

Как выполнить пайку?
Нормативы, Госты, ПУЭ
Неразборные соединения проводов, в соответствии с требованиями нормативных документов, могут выполняться путем опрессовки, с помощью сварки или пайки.
В соответствии с указаниями ГОСТ Р 50571-5-52-2011 (МЭК 60364-5-52:2009) соединения между проводниками и между проводниками и другим оборудованием должны обеспечивать электрическую непрерывность и соответствующую механическую прочность и защиту, а при выборе средств соединения следует учитывать:
- материал проводника и его изоляции;
- число и форму проводов, формирующих проводник;
- площадь поперечного сечения проводника;
- число проводников, которые будут соединены вместе.
п. 7.8.3.2 ГОСТ Р 51321.1-2007: «На проводниках, соединяющих два расположенных рядом устройства, не должно быть скруток или паяных соединений»;
п. 7.8.3.5 ГОСТ Р 51321.1-2007: «Соединение проводников с аппаратурой с применением пайки допускается только в тех случаях, если такой вид соединения предусмотрен в нормативной документации на НКУ»;
примечание к п. 526 ГОСТ Р 50571-5-52-2011 (вводится в действие с 01.01.2013) «Низковольтные электроустановки. Часть 5. Выбор и монтаж электрооборудования. Глава 52. Электропроводки»: «Использования соединений пайкой рекомендуется избегать, за исключением коммуникационных схем. Если такие соединения используются, то они должны быть выполнены с учетом возможных смещений, механических усилий и повышения температуры при коротких замыканиях (см. 522.6, 522.7 и 522.8)»;
п. 4.2.46 главы 4.2 ПУЭ: «Соединение гибких проводов в пролетах должно выполняться опрессовкой с помощью соединительных зажимов, а соединения в петлях у опор, присоединение ответвлений в пролете и присоединение к аппаратным зажимам – опрессовкой или сваркой. При этом присоединение ответвлений в пролете выполняется, как правило, без разрезания проводов пролета. Пайка и скрутка проводов не допускаются».
Указания приведенных документов фактически ограничивают применение пайки в соединениях электрических проводников в силу наличия существенных недостатков такого способа соединения.
К недостаткам соединений, содержащих оловосвинцовые припои, отнесены:
- снижение электропроводности и механической прочности;
- увеличение переходного сопротивления со временем;
- химическая коррозия, вызванная остатками флюсов;
- экологическая небезопасность;
- трудности обеспечения нормальных санитарно-гигиенических условий при выполнении соединений на монтаже и др.
В соответствии с указаниями ГОСТ Р 50571-5-54-2011 (МЭК 60364-5-54:2002) к соединениям заземляющих проводников предъявляется дополнительное требование, заключающееся в том, что соединение проводников или арматуры с помощью пайки возможно только при наличии надежной механической фиксации.
Указанное требование в первую очередь должно быть реализовано при выполнении контактных соединений класса 2 по ГОСТ10434-82* в цепях заземляющих и защитных проводников (см. п. 1.7.139 ПУЭ седьмого издания).
Данное требование является следствием, вытекающим из указаний п. 2.2.6 ГОСТ 10434-82* «Соединения контактные»: «После режима сквозного тока контактные соединения не должны иметь механических повреждений, препятствующих их дальнейшей эксплуатации. Температура контактных соединений в режиме сквозного тока не должна быть более 200 °С у соединений проводников из алюмомеди, алюминия и его сплавов, а также у соединений этих проводников с медными, 300 °С – у соединений медных проводников и 400 °С – у соединений стальных проводников». При соединении медных проводников допустимая температура соединения может достигать 300 °С, что превосходит температуру плавления мягкого припоя. Без дополнительного механического крепления проводников перед пайкой обеспечить качество неразборного контактного соединения не представляется возможным.
Наиболее часто для выполнения механического крепления проводников перед пайкой используется бандаж. В Инструкции по монтажу электрооборудования, силовых и осветительных сетей взрывоопасных зон ВСН 332-74 и в Пособии по выполнению электроустановок во взрывоопасных зонах, до сих пор используемых монтажными организациями, приводится несколько способов соединения заземляющих проводников с броней и металлическими оболочками кабелей с помощью пайки мягким припоем. В этих документах приводятся способы соединений, где дополнительное механическое крепление проводников выполняется после пайки либо не выполняется вообще. Указаниям действующих нормативных документов это не соответствует. При выполнении механического соединения с помощью бандажа с последующей пайкой, при расплавлении припоя в режиме сквозного тока не происходит его стекания. После отключения тока повреждения контактное соединение механически восстанавливается.
Особого внимания заслуживает вопрос присоединения многопроволочной жилы к контактным зажимам оборудования и соединителям. Требования облуживания многопроволочных жил оловянно-свинцовыми припоями в разборных электрических контактных соединениях проводов и кабелей изложены в п. 2.1.8 табл. 5 ГОСТ 10434 издания 1982 года. Однако необходимо учитывать то обстоятельство, что современные зажимы, в отличие от приведенных в ГОСТ 10434-82, имеют, как правило, гнездовую конструкцию, в которой многопроволочная жила проводника не выжимается, не выдавливается из-под головки винта или шайбы, а, напротив, обжимается, прессуется в конструктивно ограниченном сечении зажима. Пропайка концов многопроволочных проводов в монолит в таком случае не требуется. Следует также иметь в виду, что ГОСТ 10434-82 распространяется на токи от 2,5 А. Для контактных соединений электротехнических устройств на токи менее 2,5 А требования стандарта являются рекомендуемыми.
Производители широко используемых на отечественном рынке соединителей: Sсhneider Еlесtric, Phoenix Contact, Wago, Weidmuller и др., отрицают необходимость замоноличивания (пропайки) многопроволочной жилы перед выполнением соединения.
Целью выхода настоящего циркуляра является выдача конкретных рекомендаций по выполнению электрических соединений с помощью пайки:
- Использования паяных соединений в электроустановках следует избегать. Если такие соединения используются, то они должны быть выполнены с учетом возможных смещений, механических усилий и повышения температуры при коротких замыканиях.
- Спаянные соединения в любом случае не следует применять в местах, подверженных смещению, вибрации и ударам.
- При выполнении электрического соединения брони или металлической оболочки кабеля с подключаемым оборудованием допускается припайка заземляющих или защитных проводников уравнивания потенциалов мягким припоем, например ПОС-40, без размотки брони кабеля с механическим креплением проводника к броне с помощью бандажа.
- В разборных соединениях должна быть обеспечена совместимость многопроволочной жилы проводника с соответствующими зажимами аппаратов и соединителей. В этом случае требование о необходимости замоноличивания многопроволочной жилы методом пайки, как и опрессовки гильзой, увеличивающее переходное сопротивление, является излишним и ухудшающим эксплуатационную надежность современных разборных соединений.
Учимся паять провода – рассмотрение всех нюансов пайки
- Шаг 1 – Подготавливаем инструмент
- Шаг 2 – Выполняем лужение
- Шаг 3 – Спаиваем жилы
- Важно знать!
Шаг 1 – Подготавливаем инструмент
Для начала Вам нужно подготовить паяльник к пайке проводов своими руками. Все, что требуется – тщательно очистить жало от остатков припоя либо других возможных загрязнений.
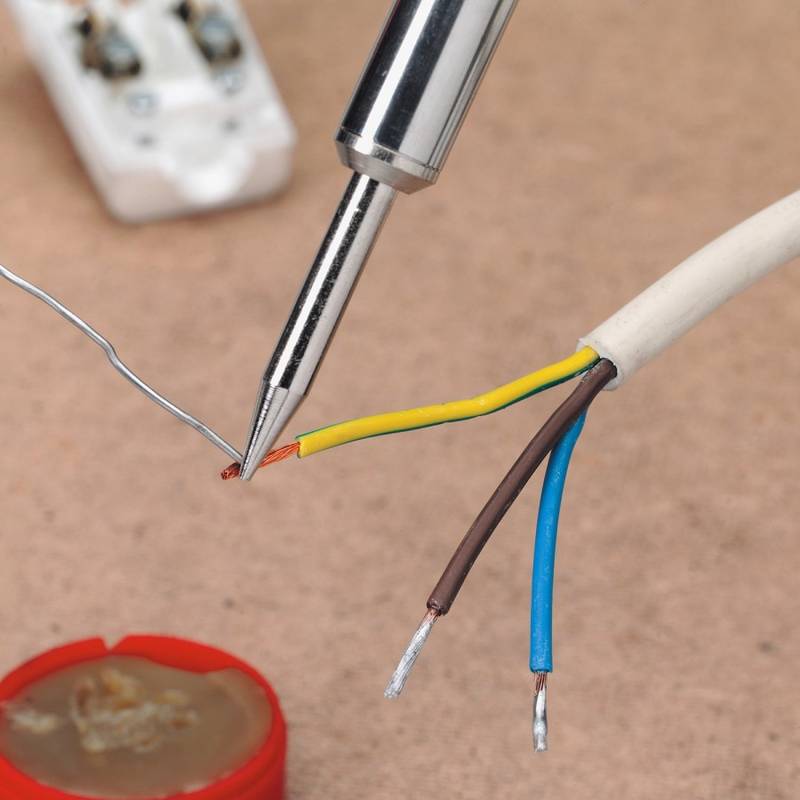
Для этого можете использовать обычный напильник. Помимо этого Вы должны подготовить припой и флюс, без которых не получится паять провода паяльником. Что касается припоя, для того, чтобы спаять жилы, можно использовать либо сплав олова и свинца, либо специальную нить, как показано на фото ниже.
Флюс необходим для того, чтобы во время пайки припой равномерно покрыл спаиваемые материалы. Помимо этого флюс избавляет медные жилы от оксидной пленки, которая значительно ухудшает надежность соединения. В качестве флюса Вы можете использовать либо канифоль, либо специальную паяльную кислоту. И тот и другой вариант пользуется популярностью у мастеров.
Еще один важный этап подготовки – создание подходящего рабочего места. У Вас должна быть рядом розетка и подставка для паяльника, чтобы технология пайки проводов своими руками была безопасной.
Кстати, Вы можете сделать паяльник своими руками, что не займет много времени и сил. Самодельный аппарат прослужит Вам довольно долго, в чем Вы сами сможете убедиться!
Шаг 2 – Выполняем лужение
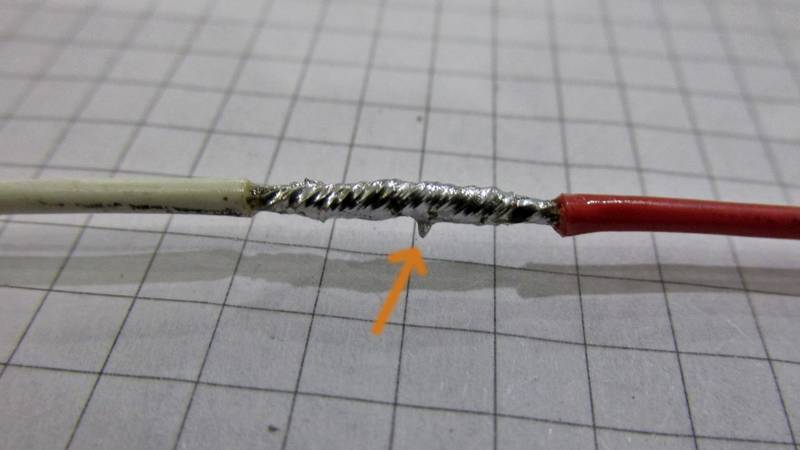
Итак, если Вам нужно спаять два силовых провода между собой, то первым делом Вы должны снять полиэтиленовую изоляцию и залудить оголенные жилы, особенно если они очень тонкие. Многожильный проводник перед пайкой сначала скручивается, после чего обрабатывается флюсом, поверх которого наносится тонкий слой разогретого припоя. Обязательно перед тем, как паять, подготовьте жало паяльника – окуните его в флюс (в ту же канифоль, как показывается на фото), а после этого в олово, чтобы кончик был покрыт небольшим слоем припоя.

Лужение проводов для пайки выполнить довольно просто – сначала Вы должны положить оголенную жилу на канифоль, потом прогреть это место паяльником, чтобы проводок погрузился во флюс. После этого его нужно достать и равномерно со всех сторон обработать припоем. Чтобы хорошо нанести разогретый сплав олова и свинца на поверхность, в руках прокручивайте провод во время лужения. Если Вам необходимо соединить жилы в распределительной коробке, для удобства вместо канифоли можете использовать кислоту. Ее достаточно просто нанести кисточкой на поверхность, которую Вам нужно спаять.
Если жилы большого сечения (толстые), лужение выполняется аналогичным образом. Отличие лишь в том, что не нужно предварительно скручивать жилы, как у многопроволочного проводника.
После того, как Вы выполните лужение, можно переходить к процессу пайки. Сразу же обращаем Ваше внимание на то, что выполнять работы необходимо только при отключенном электричестве. Паять провода под напряжением категорически запрещается!
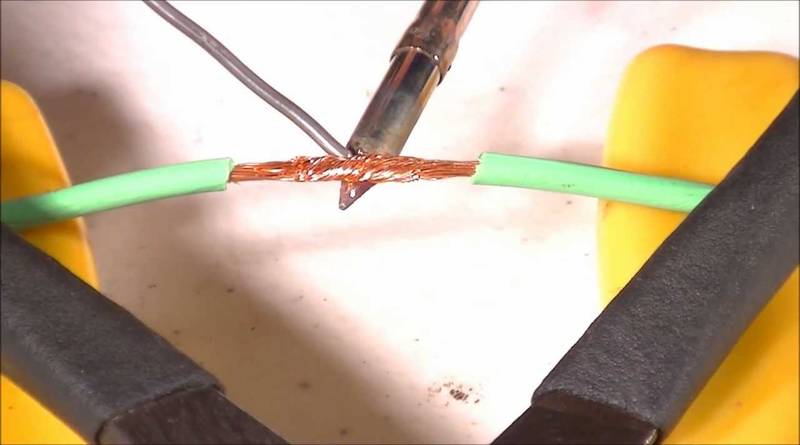
Шаг 3 – Спаиваем жилы
Ну и последнее, что осталось – спаять два подготовленных провода в распредкоробке. Все, что нужно – скрутить либо наложить жилы друг на друга и разогреть место соединения паяльником. Припой расплавится и после того, как застынет – надежно соединит электрические проводники. Советы по соединению проводов пайкой в распределительной коробке мы рассматривали отдельно.
Важный момент – во время пайки не двигайте жилы, иначе соединение будет не достаточно надежным.
Следует также отметить, что предварительное лужение можно и не выполнять, а просто скрутить проводки а распаечной коробке, обработать их флюсом и как следует пропаять. Однако так паять мы Вам не рекомендуем, потому что в этом случае соединение будет на порядок хуже.
Последний штрих – изоляция остывшей области. О том, как изолировать провода мы Вам рассказывали. Лучше всего по отдельности заизолировать каждую жилу изолентой, а поверх нее использовать термоусадочную трубку. На видео ниже Вы можете просмотреть подробно весь порядок пайки:
Важно знать!
Выше мы рассказали, как правильно паять провода в распределительной коробке, однако такой порядок действий не подойдет, если Вам необходимо спаять контакты с диодной лентой либо вообще на плате (микросхеме). Итак, предоставляем краткий обзор возможных технологий пайки:
- Подключение светодиодной ленты. Если Вам нужно подключить LED ленту, а значит – спаять контакты от блока питания с выводами на ленте (медные кружочки), то сначала залудите жилы плюс и минус, потом обработайте кислотой выводы на ленте и капните на них расплавленный припой. Все, что останется – прижать провода к месту соединения и прогреть паяльником. Когда припой застынет, заизолируйте оголенную область, используя клеевой пистолет либо термоусадку.
- Работа с платами. Если Вы решили паять провода на микросхеме, то тут уже технология пайки будет более ответственной. Чтобы припаять конденсатор, транзистор, резистор либо тот же светодиод, нужен паяльник мощностью от 5 до 20 Ватт. Более мощный аппарат может перегреть плату и тогда Ваши старания будут напрасны. Помимо этого жало должно быть очень тонким, т.к. излишки олова будут выступать перемычками, которые в свою очередь будут «коротить».
- Пайка наушников. Если Вы вдруг решили отремонтировать наушники со штекером 3.5, которые частенько ломаются в области разъема, то для начала посмотрите видео в интернете, на которых рассказывается, как научиться паять эмалированные тонкие провода с шелковой нитью внутри. Вкратце говоря – Вам придется счистить эмаль до меди, выполнить лужение и после этого только спаять штекер с проводками.
На этом технология самостоятельной пайки заканчивается. Надеемся, что теперь Вы знаете, как правильно паять провода большого и маленького сечения в домашних условиях!
Технология пайки проводов: последовательность выполнения
Каждому приходилось сталкиваться с проблемой разрыва проводов в технике. Обращаться с такой мелочью в мастерскую нерезонно, проще освоить технику пайки, что поможет осуществлять ремонт бытового оборудования в домашних условиях.
Суть технологии
Существует несколько методов пайки проводов, но для начинающих рекомендуется ручной способ. Такой вариант подходит для соединения металлических проводников, для пропилена и других пластиков используется другая технология.
Процесс пайки абсолютно доступный и понятный. Соединяемые концы обрабатываются специальным веществом, после чего фиксируются с помощью припоя. Температура плавления припоя должна быть ниже, нежели металлов, которые использованы в проводниках. Качественная спайка выдерживает вес, превышающий материал проводников.
Временем пайки считается период от разогрева припоя до полного его застывания. Общая продолжительность создания одного соединения составляет 4-5 минут.

Что понадобится для пайки
Для спаивания проводов понадобится паяльник, припой и флюс. Выполнять работы лучше на деревянной подставке. Для паяльника нужно заранее подготовить подставку, чтоб горячее жало не повредила поверхность стола.
Для зачистки подойдёт любой скребок, использовать наждачную бумагу с камешками крупной фракции нельзя. Перед выполнением работ поверхности нужно обезжирить, поэтому стоит подготовить ещё спиртовой раствор и ватные диски или палочки.
Для удобства следует приготовить также пинцет, защитные очки. Первый инструмент поможет состыковать тоненькие элементы, а очки предупредят травмирование глаз. В процессе пайки могут отскочить раскалённые пружинки или провода, что повлечёт разные проблемы. Защита обеспечит мастеру безопасность.
Последовательность выполнения пайки проводов
Технологический процесс спаивания двух металлических тонких проводников состоит из следующих этапов.
1. Зачистка поверхностей проводников, удаление коррозии, других загрязнений. Процесс выполняется аккуратно до блеска металла. Любой сторонний налёт сделает соединение ненадёжным.
2. Зачищенные концы проводников покрывают флюсом. Это специальное вещество, которое хорошо удаляет фрагменты окисла, а также предотвращает окисление проводов в процессе эксплуатации. При выборе флюса предпочтение стоит отдавать твёрдым и пастообразным веществам, жидкость в этом деле малопригодна.
3. С помощью паяльника расплавляется припой и ровным тонким слоем наносится на концы проводников. Припой должен хорошо соединиться к металлу.

4. Соединить провода временной скруткой или с помощью пинцета. В качестве альтернативы можно использовать тиски.
5. Нанесение флюса на стыковку для предупреждения образования ржавчины под припоем.
6. Расплавить паяльником припой и распределить вещество вокруг состыкованных концов проводников. Если фиксация оказалась слабой, рекомендуется подобрать другой вид припоя.
Завершаются работы очисткой жала паяльника и обработкой его неактивным флюсом (если оно луженое). Флюсованный инструмент поможет в дальнейшем выполнять качественную пайку. Хранить паяльник рекомендуется в закрытой коробке.
Популярные вопросы
Чем нужно зачищать концы проводов?
Использовать грубые абразивы для зачистки не рекомендуется. Их частицы застревают в поверхности, удалить полностью не представляется возможным. А при эксплуатации абразивы провоцируют развитие процесса окисления. Качественную зачистку обеспечат: скребок, нож, напильник, надфиль. При работе с токопроводящими проводами рекомендуется предварительно покрыть их активированным флюсом, остатки которого следует удалить по окончании пайки.
Какой мощности выбрать паяльник для бытовых нужд?
Мощность определяет функции инструмента. Если основная часть работ планируется с профилями и толстыми проводниками, то подойдёт устройство до 65 Вт. Пайку проводов диаметром до 0,6 мм осуществляют паяльником до 25 Вт.

Играет ли роль способ скрутки на прочность и функционал соединения?
Каждый способ имеет своё предназначение:
• простые скрутки подходят для одножильных и многожильных проводов, но их предварительно следует очистить от изоляционного слоя;
• бандажные соединения используются при работе с толстыми токоведущими проводами;
• желобковые выполняются с проводниками, имеющими легкоплавкую изоляцию;
• простая, но последовательно выполненная скрутка (британская) применяется для соединения токоведущих кабелей, имеющих сечение до 1,4 мм2.
Сколько времени нужно греть припой?
Некоторые при пайке берут припой на паяльник. Делать этого не нужно. Достаточно установить припой над скруткой проводников и прогреть его, едва касаясь жалом. Достаточно 3-4 секунды для плавления вещества.
По каким признакам можно понять, что пайка выполнена удачно?
На успешно выполненную работу указывают следующие признаки:
• слой припоя должен покрывать все концы проводников;
• цвет пайки должен быть блестящим, а не матовым;
• при механическом воздействии (лёгком!) соединение сохраняет целостность.
Требуется ли какая-либо подготовка нового паяльника к работе?
Да, жало нового инструмента необходимо очистить от окиси и покрыть оловом. Наконечник после нагрева трут о нашатырный камень, после чего расплавляют на нём каплю припоя. Завершается подготовка паяльника обычной чисткой жала.
Пайка скруток проводов в распределительной коробке

Когда нужно соединить медные провода в распределительной коробке, я делаю скрутки и пропаиваю их. Однако в настоящий момент ходит много споров о надежности: кто-то утверждает о надежнейшем пропаянном соединении, а кто-то ругает пайку и рекомендует пружинные клеммники. Стоит заметить, что сторонники паяльника — бывалые, советской закалки электрики.
Сегодня мы не будем выяснять что лучше — на мой взгляд, объективной оценкой качества соединений будет сравнительный тест на экстремальных токах, возможно в будущем мы проведем подобный тест. Но сейчас поговорим о том, как скручивать провода в распаечных коробках и собственно их пропаивать.
Хочется заметить: несмотря на то, что процесс немудреный и его несложно освоить, выполнять его нужно с тщательностью и аккуратностью. Ведь все возгорания, как правило, от плохого контакта в тех или иных местах.
Инструмент
Для выполнения всех операций нам понадобится следующий инструмент:
Паяльник 100-150 Вт с медным жалом. Обычный, без наворотов в виде несгораемого жала и прочего. Жало может быть прямым или изогнутым.

Также нам понадобятся бокорезы (кусачки), плоскогубцы (пассатижи) и строительный нож. При работе с толстыми скрутками, где например будут присутствовать жилы 4 мм², понадобятся дополнительные плоскогубцы.

К необязательному инструменту можно отнести клещи для снятия изоляции: обойтись можно и без них, однако с этим инструментом дела идут быстрее.

Выбор припоя
Выбрать подходящий припой для пайки скруток — это самый ответственный момент. От припоя зависит конечный результат. В процессе использования разных марок припоя, я пытался выявить закономерность между качеством пайки и процентном содержании олова. Однако таковой зависимости обнаружить не удалось.
Единственное, что можно утверждать с полной уверенностью — припой обязательно должен быть с флюсом внутри. Это и не удивительно: метод пайки не предусматривает обязательное нанесение флюса на скрутки, а флюс необходим.
Удобнее всего использовать припой в проволоке толщиной 1мм или около того. Продается он в катушках или пластиковых тубах.
По-большому счету, выбирать припой придется методом проб и ошибок, иного метода я не вижу. Ну и приведу несколько примеров припоев нескольких производителей:

Этот припой хорошо подходит для пайки скруток. А тот, что ниже, лучше не брать — тонкие скрутки из 2-х проводов 1,5 мм² он хорошо спаяет, но скрутки толще он только испортит.

Вот еще достаточно неплохой припой REXANT:

При первом выборе припоя, самым лучшим вариантом будет покупка небольшой тубы на пробу. Ну и запоминать, какие из купленных марок паяли хорошо, а какие плохо. Собственно вот такая нехитрая наука.
Помимо припоя хорошо иметь под рукой очиститель — обычный спирт. Многие медные жилы, даже новые, покрыты слоями окислов или иными налетами, которые затрудняют пайку.
Хорошим вариантом очистителя является флюс «ТАГС» — он превосходно очищает поверхность медных жил и в добавок помогает процессу пайки.

Скрутка проводов
Итак, все провода зачищаются от общей изоляции, защищающей весь кабель. Для каждой отдельной жилы берется длина на скрутку плюс небольшой запас — основание скрутки должно быть скручено жилами с изоляцией. Вообще, нужно стремиться уложить в коробку лишние сантиметры проводов на всякий случай.
Совет: старайтесь всегда поместить в распаечную коробку побольше запаса проводов, даже с учетом уже сделанных скруток. Возможно когда-то в будущем сюда будут добавляться новые линии или производиться какой-либо ремонт. Хорошим тоном будет предусмотреть ремонтопригодность коробок, даже если вы уверены в надежности и качестве своих работ.
Для самих скруток жилы зачищаются сантиметров на 10 — после скручивания лишнее откусится бокорезами. Конечная длинна скрутки оголенных проводов должна быть не менее 4 см. Если монтаж производится в просторных распредкоробках, длину скруток можно увеличить до 7-8 см. Главное чтобы скрутки поместились в коробку без изгибов.
Но это я забежал немного вперед: перед скруткой оголенных жил необходимо хорошенько их протереть тряпочкой, смоченной в спирте или флюсе ТАГС. После обработки поверхность меди должна иметь однородный желтый цвет без темных участков — только тогда можно производить скручивание. Если жилы покрыты слишком толстым окислом, то перед протиранием их можно обработать мелкой шкуркой.
Когда среди скручиваемых проводов присутствуют мягкие, многожильные проводники, то их следует с особой тщательностью очищать от окислов.
Скрутка производится плоскогубцами так, чтобы несколько сантиметров с изоляцией так же стали частью скрутки. Закручивать следует с достаточным усилием, однако нужно не перестараться и не порвать ни одной жилы. Здесь рекомендуется предварительно потренироваться на пробных скрутках и «почувствовать» материал.
При скручивании большого количества жил или когда сечение жил большое (4 мм² например), основание скрутки нужно придерживать дополнительными плоскогубцами.
Когда скрутки закручены, их нужно укоротить бокорезами до необходимой нам длинны. Короче 4 см. не рекомендуется.

Распаечная коробка скручена, можно приступать к пропаиванию.
Пайка
Пока разогревается паяльник, нужно «нанести» припой на скрутки. Для этого проволоку припоя наматывают на каждую скрутку с шагом 1-3 мм. Шаг намотки зависит от общей толщины всех скрученных проводов и находится экспериментально. Наматывать припой следует в натяг, чтобы он как можно плотнее прилегал к медной поверхности.
Если в скрутке присутствуют многожильные проводники, то припоя следует наматывать больше, чем обычно. Многожильные провода требуют гораздо большего количества олова — нужно учитывать количество гибких проводников в общем объеме.

Разогретым паяльником касаемся края скрутки и ждем, пока припой не расплавится. При плавлении припоя ведем паяльник к основанию — припой должен оплавляться раньше, чем паяльник достигнет точки его расплавления. Ключевой момент: паяльник нагревает металл, а металл в свою очередь расплавляет припой. К слову: сосвем необязательно вести паяльник от края к основанию скрутки, можно и наоборот — от основания к краю.

Припой должен заполнить все пустоты между проводниками и пропаять всю скрутку. Визуально — из всех месть соприкосновения жил друг с другом должен быть виден припой. Мелкие скрутки покрываются припоем полностью, а те что покрупнее — припой заполняет места соприкосновения жил.
Расплавленный припой обязательно будет капать вниз, поэтому нужно принять все необходимые меры защиты, как себя, так и окружающего пространства.
Если есть сомнения в том, что припой заполнил все труднодоступные места, то пайку можно повторить заново. Для этого нужно хорошо протереть место пайки спиртом или ТАГС-ом, намотать припой и все повторить. В таких ситуациях сразу проявляется качество припоя: «дерьмовым» так и не получится пропаять со второго раза.

После пайки скрутки готовы к изоляции, их можно «укутывать» изолентой или термоусадочной трубкой. Так как мы не использовали паяльной кислоты или иных агрессивных флюсов, промывать места пайки нет необходимости. Во время укладки на свои места нужно избегать изгиба пропаянных мест.
В заключение хочется сказать, что пайка соединений в коробках — дело достаточно простое. Однако придется сначала немного потренироваться и возможно, перепробовать несколько разных припоев.
Как паять провода
Разбираем детально: как паять проводу, какой применить припой, выбираем нужный паяльник и многое другое в данной статье.
Одним из самых надежных способов соединения проводов является пайка. Пайка относится к неразборным видам соединения. Она обеспечивает очень низкое переходное соединение контакта. При этом паяные соединения обладают высокой механической прочностью.

Для пайки применяются сплавы с относительно низкой температурой плавления, называемые припоями. Технически, процесс пайки состоит в смачивании расплавленным припоем поверхности соединяемых проводников. После застывания припоя металл проводника прочно соединяется со сплавом, образуя контакт, обладающий хорошими электрическими параметрами. В большинстве случаев для пайки проводников применяются оловянно-свинцовые припои ПОС-40, ПОС-60 (цифры означают процент содержания олова). Припои с низкой температурой плавления могут содержать висмут, кадмий, цинк, сурьму или другие металлы.
В настоящее время на рынке доступны разнообразные инструменты и материалы, необходимые для выполнения паяных соединений. Минимальный набор для пайки проводов может состоять из паяльника, припоя и флюса. В случае необходимости выполнения большого количества паек изолированных проводов, неплохо иметь специальный инструмент для снятия изоляции и кусачки. Если такие операции выполняются нечасто, для снятия изоляции подойдет острый нож, например канцелярский или хирургический скальпель. Для снятия изоляции с эмалированных проводов можно применять наждачную бумагу.
Инструменты для пайки проводов
Основным инструментом для пайки проводов является паяльник. В настоящее временя, в магазинах представлен широкий ассортимент электрических паяльников различной мощности. Паяльник для проводов часто применяемых в быту может иметь мощность 40 – 60 Вт. Для пайки радиоэлектронных компонентов, тонких проводников или печатных плат чаще применяют паяльники мощностью 15 – 25 Вт. Если нужно спаять провода большого сечения может потребоваться паяльник мощностью 100 – 150 Вт и более. Для пайки массивных металлических предметов применяют паяльники с внешним нагревом. Такие паяльники имеют жало в виде массивного медного «топорика» и снабжаются рукояткой. Нагрев жала осуществляют в пламени конфорки газовой плиты, паяльной лампой или газовой горелкой.

Помимо электрических, промышленность выпускает газовые паяльники. В них нагрев жала осуществляется с помощью газовой горелки. Конструктивно газовые паяльники состоят из баллончика со сниженным газом, газовой горелки и жала выполненного в виде насадки. Газовыми паяльниками удобно пользоваться в местах, где отсутствует электричество.

Многие производители выпускают паяльники с жалами, имеющими специальное покрытие. Такие покрытия хорошо «держат» припой и долго не выгорают. В случае если у вашего нового паяльника медное жало, его нужно подготовить к работе, то есть тщательно залудить. Для этого рабочую поверхность жала паяльника следует хорошенько зачистить мелким напильником или наждачной бумагой до характерного «медного» блеска. Затем жалом греющегося паяльника нужно расплавить немного канифоли. После на жало паяльника наносят припой и равномерно распределяют его по всей поверхности. Равномерного распределения припоя можно добиться, потерев жало о деревянный брусок.
Мы уже упоминали, что для пайки проводов понадобится нож и кусачки. В принципе, каких-то особенных требований к этим инструментам не предъявляется. Важно только чтобы инструмент был остро заточен, а у кусачков режущие кромки плотно прилегали друг к другу.
Расходные материалы
В последние годы для пайки проводов в основном применяют проволочный или трубчатый припой. И проволочный и трубчатый припой можно доставлять к месту пайки непосредственно, не нанося его на жало паяльника. Это позволяет точно дозировать количество припоя. Трубчатый припой еще хорош тем, что внутри трубки содержится флюс (канифоль), присутствие которого значительно улучшает качество пайки.

Для очистки спаиваемых поверхностей от окислов металлов применяют флюсы. При пайке медных проводов в качестве флюса часто применяют живичную канифоль. Для пайки других цветных металлов, например алюминия, сплавов или стали применяют различные активные флюсы. Назначение того или иного флюса, способ его применения обычно указывается на упаковке. Следует заметить, что многие активные флюсы хорошо работают только в строго определенном диапазоне температур. И еще, большинство активных флюсов после пайки нужно смывать растворителями, так как они могут продолжить «работать». А это может привести к коррозии паяного соединения.
В прежние годы, когда в продаже активные флюсы встречались крайне редко, для лужения «сложных» материалов умельцы использовали аспирин, борную или лимонную кислоту. Часто эти легкодоступные «флюсы» неплохо справлялись со своей задачей.
Важно! При пайке флюсы и припои могут выделять вредные вещества, которые, попадая через органы дыхания, могут нанести вред здоровью. Поэтому пайку следует производить под вытяжкой или, по крайней мере, в хорошо проветриваемом помещении.
Как правильно паять провода
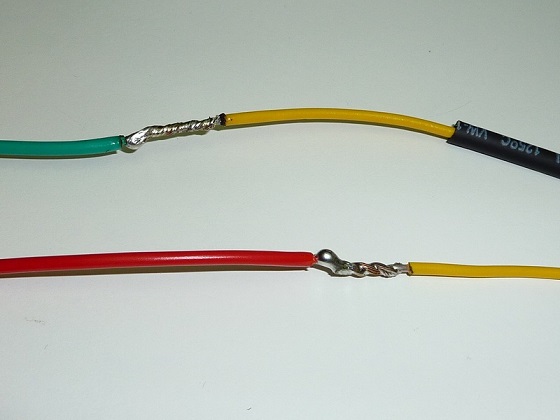
Научиться правильно паять провода паяльником не трудно. Процесс пайки не представляет особой сложности. С проводов снимают изоляцию, зачищают до блеска и тщательно залуживают, предварительно нанеся на них флюс. Затем провода соединяют механически между собой одним из возможных способов. После на «скрутку» еще раз наносят флюс, и это место тщательно пропаивают, следя за тем, чтобы припой равномерно растекся по всей поверхности. Ниже приведена таблица, в которой показаны основные виды соединения проводов под пайку.

Во время пайки следует обращать внимание на температуру жала паяльника. С перегретого жала припой скатывается и становится тусклым. Не нагретый паяльник плохо расплавляет припой, он превращается в кашицу и плохо растекается по месту пайки.
Вообще о качестве пайки можно судить по виду припоя. Он должен блестеть и равномерно распределяться по месту пайки.
После окончания пайки и удаления остатка флюса, место пайки изолируют. Для этого можно воспользоваться изолентой, виниловой или хлопчатобумажной. Также для изоляции места пайки можно использовать небольшой отрезок термоусадочной трубки подходящего диаметра. Трубку одевают на паяное соединение и прогревают. Для нагрева можно применить паяльник или газовую зажигалку.
Получив определенный навык в пайке простых проводов можно попробовать выполнить более сложную задачу. Например, отремонтировать вышедшие из строя наушники.
Как спаять провода наушников
Обычно наушники выходят из строя по причине обрыва проводов вблизи штекера или внутри него. Если место повреждения точно установлено, то отремонтировать наушники довольно просто. Штекер с поврежденным участком провода отрезают. Провода аккуратно разделывают. Их припаивают к приобретенному в магазине радиодеталей разборному штекеру согласно следующей схеме.

Так как провода наушников достаточно тонкие, то залуживание проводов и их припаивание к штекеру нужно производить быстро. Иначе изоляция на проводах будет сильно оплавляться. Чтобы избежать оплавления проводов, можно выполнить пайку проводов наушников применяя припой с низкой температурой плавления, например сплав Розе или сплав Вуда. Применяя такие сплавы, паяльник нагревают до температуры плавления припоя и затем отключат от сети.
В этом материале мы рассказали о пайке проводов с помощью паяльника. Однако в экстремальных условиях можно спаять провода без паяльника. Один из способов пайки без применения паяльника может быть таким. Провода скручивают и наносят на них флюс. На место пайки наматывают немного тонкого проволочного припоя. Затем место пайки прогревают с помощью газовой горелки или зажигалки, добиваясь равномерного растекания припоя.
Набор для пайки: быстрая пайка любого металла или сплава

Качественно и надежно соединить две металлических детали поможет соответствующая пайка. Для выполнения этой процедуры потребуется специальный набор инструментария и расходных материалов. В помощь автолюбителям предлагаются спецнаборы для пайки, в комплекты которых имеется все необходимое, чтобы выполнить качественную пайку любых металлов и их сплавов.
В процессе эксплуатации автомобиля рано или поздно каждый автолюбитель сталкивается с необходимостью пайки некоторых деталей. Это могут быть элементы электросистемы транспортного средства, микросхемы дополнительного оборудования или просто отдельные провода, которые нужно надежно соединить.
Сама пайка представляет собой специальный технологический процесс, который основан на введении между деталями специального расплавленного материала — припоя, который владеет более низкой температурой плавления, нежели паяющиеся детали.
Физико-химический процесс пайки
С точки зрения физических и химических процессов пайка может представляться как соединение твердых металлов путем введения в контактный зазор специального вещества — припоя. Расплавленный припой взаимодействует с металлами, образуя прослойку, которая вследствие кристаллизации приводит к формированию паяного шва, состоящего из материала припоя и твердых растворов с интерметаллидами, которые образовались в процессе взаимодействия припоя и металлов. Наличие таких новообразованных фракций обеспечивает адгезию между припоем и металлическими поверхностями, которые спаиваются. Слой с интерметаллидами должен быть достаточно тонкий, поскольку большая толщина такой прослойки имеет повышенную хрупкость, что может привести к разрушению паяного шва.

Набор для пайки 220В
Набор для пайки (паяльник 8Вт,оловоотсос,подставка,припой,отвертка) REXANT
Набор для пайки (паяльник 30Вт, оловоотсос, подставка, припой) REXANT
Набор для пайки автомобильный 12V
Набор для пайки №13 (паяльник 30Вт,подставка,губка для удаления припоя,припой) REXANT
Набор для пайки №11 (паяльник 30Вт,подставка,губка для удаления припоя,припой) REXANT
Набор для пайки «Универсальный» 4 предмета ВТО
Набор для пайки 6 предметов REXANT
Набор для пайки «Профи 1» ВТО
Набор для пайки (USB паяльник 8Вт,кусачки,тонкогубцы,подставка,припой,отвертка) REXANT
Какие виды пайки бывают?
В зависимости от используемых припоев и физико-химических процессов, происходящих при пайке, она делится на несколько категорий.
По типу используемых припоев пайка бывает двух видов:
- низкотемпературная (припой нагревается до 450°C) — для этой пайки применяют легкоплавкие припои;
- высокотемпературная (припой нагревают свыше 450°C) — используется тугоплавкий припой.
Для первого вида пайки применяется электрический нагрев припоя при помощи паяльника, во втором же варианте используют нагревание при помощи горелки. В бытовых целях, в основном, применяется первый вариант.
В зависимости от физико-химической природы процесса пайки она делится на следующие виды:
- капиллярная — смачивание деталей припоем и формирование переходного слоя происходит за счет капиллярного натяжения;
- диффузионная — выполняется в результате взаимной диффузии материала припоя и основного металла;
- контактно-реакционная — происходит с образованием твердого раствора или эвтектики в контактирующих местах;
- реактивно-флюсовая — в процессе пайки припой, при нагревании, образуется за счет химической реакции металла и флюса.
Что нужно автолюбителю для выполнения паяльных работ?
Чтобы спаять нужные детали автомобилисту потребуется паяльник и материалы для выполнения самого процесса пайки (флюсы, канифоль, припой, и другие вспомогательные расходники). Можно приобретать эти вещи отдельно, а можно сразу заказать специальные наборы для пайки, в состав которых входят все необходимые материалы и устройства, позволяющие паять различные материалы, даже такие как сталь, медь, алюминий и многие другие. Чтобы автомобилист мог выполнять паяльные работы и в гараже и, при необходимости, в дороге существуют наборы, в состав которых входит паяльник, работающий от электрической сети автомобиля 12 В.
Состав набора для пайки 220 В/12 В
Этот набор станет оптимальным решением для выполнения процедур лужения и пайки при помощи низкотемпературных припоев. В его состав входят:

- паяльник, работающий от сети 220 В или 12 В;
- канифоль;
- паяльная кислота;
- спирто-канифольный флюс;
- флюс для алюминия;
- припой;
- монтажный провод;
- термоусадочная трубка.
Состав набора для пайки 2
Этот набор будет оптимальным решением для тех автолюбителей, которые уже имеют паяльник и им нужны только расходные материалы. В его состав вошли:
- канифоль;
- припой ПОС-61;
- паяльная кислота;
- спирто-канифольный флюс.
Для чего используются материалы, вошедшие в набор для пайки?
Паяльник — это собственно сам инструмент, используемый в процессе лужения и пайки, для нагрева деталей, флюса, расплавления и нанесения припоя на поверхность спаиваемых деталей. Рабочей частью этого инструмента является жало, которое нагревается электрическим током.
Канифоль — это специальное вещество, которое играет роль флюса в процессе пайки. При помощи припоя обезжиривается спаиваемая поверхность и удаляются с нее слои окиси металла.
Паяльная кислота — это раствор цинка в соляной кислоте, который эффективно применяется для снятия слоя окиси с поверхности металлических предметов, которые поддаются пайке. Благодаря использованию этого вещества удается получить более прочный паечный шов. Кроме этого, паяльная кислота применяется для лужения проводов с разным сечением и для пайки таких металлов и их твердых растворов как золото, медь, бронза и др.
Флюс является специальным веществом, при помощи которого производят удаление оксидной и жирной пленки с поверхности спаиваемых металлов. Спирто-канифольный флюс СКФ, представляет собой неактивный флюс, состоящий из 60% спирта и 40% канифоли. Отлично подходит для пайки меди и ее сплавов, широко используется при пайке плат, поскольку не требует их очистки от остатков канифоли.
Флюс для алюминия — это специальный тип флюса, который используется в процессе паяния таких быстроокисляющихся металлов как алюминий, медь и их сплавы, также можно будет паять нержавеющую сталь, никель и другие подобные металлы.
Припой представляет собой сплав двух и больше металлов, который используется для пайки металлических поверхностей. Наиболее распространенными низкотемпературными припоями считаются сплавы металлов олова и свинца. В зависимости от процентного соотношения олова и свинца, различают разные виды таких припоев, которые имеют свою температуру плавления.
Термоусадочная трубка является эффективным изолятором токопроводящих проводов. Удобство монтажа трубки позволит использовать ее вместо изоляционной ленты.
Как видим, стандартный набор для пайки имеет все необходимое, чтобы выполнить пайку любых металлов и их сплавов, включая и такие «сложные» материалы как алюминий, сталь, золото, медь, никель. Имея в комплекте автомобилиста подобный набор, легко справиться с процессом пайки деталей транспортного средства и его вспомогательных систем.
Почувствовав дыхание зимы, все автомобилисты задумываются о замены сезонной резины. И очень многие из нас при покупке зимних шин встают перед трудным выбором — «шиповки» или «липучки»? Каждый тип шин имеет свои преимущества и недостатки, и отдать предпочтение чему-то одному бывает очень сложно. В этой статье мы попытаемся сделать этот непростой выбор.
Заливка в бак некачественного дизельного топлива может навредить мотору вплоть до полного его выхода из строя. Минимизировать или исключить негативные последствия заправки низкокачественным дизелем помогает специальная автохимия — присадки в дизтопливо, о которых подробно рассказано в данной статье.
Использование правильного типа шин гарантирует автомобилю устойчивость и управляемость в любой дорожной ситуации. Только шины, используемые по сезону, гарантируют оптимальные сцепные характеристики с дорожным покрытием и минимальный тормозной путь.
Жидкая декоративная резина — настоящая находка для всех ценителей автомобильного тюнинга. С ее помощью можно быстро и без особых финансовых затрат изменить экстерьер автомобиля, сделать его оригинальным и запоминающимся. О положительных свойствах, преимуществах жидкой резины, особенностях ее нанесения на детали кузова автомобиля читайте в следующей статье.
В процессе эксплуатации автомобиля металлические диски его колес покрываются различными загрязнениями, которые не всегда удается удалить обычной мойкой. Для решения этой непростой задачи используются очистители колесных дисков — об этих средствах, их типах, составе и особенностях узнайте из статьи.
В последние годы все более доступными становятся приспособления для работы с вязкими герметиками, клеями и другими материалами в стандартных тубах — монтажные пистолеты. О том, что такое пистолет для герметика, как он устроен и работает, а также о выборе и применении инструмента рассказано в статье.
Для выполнения гравировальных работ и обработки различных изделий гравировальными машинками используются специальные насадки — шарошки. О том, что такое шарошки для гравера, каких типов они бывают и как устроены, а также о верном выборе и эксплуатации данных насадок — читайте в предложенной статье.
Технология правильной пайки проводов электрическим паяльником
Среди многих способов соединения электропроводов пайка является наиболее надежным методом. Работа с паяльником требует усидчивости, понимания технологического процесса и определенных навыков. Ознакомиться с тем, как правильно паять провода можно по приведенным в статье видео, фото.

Технологические особенности
В процессе пайки припой заполняет пространство между электропроводами. Плавление самого припоя при этом происходит при температуре намного ниже, чем металлических проводов. Качество электрического контакта напрямую зависит от чистоты соединяемых элементов и их хорошего обволакивания припоем. Перед тем как паять проводку проводится очистка поверхности от окислительной пленки и жиров. Для этого используются специальные флюсы. Они повышают качество растекания расплавленной массы, а также снижают поверхностное натяжение.
Что необходимо для пайки
Пайка проводов требует наличия соответствующего инструмента, а также некоторых материалов. Комплект для спайки жил электропроводов включает:
- паяльник;
- припой;
- флюс;
- вспомогательные принадлежности.
Паяльник
При помощи этого инструмента проводится нагрев соединяемых деталей. Паяльник может использоваться газовый, термовоздушный, электрический. Наиболее практичны при работе дома электрические инструменты. Они состоят из ручки, нагревательного устройства, а также рабочего наконечника. Электропаяльник подключается к электросети и через некоторое время температура его жала достигает порядка 300 градусов. Этого вполне достаточно для плавления припоя и соединения элементов.

Припой
Данный металлический сплав имеет пониженную температуру своего плавления и хорошую текучесть. В него включают свинец, медь, а также олово, серебро, никель, кадмий. Спайка медных проводников проводится припоем ПОС-60. Эта марка показывает, что сплав состоит из олова со свинцом. В данном случае на оловянную составляющую приходится 60 %.
Наиболее удобным материалом является чистое олово, однако оно имеет весьма высокую стоимость. Выпускается припойный материал в виде пасты, гранул, порошка, проволоки, слитков или же фольге. Учтите, что для спайки алюминиевых электропроводов требуется применять специальные сплавы на цинковой основе. Для этих целей отлично подойдут такие материалы, как ЦА-15 и ЦО-12.
Перед тем как припаять провод, проводится обработка места соединения специальным материалом. В состав флюса входит смесь специальных веществ органического и неорганического происхождения. При помощи данного вещества проводится подготовка места соединения перед спаиванием.
К наиболее применяемым флюсам относится ортофосфорная или ацетилсалициловая кислота, канифоль, соль бура и нашатырь. Сосновая смола весьма удобна при проведении паяльных работ, однако требует выполнения некоторых манипуляций. Нанесение кислоты на соединяемые детали и микросхемы проводится с помощью небольшой кисточки. Некоторые фирмы производители выпускают особую проволоку (припой) с имеющейся внутри канифолью. Это значительно ускоряет паяльный процесс и не требует отдельной обработки каждой жилы.
Вспомогательные принадлежности
К дополнительным принадлежностям для паяльных работ относится рабочее место, которое не будет бояться случайных капель расплавленного флюса или же припоя, подставка для электропаяльника, небольшой напильник. Помимо этого, понадобится губка (влажная ткань) для протирки паяльного наконечника, нож для зачистки соединяемых жил, шлифовальная шкурка, пассатижи, спирт, а также изолента.
Правильное соединение электропроводов для пайки
Перед тем как паять провода паяльником выполняется подготовка соединительных проводников. Для этого их жилы освобождаются от изоляционного слоя, зачищаются и обезжириваются. Соединение их вместе можно выполнять любым из известных способов. К наиболее распространенным методам относится механическая скрутка двух и более проводников. Учтите, что нельзя соединять вместе алюминиевые и медные жилы . Для этого используются специальные переходные клеммники.

Подготовка к работе
Для того чтобы понять, как паять правильно электрические провода, необходимо ознакомиться с самим процессом работы, а также провести подготовительный этап. Он предполагает выполнение непосредственной подготовки рабочего места. Для этого на столике для пайки располагаются все необходимые инструменты, материалы. Помещение, в котором будет проводиться пайка должно быть хорошо проветриваемым.
Электропаяльник должен находиться на специальной подставке недалеко от розетки. Следите, чтобы его кабель не касался горячего корпуса, а также жала. После выполнения данной подготовки проводится зачистка соединяемых жил от изоляции на расстоянии порядка 40 мм и удаляется оксидная пленка. Это можно выполнить при помощи наждачной бумаги мелкозернистого типа. Зачищенные жилы должны иметь блестящий металлический вид. Заранее позаботьтесь о наличии изоленты или же термоусадочной трубки.
Технология лужения
После выполнения подготовительных процедур проводится лужение зачищенных поверхностей. Это необходимо выполнить перед соединением между собой. Для этого нагревается паяльник, прогревается конец проводника. Нагретая жила погружается в канифоль, после чего припойным сплавом с жала паяльника проводится по очищенному участку. Для ускорения процедуры можно слегка проворачивать электропровод. После окончания данной процедуры жила будет иметь равномерный серебристый вид. Этот процесс повторяется для всех соединяемых электрических проводников.

Работа с припоем
Припойный сплав имеет определенную температуру плавления. При нагреве паяльником он переходит из твердого состояния в жидкое и растекается по соединяемым поверхностям. В этот момент происходят физические и химические процессы, обеспечивающие необходимую надежность соединения. Учтите, что хорошее покрытие припоем достигается исключительно на чистых поверхностях, освобожденных от оксидной пленки, а также жировых загрязнений. Использование припоев с входящей в их состав канифолью значительно ускоряет процедуру пайки.
Процесс пайки
Далее непосредственно рассмотрим, как правильно паять паяльником провода? Держа в одной руке пассатижи, выполняется скрутка проводов. При соединении жил небольшого сечения и малой длине спаиваемого места проводить скручивание вовсе не обязательно. В этом случае электрические проводники плотно прижимаются друг к другу. Во вторую руку берется предварительно нагретый электропаяльник, набирается на его наконечник небольшое количество припоя.
Прижимая с небольшим усилием жало к месту соединения проводников, разогреваются их концы. Дождавшись, когда нанесенная канифоль начнет плавиться, участок покрывается расплавленным припойным материалом. После его растекания и проникновения во все зазоры по жилам, соединительное место оставляют остывать. После этого выполняют изолирование соединенных жил при помощи изоленты или же термоусадочной трубки.
Чтобы полностью разобраться, как правильно паять электрические провода паяльником уделите особое внимание хорошему прогреву участка спайки. При недостаточной температуре припой не сможет провести необходимое смачивание поверхности перед застыванием. Это приведет к ухудшению качества спайки и снижению ее прочности. Такой процесс имеет название «ложной» или «холодной» пайки. Во время застывания припойного материала нельзя трогать соединяемые элементы. Они должны находиться в неподвижном состоянии до полного остывания припоя. На заключительном этапе спаянное место протирается спиртом для очищения от остатков флюса.
Чтобы надежно заизолировать соединение, необходимо намотать на запаянные жилы 3-4 слоя изоляционной ленты. При использовании термоусадочной трубки следует заранее ее надеть на один из концов провода. Длина этого изолятора должна быть на 20 мм длиннее неизолированного места. После спайки она натягивается на соединенный участок, нагревается с помощью обычной зажигалки или же фена. Полученное электрическое соединение будет заключено в герметичную изоляцию.
Хитрости пайки
Перед тем как соединять электрическим паяльником провода необходимо следить, чтобы его жало было в чистом виде. Это будет повышать теплопроводность и прочность соединения. Для очистки наконечника применяют влажную ткань.
При использовании флюса активного типа зачищенная жила проводника обрабатывается составом, прогревается электропаяльником с припоем в небольшом количестве, а далее – по стандартной технологии. При пайке скруток допускается пропустить процедуру лужения, а сразу обработать место соединения флюсом, после чего приступить к пайке скрученных проводников. В этом случае обязательно протирается место спайки спиртом для удаления остатков агрессивных химических материалов.
Многожильные проводники распушивают перед лужением и окунают в канифоль. Нанесение припоя проводится весьма тщательно, чтобы каждый проводник был им полностью покрыт. По окончании остывания жилы соединяются и пропаиваются электропаяльником с оловом.
Изучив основные технологические процессы и просмотрев видео, можно научиться свободно соединять электропровода методом пайки и даже переходить к более сложным работам.
Рекомендуем также к прочтению:
Правила пайки алюминиевых и медных проводов
- Какие инструменты и материалы понадобятся?
- Давайте паять!
- Некоторые особенности процесса
Какие инструменты и материалы понадобятся?
Выбор инструментов и материалов, которые нам понадобятся, будет обусловлен нашими конкретными целями, а также применяемыми способами пайки. Основной инструмент, который применяется – это либо электрический паяльник, либо газовая горелка. Ну а дальше будет, в общем, стандартный набор для пайки. Нам понадобится:
- Нож для разделки изоляции провода – не забудьте подточить или воспользуйтесь канцелярским ножом. Также можете сделать нож электрика своими руками.
- Пассатижи, для скрутки проводников.
- Припой и флюс. Флюс – это вещество, с помощью которого мы удаляем окисления с поверхности, которую паяем. Припой – это то, чем непосредственно спаиваются жилы.
- Напильник – подойдет мелкий напильник.

При пайке проводов паяльником или газовой горелкой могут быть применены разные припои и флюсы. Так, для медных жил нужен припой на основе смеси олова и свинца – это припои марок ПОС-40, ПОС-50, ПОС-60. Для пайки алюминиевых проводов подойдут такие марки – П-250А (цинк и олово), ЦО-12 (цинк и олово), ЦА-15 (цинк и алюминий), А (цинк, олово, медь). В качестве флюса используется канифоль — органический материал, содержащий в себе смесь смоляных кислот хвойных деревьев. Канифоль является самым распространенным и недорогим вариантом. Также существуют способы пайки с кислотой в качестве флюса, но не рекомендуется их применять из-за их вредности. К тому же кислота дает со временем коррозию на скрутке.
Давайте паять!
Когда готовы все нужные инструменты и материалы подготовлены, беремся за работу. Рассмотрим технологию пайки медных проводов в распределительной коробке. В домашних условиях самый распространенный способ соединения – пайка скруток одножильных проводников. Зачищаем их от изоляции – снимем по 4-5 см с каждого конца. Для хорошего качества скруток следует плотно скрутить и обжать концы пассатижами. О том, как сделать хорошую скрутку, мы рассказывали в отдельной статье. Только не переусердствуйте, иначе можете обломать токоведущую жилу. Берем в руки паяльник, который должен быть достаточно прогрет, и начинаем пропитывать нашу скрутку канифолью так, чтобы она как можно лучше проникала между проводами. Затем на жало паяльника наносится припой, состоящий из олова и свинца, и, постепенно прогревая место соединения, добиваемся равномерного нанесения припоя. Он должен хорошо проникнуть между проводами. Когда они «окрасятся» в серебряный цвет, можно считать их залуженными. Узнать более подробно о том, как лудить провода, вы можете в нашей соответствующей статье.
Чтобы залудить многожильный медный проводник необходимо хорошо скрутить все мелкие жилки в одну жилу и подтянуть пассатижами. Затем нанести паяльником сначала канифоль, а потом уже нужный припой.

Отличительной особенностью пайки алюминиевых проводов является высокая степень окисления алюминия на воздухе. А если жилы окислятся, то нанести на них припой при электромонтаже уже будет проблематично. Поэтому придётся постоянно механически очищать поверхность от окисления и одновременно выполнять лужение. Для нагрева используется газовая горелка, флюс же подбирается исходя из способа пайки и сечения провода.

Ножом аккуратно срезаем изоляцию с жил примерно по 5 см. Очищаем поверхность до появления характерного блеска с помощью того же ножа либо воспользуемся наждачной бумагой. Далее, нужно соединить жилы в виде желобка, который образуется в результате соединения жил внахлест, методом двойной скрутки. Берем горелку и начинаем греть скрутку примерно до температуры плавления припоя. Продолжаем нагревать соединение и натираем специальной палочкой припоя место пайки. Желобок заполнится припоем. Таким же образом обрабатывается вся поверхность, пока она не покроется полностью оловом.
Кстати, плюсы и минусы существующих способов соединения проводов в распределительной коробке мы рассмотрели в соответствующей статье, с которой настоятельно рекомендуем ознакомиться!
Полезная видео инструкция по пайке проводов:
Некоторые особенности процесса
Рекомендуем также обратить внимание на несколько правил, которые помогут сделать качественную пайку проводов своими руками.
Проверьте жало паяльника перед началом работы. Оно должно быть чистым. Если же на нем присутствуют неровности, раковины, черный нагар, то такое жало нужно очистить, иначе оно не сможет нормально брать припой. Возьмите мелкий напильник, приставьте жало к нему под наклоном и зачистите, чтоб был виден блеск меди. Потом заново залудите его конец. В процессе работы иногда обращайте внимание на его состояние и старайтесь держать его в чистоте. Можно также пользоваться для очистки жала паяльника мелкой наждачной бумагой.

Начинаем паять всегда с дальней от изоляции стороны жилы, так как она может оплавиться, нарушатся ее свойства, что недопустимо. Аккуратно скручивайте соединения пассатижами, без лишних усилий, так чтобы не обломать жилы, особенно это относится к алюминиевой электропроводке, которая особенно ломкая.
Перед нанесением припоя, даже на соединение медных проводов, попробуйте очистить поверхность жилы ножом до блеска, увидите, что припой наносится гораздо проще. Это касается как медных, одножильных и многожильных, так и алюминиевых проводников.
Не забывайте в конце работы тщательно изолировать места соединения. Следует использовать для этих целей хлопчатобумажную либо поливинилхлоридную изоляцию. Обмотайте ими места скруток таким образом, чтобы изоляция заходила на несколько сантиметров от оголенного места. Подробнее о том, как изолировать провода правильно, вы можете узнать в нашей статье.
Не смотря на то, что пайка не является супер быстрым способом, она обеспечивает хорошее качество соединения. А все что описано, в комплексе, поможет вам повысить безопасность выполнения работы, а также увеличит срок службы и надежность электрической проводки.
Напоследок рекомендуем вам просмотреть видео, в которых подробно рассмотрены технологии пайки электропроводки в распредкоробках:
Вот мы и рассмотрели, как производится пайка проводов в распределительной коробке. Надеемся, предоставленная инструкция была для вас полезной и понятной!
Не пропустите:
Один комментарий
Для лужения я использовал смесь канифоли со спиртом. Так лучше покрывается проводник. Скручивал предварительно луженве концы, и не луженые. Луженые труднее аккуратно скручивать. А с не лужеными бывает риск не полного лужения, и соответственно не полного пропаивания скрутки. Т.е. олоао может не достать везде. С учетом того, что стоишь на стремянке это важно.
КАК ВЫПОЛНИТЬ ПАЙКУ?
Провода или детали должны быть до пайки механически соединены, пайка должна еще больше скрепить их и улучшить электрический контакт.
Подготовка деталей к пайке.
При пайке выполняют следующие правила:
размер сердечника (наконечника) паяльника и количество подводимой к нему теплоты ограничивают опытным путем, чтобы он не перегревался и в то же время излишне не охлаждался при производстве пайки, так как при перегреве выгорает припой на острие паяльника, появляется окалина, что затрудняет пайку, а при недогреве хорошей пайки вообще не получить;
форма и размеры острия паяльника должны допускать свободный доступ к месту пайки без излишнего перегрева расположенных рядом деталей, что может отражаться на их качественном состоянии;
острие паяльника должно быть хорошо заправлено напильником и залужено по всей поверхности, а поверхности хорошо зачищены бумажной или полотняной шкуркой, намазаны флюсом и залужены;
олово или припои следует выбирать и применять для пайки, ориентируясь по их температуре плавления во избежание нарушения качественных показателей деталей в результате из перегревания;
следует использовать только бескислотные малокоррозионные флюсующие составы, представляющие собой спиртовые растворы канифоли с активизирующими и нейтрализующими добавками;
не следует применять так называемую травленую соляную кислоту, а также нашатырь; при нормальной температуре нагрева паяльника припой, например ГЮС-40, не должен скатываться с паяльника, а флюс, например канифольный, не должен мгновенно сгорать, а оставаться на острие паяльника в виде кипящих капелек;
место спая прогревать паяльником до температуры плавления припоя, что облегчает его затекание в зазоры, щели и углубления в соединяемых деталях;
при пайке монтажного провода или контактного вывода к контактному лепестку (например, в трансформаторе) нужно обязательно продевать облуженный конец провода в отверстие лепестка для улучшения механической связи между припаиваемым проводом и лепестком;
по окончании пайки ее качество должно быть проверено на прочность пинцетом из немагнитного материала. Поверхность места пайки должна быть промыта для исключения остатков флюса при помощи кисточки или марлевого тампона, смоченных спиртом. Для предохранения от окисления поверхность пайки можно покрыть тонким слоем бесцветного лака.
Пайка якорей: а- петелька, б- продевание в крючки медного поводка, в- ванночка для пайки.
При ремонте теплоизмерительных и электроизмерительных приборов и регуляторов тепловых процессов применяют мягкие (низкотемпературные) оловянно-свинцовые припои ПОС-40, ПОС-61, ПОС-90, олово, твердый припой ПСр-45 (серебряный), а также нестандартизованные припои:
ПОСВ (олово 33,3%, висмут 33,3%, свинец 33,3%); температура плавления 123°С; применяют для пайки токоподводов и подвесов, а также для уравновешивания подвижных систем напайкой припоя на противовесы (с флюсами ЛТИ-120 и ЛТИ-1);
ПОСВ (олово 33,3%, висмут 50,1%, кадмий 16,6%), температура плавления 95 °С; применяют в тех же случаях, что и выше (с флюсами ЛТИ-120 и ЛТИ-1);
ПОСК-50 (50% олова плавят при температуре 230-240°С, затем металл прогревают до 300-320°С и в расплав вводят 32% свинца, после расплавления которого при той же температуре вводят 18% кадмия); температура плавления 145°С; применяют с канифольно-спиртовым флюсом при пайке проводов и деталей из меди и ее сплавов и деталей, покрытых серебром;
П-150А (расплавляют 3,8% цинка при температуре 425-450°С, затем кусочками добавляют 57,5% кадмия, после расплавления которых вводят 38,7% олова, постепенно снижая температуру от 450°С до 150-200 °С); температура плавления 150°С; применяют с флюсом Ф59А для пайки алюминиевых деталей.
П-200А (при температуре 425-450°С расплавляют 10%, цинка и, не снижая температуры, вводят кусочками 90% олова, уменьшают температуру до 200-230С и в расплав вводят 0,015% порошкообразной толченой канифоли); температура плавления 200 °С; применяют с флюсом Ф59А для лужения и мягкой пайки алюминиевых проводов;
оловянно-цинковый (при температуре 230-240°С расплавляют 70% олова, в которое вводят 30% цинка, температуру не снижают до полного расплавления цинка); температура плавления 190°С; применяют без флюса для пайки алюминиевых проводов с серебряными выводами и для лужения алюминия;
ПЦ (АВИА-1) (при температуре 425-430°С расплавляют 25% цинка, вводят 55% олова, после расплавления которого добавляют 20% кадмия); температура плавления 145°С; применяют без флюса для пайки тонкостенных деталей из алюминия и его сплавов.
При пайке алюминия оловянно-свинцовые припои не применяют, так как они вызывают коррозию.

