрый нагрев.
Устройство для нагревания подшипников

Устройство для нагревания подшипников

Сейчас я желаю поведать для тех,кто не знает и для тех кто знал, но может запамятовал за ненадобностью. С таким устройством для нагревания подшипников, я ” познакомился ” издавна, сначала собственной трудовой деятельности.
Это трансформатор для нагрева подшипников, полумуфт, шкивов, что бы позже, без заморочек и усилий, просто одеть на вал, нагревает он благопристойно и по сопоставлению с жаркой масляной ванной, этим методом, непременно удобней, быстрей и эффективней. Механизм работы прост, это как обычный трансформатор, имеет одну сетевую обмотку, а подшипник играет роль вторичной обмотки, в режимекратко замкнутого витка. А наличие короткозамкнутого витка в обмотке, вызывает ее нагрев.
К примеру, если обмотка электродвигателя, будет иметь межвитковое замыкание, то этот движок стремительно нагреется и сгорит, с таковой не исправностью. Вот на базе этого явления, кто-то и придумал-устройство для нагревания вышеперечисленных деталей.Нагревание по времени, может быть различное и складывается из того, какая площадь магнитопровода, количество витков на сетевой обмотке, сечение провода обмотки и какая перемычка магнитопровода (площадь поперечного сечения ). Сейчас, малость о технической

Трансформатор для нагревания подшипников ( кнопка включения )
стороне, размер делайте из расчёта, какиеподшипники, полумуфты и шкивы у вас, на вашем оборудовании. Набор пакета у меня S-50 см/2 это по обычному расчёту 1 виток на вольт, означает выходит 220 витков.
Но у нас площадь сечения перемычек, намного меньше, чем сечение основного магнитопровода, потому что приходится нагревать 205,204 размеры подшипников. Мотать можно витков 300-320 смело, тут точности большой не нужно. Вот этот трансформатор, намотан дюралевым проводом, сечение 2.5 мм/2, сечение магнитопровода 50 см/2, количество витков-310 .

Пакет П-образный, можно каждую пластинку покрыть лаком, я использовал в бутылочках, мебельный. Но самое 1-ое – это делаем неплохую катушку из текстолита либо гетинакса, шириной 2-4 мм. Дальше собираем пакет из
пролаченного железа, если найдется железо, с отверстиями сходу на четыре стяжных болта, то будет отлично. У меня на этом трансформаторе, нижние имеющиеся были, а вот верхние пришлось сверлить. Собрав П – образный пакет стягиваем его болтами, в 4 точках, через изоляторы, чтоб болты не касались железа, но
Трансформатор для нагревания подшипников ( перемычка магнитопровод )

тут каких то, личных рецептов, как это делать нет. Сейчас ещё несколько раз пройти лачком по всей собранной конструкции. Далее начинаем мотать обмотку, отлично одной перемычки нет и нет заморочек, мотается просто.
На моей катушке два кусочка, если такое случится и у вас не неудача, можно сделать скрутку, а если ее, к тому же вывести наружу,то будет все отлично. Да, но провод то, нужно приготовить, а делается это так – срезаем родную изоляцию и обматываем лентами из х/б, можно на зто дело пустить, старенькую простыню. Я делал ленточки длинноватой метр,а шириной 2-3 см, место соединения ленточек фиксировал куском изоленты, потом несколько раз покрываем лаком, он отлично впитывается.
Когда наша, новенькая изоляция высохнет, можно приступать к намотке обмотки, каждый слой дополнительно, сверху пропиттывая лаком. Намотав последний ряд, делаем бандаж, по все ширине катушки. Снова наносим слой лака, который всю

обмотку закрепит. Имеющиеся два вывода подключаем к пусковому автомату, закрепленному, рядом на площадке, с номиналом защиты, измерив измерительными клещами, при первом пробном пуске. Застыл по току, лучше создавать на самом узкой перемычке.
Перемычек можно сделать несколько, под различные номера подшипников. Сделать их можно из обыденного кровельного железа, стянуть дюралевыми заклёпками. Непременно плоскости соприкосновения, нужно отлично притереть, что бы небыло зазоров, по другому
Трансформатор для нагревания подшипников ( вид )

будет дребезжание во время работы.
Что это все нам дает? Во-1-х качество нынешних подшипников, поправде очень нехорошее, и если мы, насаживаем деталь молотком, хоть и через оправки, есть большая возможность из-за натяга, рабочий слой – ” беговая дорожка ” может дать микро трещинку, которая приведёт к резвому износу подшипника, но это может происходить и с подшипниками неплохого свойства. Подведя результат собственной статьи, желаю сказать последующее, если у вас солидное количество агрегатов и устройств и вы переживаете за их работу, уделите денька три-четыре для вот такового нехитрого приспособления и уверяю вас, вы останетесь достаточно собственной конструкцией.
Если вы также, все сделаете как делал я, то во время наибольшей нагрузки, ваше устройство для нагревания подшипников, будет работать тихо. А работать с таки аппаратом доставит вам наслаждение. Фортуны Вам!Л.Рыженков

В данной статье речь пойдет о таком полезном приспособлении, как трансформатор для нагрева подшипников, полумуфт, шкивов, который позволяет без проблем и усилий легко надеть их на вал. Нагревает он прилично и, по сравнению с горячей масляной ванной, несомненно удобнее, быстрее и эффективнее.Приспособления для нагрева подшипников качения при посадке их на вал: а — масляная ванна, б — аппарат для индукционного нагрева подшипников; 1 — резервуар, 2 — подъемная корзина, 3 — обогреватель, 4 — изоляционная набивка, 5 — плита, 6 — подшипник, 7 — сердечник, 8 — шарнир, 9 — зажимы, 10 — первичная обмотка.Принцип работы прост. Это обычный трансформатор, который имеет одну сетевую обмотку, а подшипник выполняет роль вторичной обмотки, в режиме короткозамкнутого витка.
Наличие короткозамкнутого витка в обмотке и вызывает ее нагрев. Например, если обмотка электродвигателя будет иметь межвитковое замыкание, то этот двигатель быстро нагреется и сгорит с такой неисправностью. Вот на основе этого явления и было придумано устройство для нагревания перечисленных выше деталей.Нагревание по времени может быть разное и складывается из того, какая площадь магнитопровода, количество витков на сетевой обмотке, сечение провода обмотки и какая перемычка магнитопровода (площадь поперечного сечения ).Теперь немного о технической стороне.
Размер делайте из расчёта, какие подшипники, полумуфты и шкивы на вашем оборудовании. Набор пакета у меня S-50 см/2 . По простому расчёту это 1 виток на вольт, значит, получается 220 витков.

Но у нас площадь сечения перемычек намного меньше, чем сечение основного магнитопровода, так как приходится нагревать 205, 204 размеры подшипников. Мотать можно витков 300-320 смело, здесь точности большой не надо. Вот этот трансформатор намотан алюминиевым проводом, сечение 2.5 мм/2, сечение магнитопровода 50 см/2, количество витков-310.Эквивалентная схема нагрузки для индукционного нагрева.Пакет П-образный, можно каждую пластину покрыть лаком, я использовал мебельный.
Но сначала делаем хорошую катушку из текстолита или гетинакса, толщиной 2-4 мм. Далее собираем пакет из пролаченного железа. Если найдется железо с отверстиями сразу на четыре стяжных болта, то будет прекрасно.
У меня на этом трансформаторе нижние существующие были, а вот верхние пришлось сверлить. Собрав П-образный пакет, стягиваем его болтами в четырех точках через изоляторы, чтобы болты не касались железа.Теперь ещё пару раз нужно пройти лаком по всей собранной конструкции. Далее начинаем мотать обмотку.

Если на катушке два куска, не беда, можно сделать скрутку, а если ее еще и вывести наружу, то будет все прекрасно. Провод нужно подготовить: срезаем родную изоляцию и обматываем лентами из х/б, можно на это дело пустить старую простыню.Схема простейшего трансформатора.Я делал ленточки длиной 1 м, а шириной 2-3 см, место соединения ленточек фиксировал кусочком изоленты, затем пару раз покрываем лаком, он хорошо впитывается. Когда новая изоляция высохнет, можно приступать к намотке обмотки, каждый слой дополнительно сверху пропитывая лаком.
Намотав последний ряд, делаем бандаж по всей ширине катушки. Опять наносим слой лака, который всю обмотку закрепит.Имеющиеся два вывода подключаем к пусковому автомату, закрепленному рядом на площадке, с номиналом защиты, измерив измерительными клещами при первом пробном пуске. Замер по току лучше производить на самом тонкой перемычке.
Перемычек можно сделать несколько, под разные номера подшипников. Изготовить их можно из обычного кровельного железа, стянуть алюминиевыми заклёпками. Обязательно плоскости соприкосновения надо хорошо притереть, чтобы не было зазоров, иначе будет дребезжание во время работы.Что это все нам дает?

Во-первых, качество сегодняшних подшипников, откровенно говоря, очень плохое, и, если мы насаживаем деталь молотком, хоть и через оправки, есть большая вероятность из-за натяга, что рабочий слой, “беговая дорожка”, может дать микротрещину, которая приведёт к быстрому износу подшипника, но это может происходить и с подшипниками хорошего качества.Подведя итог своей статьи, хочу сказать следующее. Если у вас приличное количество агрегатов и механизмов и вы переживаете за их работу, уделите дня три-четыре для вот такого нехитрого приспособления, и уверяю вас, что вы останетесь довольны своей конструкцией. Если вы все сделаете правильно, то во время самой большой нагрузки ваше устройство для нагревания подшипников будет работать тихо.Поделитесь полезной статьей:
Изделия для тех. обслуживания
МЕХАНИЧЕСКИЕ ИНСТРУМЕНТЫ
Механические инструменты в основном используются для монтажа и демонтажа подшипников малых и средних размеров. SKF поставляет инструменты для установки и демонтажа подшипников и принадлежностей, а также приспособления и устройства для безопасного и быстрого подъема и позиционирования подшипников массой до 500 кг.
Накидные и ударные гаечные ключи
Накидные гаечные ключи точно соответствуют размерам стопорных гаек. Это обеспечивает безопасную и надежную затяжку и уменьшает риск повреждения гайки и вала. Они изготовлены из высокопрочного чугуна и имеют специальную ударную поверхность для передачи максимального крутящего момента гайке.
Ключи и комплекты торцовых головок для стопорных гаек
Специальный комплект гаечных ключей TMHM 7 для монтажа самоустанавливающихся подшипников на закрепительной втулке в корпусах. Эти гаечные ключи позволяют легко контролировать правильный угол затяжки стопорной гайки и обеспечивают неизменно высокое качество монтажа подшипника.
Комплекты торцовых головок для стопорных гаек особенно пригодны в тех случаях, когда вокруг стопорной гайки имеется ограниченное пространство.
Инструменты для монтажа подшипников
Инструменты для монтажа подшипников предназначены для установки подшипников малых размеров. Они также могут использоваться для монтажа вкладышей, уплотнений и шкивов.
Съемники
Съемники предназначены для демонтажа подшипников разных типоразмеров. Серия таких съемников с обозначением ТММА разработана специалистами SKF. Данные съемники имеют пружину уникальной конструкции, обеспечивающую удобство открытия и закрытия рычагов, а также специальное предохранительное устройство для предотвращения опасной перегрузки.
Обратные съемники
Обратные съемники поставляются в комплекте со всеми принадлежностями, которые необходимы для производства наиболее трудоемких демонтажных операций. Съемники этого типа состоят из двух- или трехэлементного отделяемого хомута, который устанавливается за подшипником.
Внутренние съемники и съемники для глухих отверстий
Для быстрого и легкого демонтажа радиальных шарикоподшипников различных типоразмеров из отверстий глухих корпусов концерн SKF разработал комплексы съемников для глухих отверстий. Эти съемники имеют шарнирные рычаги со специально обработанными концами, которые захватывают дорожку(и) качения подшипника и позволяют извлечь подшипник из корпуса.
НАГРЕВАТЕЛИ ДЛЯ ПОДШИПНИКОВ
Использование индукционного нагревателя — быстрый и весьма эффективный способ нагрева подшипника в процессе монтажа. Нагревая только металлические части, эти нагреватели обеспечивают безопасный и точный контроль температуры нагрева подшипника и уменьшают риск его повреждения в результате перегрева.
Индукционные нагреватели
Индукционные нагреватели серии TIH могут использоваться для нагрева подшипников различных типоразмеров. Небольшие нагреватели рекомендуется использовать для подшипников с массой до 80 кг, а самая крупная напольная модель способна нагревать подшипники массой до 700 кг.
Большие нагреватели также пригодны для нагрева подшипников малых размеров, т.к. имеют встроенный регулятор мощности нагрева.
Портативный индукционный нагреватель
Портативный индукционный нагреватель используется для нагрева подшипников и других деталей с диаметром отверстия до 100 мм и массой до 5 кг.
Нагревательная электроплита
Электрические нагревательные плиты предназначены для нагрева подшипников малых размеров и других деталей. Они применяются для нагрева подшипников с наружным диаметром примерно до 170 мм и массой до 4 кг.
Нагревательные устройства для съема внутренних колец
Демонтаж внутренних колец подшипников с цилиндрическими роликами малых и средних размеров производится при помощи нагревательного кольца из алюминия. Также имеются индукционные нагреватели с регулируемым уровнем мощности нагрева, предназначенные для частого демонтажа внутренних колец подшипников с цилиндрическими роликами разного размера.
Индукционные нагреватели постоянного размера предназначены для нагрева определенного типоразмера подшипника в определенных условиях. Обычно они используются для демонтажа внутренних колец многорядных подшипников с цилиндрическими роликами.
ГИДРАВЛИЧЕСКИЕ ИНСТРУМЕНТЫ
В линейке продуктов SKF имеется достаточно большой выбор различных гидравлических инструментов, предназначенных для безопасного монтажа и демонтажа подшипников. Уникальный метод подачи масла под давлением, запатентованный SKF, значительно облегчает работу, а метод смещения SKF позволяет получить очень точные результаты.
Гидравлические гайки
Гидравлические гайки типа HMV. E предназначены для монтажа и демонтажа подшипников с коническим отверстием диаметром 50 мм и больше.
Гидронасосы и инжекторы для подачи масла
Ручные гидронасосы SKF способны создавать давление до 150 Мпа. Они могут поставляться с высокоточным манометром, позволяющим использовать метод смещения SKF.
Все насосы уложены в прочный переносной кейс и укомплектованы шлангом с быстросъемным штуцером и монтажной жидкостью.
Гидравлические принадлежности
Чтобы обеспечить подключение гидравлических инструментов к оборудованию заказчика, SKF предлагает большой выбор принадлежностей, включая манометры, трубопроводы высокого давления, соединительные муфты и штуцеры, монтажные/демонтажные жидкости.
Перчатки
Термостойкие перчатки специально предназначены для работы с нагретыми подшипниками и другими деталями машин.
Инструменты для технического обслуживания
Компания Timken не только создает признанные во всем мире подшипники, но и предлагает высокоточные инструменты для их простой и безопасной установки, демонтажа и обслуживания. Использование такого инструмента способствует повышению производительности и времени бесперебойной работы. Кроме того, компания Timken проводит практическое обучение правильному использованию и обслуживанию оборудования.
Индукционные нагреватели для подшипников
Компания Тимкен предлагает широкий ассортимент высококачественных индукционных нагревателей, созданных специально для требовательного промышленного рынка. Они предназначены для монтажа самого широкого спектра зубчатых колес, втулок, полумуфт, подшипников и других деталей.
Все нагреватели изготовлены в соответствии с международными (IES) и европейскими (CE) нормами безопасности и охраны труда и здоровья. Они снабжены микропроцессором управления электропитанием, электронным таймером, автоматическим контролем температуры и системой размагничивания. Детали могут нагреваться в горизонтальном и вертикальном положениях. Максимальная температура нагрева детали до 150°C для модели VHIN 10 и до 240°C для остальных моделей.
Turbo модель Plug & Heat – это мощная модель для промышленного применения. Максимальная мощность, обеспечивающая высокую производительность нагрева габаритных деталей.
Нагрев деталей с помощью электроподогревателей производится, как правило, не в судовых условиях, а в тех случаях, когда этот процесс имеет масштабный характер, например, в ремонтных мастерских.
Также в [1] предложен один из методов индукционного нагрева подшипников качения. Это устройство изображено на рисунке 1.
 Рисунок 1. Индукционный нагреватель
Рисунок 1. Индукционный нагреватель
Подшипник 2 кладут на огнестойкую асбестоцементную плиту 1 аппарата, откинув верхний сектор кольцевого магнитного сердечника 3, укрепленный на латунном шарнире 4.
На нижней части сердечника расположена первичная обмотка 5 с отпайками на 100, 150, 200 витков. Для изготовления сердечника аппарата могут быть использованы сердечники сгоревших трансформаторов тока. Вторичной обмоткой трансформатора служат кольца подшипника, представляющие короткозамкнутый виток. Первичная обмотка аппарата подключается к сети переменного тока через стандартный трансформатор на напряжение 380-220/36-12 В мощностью 250 Вт. Метод индукционного нагрева применим для подшипников любых размеров.
Изделие, описанное выше, позволяет нагревать подшипники с внутренними диаметрами от 50 до 110 мм. Масса такого аппарата около 5 кг. Нагрев осуществляется в 3 раза быстрее, чем в масляной ванне.
Из всех ранее рассмотренных способов нагрева деталей последний может показаться наиболее привлекательным, но и он имеет ряд существенных недостатков. Во-первых, это неравномерный нагрев детали, т. к. из-за вихревых токов индукция будет распространяться неравномерно по подшипнику, следовательно, максимальный нагрев будет возле магнитопровода, и чем дальше от него, тем деталь будет хуже греться. Во-вторых, таким способом практически можно греть только подшипники, и только определенного размера. Такой аппарат весьма тяжело сделать в судовых условиях, а оборудовать каждое судно устройством для нагрева подшипника весьма невыгодно с экономической точки зрения.
Наиболее перспективным следует считать метод индукционного нагрева с помощью гибкого индуктора [2]. При помощи гибкого индуктора можно нагревать подшипники любых размеров, бандажные кольца, различные втулки, муфты, шестерни и т. п. Этот метод весьма прост в применении, не требует громоздкого, дорогого и специального оборудования и одновременно является безопасным для человека и судна в целом. Индукционный нагрев при помощи гибкого индуктора позволяет довольно быстро получить высокую температуру нагрева, более 100 °С. Это является необходимым условием технологически правильного монтажа детали на вал, при этом можно добиться равномерного нагрева всей детали путем равномерного расположения индуктора по всему периметру детали. При таком способе нагрева можно легко менять степень нагрева, его интенсивность путем изменения количества витков и их длины. Также одним из немаловажных факторов является тот, что после нагрева до требуемой температуры деталь остается сухой и чистой, что в свою очередь позволяет без особых усилий нанести смазку на разогретую деталь.
Для проведения нагрева деталей электрических машин индукционным методом при помощи гибкого индуктора [1] необходимо выбрать кабель или провод, который будет использован в качестве гибкого индуктора.
Чтобы сделать правильный выбор, необходимо учитывать такие факторы, как величина тока, при которой нагревается деталь, температура среды, в которую помещен кабель, а также определить длину кабеля, достаточную для успешного нагрева детали до требуемой температуры.
При проведении экспериментальных разогревов образцов было установлено, что величина тока при нагреве образцов при заданной мощности лежит в пределах от десяти до пятнадцати ампер, а для сокращения времени нагрева эти значения могут быть увеличены. При таких значениях тока рекомендуемое сечение кабеля составляет S = 1,5 ¸ 2,5 мм 2 .
При выборе марки кабеля или провода следует учитывать, что при нагреве детали в теплом ящике гибкий индуктор нагревается до той же температуры, что и поверхность образца, то есть до Т = 100 °С.
В связи с этим рекомендуется использовать провода марок ПРГ, ПРД с резиновой изоляцией с температурой эксплуатации до + 150 °С, а также провод марки РКГМ с кремнийорганической изоляцией, которая может эксплуатироваться при температуре до + 180 °С. Кроме этого, возможно применение других проводов и кабелей с изоляцией класса не менее В.
Необходимая длина кабеля, используемого в качестве гибкого индуктора, определяется по формуле
 , (1)
, (1)
где w — число витков кабеля, lv — длина одного витка, 0,75 — коэффициент, учитывающий длину выводов питающих концов из теплого ящика.
Число витков кабеля определяется как
 ,
,
где wt — требуемое число витков индуктора, we — число эффективных жил кабеля.
Так, например, требуемое число витков индуктора для нагрева для подшипника № 315 wt = 48 [3]. Так как при эксперименте использовался кабель КНР 3´1,5, то
 .
.
При длине одного витка lv = 0,2 м
 м.
м.
Например, таким способом определим необходимую длину кабеля для индукционного нагрева подшипника [3] и муфты [4].
При использовании для муфты провода КНР 1´1,5 с числом витков wt = 18, получим
 .
.
При длине одного витка lv = 0,24 м находим Lkab
 м.
м.
 .
.
При длине одного витка lv = 0,1 м находим
 м.
м.
Заметим, что существенного снижения длины кабеля можно добиться при применении многожильных кабелей, например, пяти- или семижильных. При этом коммутацию жил следует производить, как показано на рисунке 2, это приводит к многократному увеличению реальных витков индуктора при той же длине кабеля.
 Рисунок 2.
Рисунок 2.
На основании исследований могут быть получены необходимые данные для нагрева конкретных изделий. Результаты исследований могут быть рекомендованы, в частности, судоремонтным предприятиям и организациям, занимающимся ремонтом судового оборудования.
Список литературы
- Виноградов Н. В. Ремонт крупных электрических машин: Учеб. пособие для повышения квалификации рабочих на производстве. М.: Высшая школа, 1971. – 176 с.
- Сологуб Н.П. «Гибкий индуктор». Свидетельство Роспатента полезную модель № 1591 от 16.01.96г.
- Сологуб Н.П. Исследование характеристик индукционного нагрева подшипников электрических машин // NovaInfo.Ru (Электронный журнал.) — 2017 г. — № 67; URL: http://novainfo.ru/article/13506
- Сологуб Н.П. Исследование характеристик индукционного нагрева муфт электрических машин // NovaInfo.Ru (Электронный журнал.) – 2017 г. – № 67; URL: http://novainfo.ru/article/13514
Завершение формирования электронного архива по направлению «Науки о Земле и энергетика»
- 23 ноября 2020
Создание электронного архива по направлению «Науки о Земле и энергетика»
- 29 октября 2020
Электронное периодическое издание зарегистрировано в Федеральной службе по надзору в сфере связи, информационных технологий и массовых коммуникаций (Роскомнадзор), свидетельство о регистрации СМИ — ЭЛ № ФС77-41429 от 23.07.2010 г.
Соучредители СМИ: Долганов А.А., Майоров Е.В.
Индукционные нагреватели подшипников

Монтаж подшипников можно разделить на механический монтаж и монтаж в нагретом состоянии.
Монтаж подшипников в нагретом состоянии. Посадка с натягом на валу
Индукционный нагрев подшипников обеспечивает наиболее высокую степень управляемости процесса, являясь при этом эффективным и безопасным. Индукционные нагреватели обладают дополнительными особенностями, которые позволяют избежать поврежедний подшипников в процессе нагрева.
Несомненным плюсом установок индукционного нагрева являются его возможности нагрева деталей, вплоть до точной температуры. Индукционный нагреватель очень полезен при монтаже подшипников, ведь его использование исключает задымление, разливы маслянистых жидкостей, запахов, представляющих прямую угрозу для здоровья работников.
Обращаясь к техническим характеристикам, следует отметить, что во время работы, детали самого индукционного нагревателя не греются, а воздействие, непосредственно на объект, посредством высокочастотной энергии. Кроме того, деталь, которая нагревается, по окончании имеет и сильную намагниченность, а как следствие, качественный индуктор обладает прибором автоматического размагничивания.
Меры предосторожности монтажа
Подготовьте рабочее место для монтажа.
Корпуса, валы и другие детали подшипникового узла должны быть чистыми.
Размеры и геометрические формы должны соответствовать всем сопряженным деталям подшпника. Размер цилиндрической щейки вала, как правило, контролируется при помощи микрометра в четырех точках в каждом их трех сечений.
Размер посадочного отверстия обычно контролируется при помощи внутреннего калибра или нутрометра в четырех точках в каждом из трех сечений.
Для правильного монтажа температура подшипника, обычно, должна превышать температуру шейки вала на 80 — 90°C. Не следует нагревать подшипник до температуры 125°C, и не нагревайте подшипник на открытом пламени.
Индукционные нагреватели AMB:
IH-2,0
Мощность, КВт — 2,0
Напряжение, В / Ток, А — 220/9
Частота, Гц — 51/60
Номинальное напряжение, В — 110/220
Минимальный внутренний диаметр подшипника, мм — 15
Максимальный наружный диаметр подшипника, мм — 400
Максимальная высота подшипника, мм — 140
Максимальный вес подшипника, кг — 25
Габаритный размер, мм — 320*320*320
Масса комплекта, кг — 29
Сердечники в комплекте — 10,24,40
IH-3,6
Мощность, КВт — 3,6
Напряжение, В / Ток, А — 220/16
Частота, Гц — 52/60
Номинальное напряжение, В — 110/220/380
Минимальный внутренний диаметр подшипника, мм — 30
Максимальный наружный диаметр подшипника, мм — 500
Максимальная высота подшипника, мм — 140
Максимальный вес подшипника, кг — 40
Габаритный размер, мм — 320*320*320
Масса комплекта, кг — 38
Сердечники в комплекте — 20,30,40,60
IH-5,0
Мощность, КВт — 5,0
Напряжение, В / Ток, А — 380/13
Частота, Гц — 53/60
Номинальное напряжение, В — 110/220/380
Минимальный внутренний диаметр подшипника, мм — 30
Максимальный наружный диаметр подшипника, мм — 500
Максимальная высота подшипника, мм — 140
Максимальный вес подшипника, кг — 65
Габаритный размер, мм — 320*320*320
Масса комплекта, кг — 41
Сердечники в комплекте — 20,30,40,60
IH-8,0
Мощность, КВт — 8,0
Напряжение, В / Ток, А — 380/22
Частота, Гц — 54/60
Номинальное напряжение, В — 220/380
Минимальный внутренний диаметр подшипника, мм — 30
Максимальный наружный диаметр подшипника, мм — 800
Максимальная высота подшипника, мм — 210
Максимальный вес подшипника, кг — 125
Габаритный размер, мм — 400*320*400
Масса комплекта, кг — 71
Сердечники в комплекте — 20,40,60,70
IH-14,0
Мощность, КВт — 14,0
Напряжение, В / Ток, А — 380/37
Частота, Гц — 55/60
Номинальное напряжение, В — 220/380
Минимальный внутренний диаметр подшипника, мм — 60
Максимальный наружный диаметр подшипника, мм — 1100
Максимальная высота подшипника, мм — 280
Максимальный вес подшипника, кг — 550
Габаритный размер, мм — 1200*500*960
Масса комплекта, кг — 188
Сердечники в комплекте — 40,50,60,80
IH-24,0
Мощность, КВт — 24,0
Напряжение, В / Ток, А — 380/63
Частота, Гц — 56/60
Номинальное напряжение, В — 220/380
Минимальный внутренний диаметр подшипника, мм — 85
Максимальный наружный диаметр подшипника, мм — 1100
Максимальная высота подшипника, мм — 350
Максимальный вес подшипника, кг — 700
Габаритный размер, мм — 1340*500*1030
Масса комплекта, кг — 260
Сердечники в комплекте — 60,80,100
IH-40,0
Мощность, КВт — 40,0
Напряжение, В / Ток, А — 380/105
Частота, Гц — 57/60
Номинальное напряжение, В — 220/380
Минимальный внутренний диаметр подшипника, мм — 120
Максимальный наружный диаметр подшипника, мм — 1400
Максимальная высота подшипника, мм — 420
Максимальный вес подшипника, кг — 950
Габаритный размер, мм — 1500*600*1470
Масса комплекта, кг — 680
Сердечники в комплекте — 80,100,120
IH-100,0
Мощность, КВт — 100,0
Напряжение, В / Ток, А — 380/263
Частота, Гц — 58/60
Номинальное напряжение, В — 220/380
Минимальный внутренний диаметр подшипника, мм — 145
Максимальный наружный диаметр подшипника, мм — 2500
Максимальная высота подшипника, мм — 700
Максимальный вес подшипника, кг —
Габаритный размер, мм — 2300*1000*1000
Масса комплекта, кг — 2500
Сердечники в комплекте — 100,150,200
ОБЛАКО ТЭГОВ
индукционный нагреватель, индукционный нагреватель подшипников, индукционный нагреватель цена, индукционный нагреватель skf, индукционный нагрев, индукционные установки, индукционный нагреватель схема, индукционный нагреватель купить



detector
 МОДЕЛЬ VHIS 200 [посмотреть каталог] Высокопроизводительный нагреватель на |
 МОДЕЛЬ VHIN 850 [посмотреть каталог] ВЕСЬ МОДЕЛЬНЫЙ РЯД С ОПИСАНИЕМ ХАРАКТЕРИСТИК СМОТРИТЕ В КАТАЛОГЕ
Такелажные приспособленияДля тех профессионалов по техническому обслуживанию, кто ценит простоту и удобство в обращении с инструментами, компания Тимкен предлагает широкий ассортимент гидравлических и механических съемников, мощностью от 4 до 30 тонн. Они идеально приспособлены для простого демонтажа практически любых механических деталей, установленных на валу, включая подшипники, зубчатые колеса, втулки, приводы и шкивы. Новые самоцентрирующиеся гидравлические съемники практичны и легко конвертируются в съемник с двумя или тремя лапками. Лапки задвигаются и выдвигаются совместно. Комбинация возможности съема двумя или тремя лапками дает Вам возможность иметь два съемника по цене одного. |
 МЕХАНИЧЕСКИЕ СЪЕМНИКИ [посмотреть каталог] Монтажные принадлежностиПравильный монтаж является важным шагом в обеспечении длительного срока службы подшипника. Монтажные принадлежности Timken призваны обеспечить быстрый, точный и безопасный монтаж. В каждом наборе ударопрочные пластиковые кольца, помогающие избежать контакта металла с металлом и повреждения вала. Во время установки торцы колец подшипника находятся в одной плоскости и монтажная оснастка помогает приложить усилие к компоненту с тугой посадкой. При использовании монтажного инструмента усилие передается не через ролики, что предохраняет дорожки качения от повреждения.
Не можете определиться с правильным выбором ? Группа наших специалистов оперативной технической поддержки всегда готова оказать вам помощь при выборе необходимых устройств, а также предложить другие решения, которые способны повысить производительность вашего оборудования и снизить эксплуатационные расходы. Звоните! +7 (913) 932-81-90 Инструмент — Инструмент для монтажа и демонтажа подшипников, звездочек и шестеренок — Нагреватели BETEXБОЛЕЕ ПОДРОБНУЮ ИНФОРМАЦИЮ ОБ ИНСТРУМЕНТЕ ВЫ МОЖЕТЕ ПОЛУЧИТЬ В НАШЕМ КАТАЛОГЕ Индукционные нагреватели подшипников BETEX
Нагрев с помощью индукции: Преимущества. Нагрев при помощи магнитного поля — это современный, быстрый и контролируемый способ нагрева, безопасная и экологически чистая альтернатива традиционным методам, таких как печи, масляные ванны или паяльные лампы. Обычные методы создают дым, вредные газы или масляные отходы опасные для человека, кроме того, эти методы небезопасны. Индукционные нагреватели BETEX® универсальны и могут использоваться для нагрева подшипников, зубчатых колес, втулок, муфт, и других компонентов. Общеизвестно, что правильный способ установки продлевает жизнь подшипника. Индукционный нагрев значительно снижает вероятность ненужных повреждений и сохраняет оригинальные смазки. Индукционные нагреватели идеально подходят для герметизированных (2RS-ZZ) и предварительно смазанных подшипников. Температура, время работы индукционного нагрева. Цифровая электроника обеспечивает оптимальный контроль во время процесс нагрева. Она автоматически регулируют наиболее эффективное использование энергии и обеспечивает равномерный и быстрый нагрев. Никаких дополнительных шагов не требуется. Это предотвращает взрывоопасный нагрев, также отсутствует изменения цвета или изъязвление материала. Безотказное размагничивание имеет важное значение для подшипников и деталей трансмиссии. Индукционные нагреватели проверенного качества BETEX® гарантируют максимальную степень размагничивания ( Энергоэффективность. Все индукционные нагреватели BETEX® являются энергоэффективными в сравнение с классическими методами. Преимущество серии Турбо над стандартной серией является то, что массивные компоненты могут разогреваться за более короткое время потребляя одинаковое количество энергии. предлагает низкое энергопотребление в сочетании с высокой производительностью. Максимальный эффект достигается при нагревании в горизонтальном положении! Надежное качество BETEX® Индукционные нагреватели BETEX® зарекомендовали себя в работе как удобные и надежные. Обладая удобным дизайном вкупе с многолетним опытом компании Bega гарантируется устойчивая, безотказная работа оборудования в промышленной среде. Индукционный нагреватель Стандартной серии использует низкие частоты (50/60Гц), также используются средние частоты ( Гарантия. Знания и опыт компании Bega гарантируют качество, надежность и профессиональные консультации. Вся продукция BETEX® снабжена четкими инструкциями по использованию и надежными электронными компонентами. Индукционный нагреватель. Принцип действия. Индукционный нагрев — это процесс управляемого разогрева предмета (обычно металла), путем электромагнитной индукции, за счет тепла, выделяемого объектом при возникновении вихревых токов, также называемыми токами Фуко. Простой индукционный нагреватель состоит из электромагнитного электронного генератора, который производит высокочастотный переменный ток. Переменное магнитное поле проникает в объект, генерируя внутри проводника вихревые токи. Вихревые токи, протекающие через сопротивления материала разогревают объект. Частота тока зависит от размера объекта, типа материала, соединения (между катушкой и нагреваемым объектом), а так же глубины проникновения. Важной особенностью процесса индукционного нагрева состоит в том, что тепло генерируется внутри самого объекта, а не от внешнего источника тепла посредством теплопроводности. Таким образом, индукционным нагревателем объекты можно нагреть очень быстро. Кроме того, отсутствует внешний контакт, там, где это может быть важно, например должно исключаться загрязнение. По этим причинам индукционный нагрев нашел уникальное применение в промышленности. Он используется во многих промышленных процессах, таких как термическая обработка в металлургии, плавление, сварка и пайка металлов, выращивание кристаллов, используется в полупроводниковой промышленности, а также для расплавления тугоплавких металлов требующих очень высоких температур. Другие области применения включают закалку металла, зубьев пилы, приводных валов и т. д., поскольку процесс индукции очень быстро нагревает поверхность металла. Поэтому он может быть использован для упрочнения поверхности и упрочнения локальных зон металлических частей путем «опережающего» тепловой проводимости вглубь детали. Индукционный нагрев — часто используется для того, чтобы нагреть объект, заставляя его расшириться перед установкой или сборкой. Обычно, таким образом нагревают подшипники, используя бытовую частоту электросети (50/60 Гц) и трансформатор из листовой стали в виде сердечника, проходящей через центр подшипника. Объект в индукционных нагревателях BETEX® автоматически размагничивается после каждого цикла нагрева.Индукционный нагрев работает напрямую только с электропроводными материалами, обычно металлами. Пластмассы и другие непроводящие материалы часто можно нагреть только косвенно, т.е первым нагревается токопроводящих объект, который затем передает тепло непроводящему материалу. При нагреве электропроводных материалов, около 85% теплового эффекта концентрируется на поверхности объекта; интенсивность нагрева уменьшается по мере удаления от поверхности. Поэтому небольшие или тонкие части нагреваются более быстро, чем большие массивные части. Ассортимент продукции BETEX® включает в себя: Портативные индукционные нагреватели; Настольные индукционные нагреватели; Перемещаемые вокруг объекта нагрева; Индукционный нагреватель тяжелого типа; Преимуществами монтажа с помощью индукционного нагревателя перед традиционными способами установки (горелки и другие приспособления) являются: Равномерный разогрев детали, что препятствует ее деформации и разрушению; Безопасность при работе. Индукционный нагреватель BETEX (BEGA) идеально подходят и для автомастерской, и для промышленности. Индукционные нагреватели подшипников BETEX (BEGA), которые Вы можете купить в компании Механик-Техно универсальны и используются для безопасного нагрева подшипников (NU, NJ), приводных звездочек, шестеренок, втулок-тапербуш, муфт, внутреннего кольца подшипников, удерживающих колец, железнодорожных колес, тягового редуктора электровозов, шестерни тягового редуктора, фланца тягового редуктора, корпуса тягового редуктора, опоры подшипника тягового редуктора и т.д. Кроме того, имеются индукционные нагреватели BETEX (BEGA) позволяющие проводить ремонт колесных пар, установку бандажей на колесные пары железнодорожных вагонов при ремонте подвижного состава железной дороги, метрополитена. Преимущества индукционных нагревателей BETEX® Безопасность прежде всего! Экологичность: ни дыма, ни открытого огня, нет масляных отходов. Энергосберегающая альтернатива традиционным способам. Равномерно распределение индукционного нагрева: контролируемый микропроцессором процесс нагрева предотвращает перегрев, также исключена возможность взрыва по сравнению с традиционными способами. Прочная конструкция для работы в промышленных средах. Для герметичных (2RS-ZZ) и предварительно смазанных подшипников. Автоматическое регулирование мощности. Расчет гибкого индуктора для нагрева элементов судовых электрических машинтехнические науки
Похожие материалы
При некоторых неисправностях электродвигателей необходим демонтаж таких узлов, как подшипники, втулки, муфты, шестерни и т. д. После ремонта или замены таких деталей для насаживания их на вал, т. е. перед монтажом, эти детали должны быть нагреты до температуры не менее 90 °С. В настоящее время существует несколько способов нагрева деталей [1], таких, как нагрев в баке, наполненном трансформаторным маслом, ацетиленовой горелкой или электроподогревателем. Подшипники нагревают также с помощью специального трансформатора с разъемным магнитопроводом. В качестве вторичной обмотки трансформатора используют кольца подшипника, установленные на сердечник. В судовых условиях самым распространенным способом нагрева является нагрев в масляной ванне, т. к. использование ацетиленовых горелок с открытым огнем на судне недопустимо, но и работа с маслом также не безопасна. Во-первых, это высокая вероятность получения ожогов, например, во время качки судна масло можно пролить на открытые участки тела человека, также весьма неудобно доставать из емкости с маслом нагретую до 100 °С и выше деталь. Во-вторых, не исключается возможность возникновения пожара, т. к. пролитое масло с температурой более 100 °С легко может спровоцировать возгорание. Помимо факторов безопасности для человека и судна у этого метода есть ряд технических недостатков: эти ванны громоздки, подшипники в них нагреваются длительное время и неравномерно: сильнее нагревается та его часть, которая ближе расположена к обогревателю. Нагрев масла требует дополнительного времени и затрат электроэнергии. Все недостатки этого способа приводят к тому, что требуется применение специальной одежды и рукавиц; помещение должно быть специально оборудовано в плане пожаробезопасности, т. е. машинное отделение судна мало пригодно для таких работ.
Читать еще: Как самостоятельно обложить железную печь кирпичом
|
|---|



