

Пропиленовые детали сварка и монтаж
Полипропиленовые трубы и фитинги: монтаж, сварка и способы соединения

Самостоятельно проложить водопроводную или же отопительную систему сможет не каждый, даже самый хороший хозяин. Но даже если у вас руки на месте, и вы сможете это сделать самостоятельно, некоторые теоретические знания вам все – же не будут излишними, а наверняка пригодятся. Особенно нужно углубиться в теорию, если нужно выполнить сложные работы. Если вам предстоит собственноручно монтировать полипропиленовые трубы, во избежание совершения ошибок нужно немножко расширить круг своих теоретических знаний в этом русле. Главная, и самая ответственная часть выполнения этого процесса заключается в сварке изделий из полипропилена. от качества поставленной и выполненной вами задачи напрямую зависит срок службы и надежность собранной системы. в случае если не придерживаться всех основных правил при выполнении работы с полипропиленом, в будущем могут возникнуть значительные проблемы с системой. В этой теме мы детально разберем все важные моменты в этом процессе.
Содержание статьи:
- Разновидности полипропиленовых труб и фитингов
- Детальное описание сварочного процесса
- Как правильно подготовить полипропиленовую трубу?
- Советы по подготовке сварочного инструмента
- Технология сварки полипропиленовых труб
- Соединение полипропиленовой трубы с металлической
- Монтаж полипропиленовых труб к поверхности
- Другие монтажные нюансы
Разновидности полипропиленовых труб и фитингов
Все мастера точно знают, что есть несколько типов полипропиленовых труб. Они бывают армированными и не армированными. Неармированные по причине огромного теплового удлинения используются лишь только для холодного потока водопровода. Армированные же применяются для конструкции теплого пола, для подачи горячей воды и для отопительных систем. Чтобы смонтировать трубопровод, могут понадобиться:
- Трубные изделия диаметром от 20 миллиметров, до 16 сантиметров.
- Отводы 90° или 45°, для поворота труб в нужное русло.
- Муфты для соединения между собой труб.
- Тройники, которые послужат для разведения трубы в три русла.
- Крестовины, для разведения одного потока в четыре.
- Соединительные трубные переходники.
- Краны, разъемные соединители.
- Заглушки и втулки.
- Клипсы для трубных конструкций.
Детальное описание сварочного процесса
Для того чтобы освоить монтаж труб из полипропилена, важно знать технологию сварки. Длля работы нам понадобятся: измерительный инструмент, ножницы прецизионные, маркеры, труборез (или автоножницы), сварочное оборудование, шейвер для армированных изделий.
Как правильно подготовить полипропиленовую трубу?
Требуемую длину трубы отмеряем при помощи рулетки, а маркером (можно и карандашом) отмечаем нужные отметки на изделии, по которой в дальнейшем делают разрез. При резке труба обязательно должна быть расположена к ножницам строго под прямым углом. Если при резке кусок, который более длинный будет находиться слева, вы избежите случайной деформации полипропиленового элемента.
Если вы использовать будете армированные трубы, то перед тем как приступить к делу стоит зачистить алюминиевый шар в местах соединения трубных элементов. Если этого не сделать, то под влиянием жидкости он подвергнется коррозийному разрушению, и со временем в местах соединений возникнут дефекты, что приведет к утечкам.
Зачистка производится при помощи шейвера, и глубина ее на половину сантиметра больше чем раструб фитинга, который используется. Чтобы сварить изделия качественно, важно в точках соединения обезжирить трубы. Для этого можно использовать салфетки со спиртом, но и противопоказано использовать никакие растворители и бензин.
Чтобы получить идеально ровный срез, нужно расположить изделие под точным прямым углом к ножничным лезвиям. Чтобы армированный слой не поддался влиянию коррозии и не нарушилась его целостность, нужно обязательно зачистить и обезжирить срезы. Важно на самой трубе сделать отметку глубины вхождения в фитинг трубы, чтобы проконтролировать это в процессе работы. Эта отметка делается после примерки на трубу фитинга, и с их помощью вы будете знать точную глубину проведения варочных работ.
Советы по подготовке сварочного инструмента
Для выполнения работ нужно установить сварочный аппарат на устойчивую и очень ровную поверхность. В процессе работы используются две специальные насадки дорн и гильза. Гильза нужна для работы с трубой, а дорн используется для фитинга. Учитывая размер труб, нужно подобрать правильный размер сварочных насадок. Также, важно перед тем как прикрепить насадки на аппарат, их хорошо обезжирить.
Эти насадки вылиты из тефлона, который даже при нагревании не прилипает к трубам. Перед началом работ насадки фиксируют на аппарате, и только после этого включают его. Когда на корпусе устройства потухнет индикатор, только тогда можно приступать к сварочному процессу.
Технология сварки полипропиленовых труб
Вдруг вы еще никогда не сталкивались со сваркой полипропиленовых труб, желательно выделить небольшой отрезок трубы для тренировки, выполнив это вы уж точно не испортите важные детали. Также нужно одеть перчатки, так как работа будет выполняться под воздействием высоких температур, а они защитят от ожогов ваши руки.
Держа в разных руках трубу и фитинг, их нужно одновременно надеть на разогретые насадки аппарата. В этом деле важно быть весьма внимательным, ведь нужно одновременно и приложить усилие, и не поплавить изделие дальше отметки, поставленной на ней.
Какое время держать детали на насадках нужно рассчитывать, для этого существует специальная таблица, данные занесенные в нее помогут вам правильно просчитать время. Кстати счет начинать нужно с того момента, когда вы убедитесь, что деталь плотно одета на устройство. По истечению требующегося времени все снимают из аппарата и трубу одевают на фитинг, до нанесенной на нее отметки.
Подержать детали соединенными несколько секунд, после чего оставить до полного их остывания. Во время нагревания и соединения, не желательно смещать детали. При соединении, точно также, как и при сварке нужно правильно рассчитать свои силы и не одеть трубу дальше нанесенной метки, чтобы они не погрузились глубже положенного.
Очень важно выдерживать все временные требования по нагреву и соединению элементов. Здесь не желательна ни скорость, ни медлительность, только точность и строгий расчет. Нужно контролировать время соединения, нагрева и остывания частей. От правильности выполненных работ и выдержки зависит срок службы трубопровода.
Образованные на изделиях наплывы- это брак, некачественная работа. Их нельзя добавлять в систему, ведь они могут негативно отразиться на движение жидкости внутри, то есть пропускную способность труб в магистрали, которые возникают в случаях несоблюдения мастерами температурных требований, или погрузили трубу дальше пометки.
Неважно какая причина образования наплыва, он негативно повлияет на пропускные способности и период эксплуатации проложенной магистрали. Стоит отметить, что работы нельзя проводить при минусовых температурах. Если магистраль будет замурована, следует в первую очередь полностью собрать требуемый участок.
Соединение полипропиленовой трубы с металлической
В ситуации, когда нужно выполнить соединение труб, изготовленных из разного материала (к примеру, это могут быть изделия из полипропилена и из металла), нужно воспользоваться фитингами.
Для их соединения нужны специальные фитинги с металлической вставкой и резьбой. Соединение происходит в таком порядке: сперва привариваем фитинг к подготовленной детали из полипропилена, после этого накручивает на фитинг металлическую трубу с резьбой внутри. Чтобы соединение было прочнее можно использовать лен или паклю.
Монтаж полипропиленовых труб к поверхности
Монтируя теплотрассу, ее нужно прикрепить к поверхности. Сделать это можно несколькими удобными методами. Первый из них – это обыкновенный крепеж к стенке, второй – заделка изделий в штробу. Для каждого варианта можно использовать специальные клипсы, которые нужно выбирать индивидуально, под размер вашей трубы. Эти клипсы закрепляются на основании с помощью саморезов или же дюбелей.
Магистраль, которая будет вмонтирована в штробу вначале полностью собирается, привариваются основные и дополнительные детали, и только потом она монтируется к основанию. Прикрепить магистраль к стене можно жестким или скользящим методом. Для крепления водопровода применяется жесткий метод крепления, а для отопительных систем следует использовать скользящие крепежи.
Другие монтажные нюансы
Важно знать, как монтировать и закреплять к поверхности отопительные магистрали из полипропиленовых элементов. Нужно всегда учитывать температуру. Когда работы проходят при температуре двадцать градусов, а наполнитель труб до 110°, то к каждому метру неармированной трубы нужно добавлять 12 миллиметров.
Для систем отопления важно использовать только армированные трубы. Нужно воспользоваться специальными кожухами, в случае если трубы будут замуровываться, эти кожухи снизят напряжение труб. В наружных трубопроводах устраивают специальные температурные компенсаторы.
Теперь, зная все теоретические тонкости и детали, вы можете смело приступать к работе. Получив хоть немножко опыта у вас все обязательно получится, главное все делать внимательно и не допускать никаких ошибок, потому что они могут вам весьма дорого обойтись.
Полипропиленовые трубы: диффузная раструбная сварка труб аппаратом (паяльником) своими руками.
Мы выбрали для внутренней разводки система водопровода в доме полипропиленовые трубы немецкого производства фирмы Bänninger. Почему мы используем для монтажа водопровода в доме полипропиленовые трубы? Что такое полипропилен и чем хороши изготовленные из него водопроводные трубы?

|
Скачать брошюру (24 страницы) по устройству колодца и схемам водопровода в доме. (PDF) |
|
Скачать статью (4 страницы) по методике сборки водопропровода из полипропиленовых труб. (PDF) |
Полипропилен – это термопластичный полимер пропилена. Впервые он был полимеризован в 1954 году итальянским химиком и будущим лауреатом нобелевской премии Джулио Натта. Одновременно с ним полипропилен был произведен в Германии химиком Карлом Реном. Промышленное производство полипропилена было налажено уже в 1957 году итальянской компанией «Монтекатини», а в 1959 году в Германии из полипропилена стали производить водопроводные трубы. В настоящее время полипропилен является вторым по востребованности полимером в мире, уступая только полиэтилену. В России импортные полипропиленовые (ППР/PPR) трубы появились уже во второй половине 90-х годов XX века, но доступными и широко распространенными они смогли стать лишь в период с 2004 по 2012 года, одновременно с ростом мирового производства труб из полипропилена и снижением их стоимости. На отечественном рынке (Санкт Петербург) представлены полипропиленовые трубы различного производства: отечественные, чешские, китайские и немецкие. Из качественных полипропиленовых труб следует отметить китайский Blue Ocean и, естественно, оригинальный немецкий Bänninger. Мы выбрали полипропиленовые трубы именно Bänninger. Почему? Эти трубы изготвлены из современных полимеров и гораздо более эластичны по сравнению с многими конкурентами. Почему это важно: при случайном замораживании водопровода в доме более эластичные полипропиленовые трубы просто растянутся под воздействием льда. Более дешевые трубы имеют больше шансов лопнуть или порадовать отрывом фитингов. Мы даже провели простой эксперимент с контрольным замораживанием полипропиленовых труб с водой. Автор проводил опыты по замораживанию отрезков ППР трубы с водой при температуре – 18°C в течение 10 часов (фото 24-26) с трубами немецкого, чешского и российского производства. Как и следовало ожидать трубы Bänninger оказались на высоте.Оказалось, что более дорогие немецкие ППР трубы обладают большей эластичностью, и расширение замерзающей воды не приводит выталкиванию пробок из образца. В реальных условиях эксплуатации замерзание воды в недорогих низкоэластичных ППР трубах, возможно, привело бы к разрушению трубопровода.
Основные характеристики и преимущества водопроводных труб из полипропилена:
1. ППР трубы долговечны – их срок службы составляет не менее 50 лет.
2. ППР трубы отличает относительная эластичность и ударная вязкость: такие труб не боятся умеренных ударных нагрузок и не лопаются при замерзании воды в них (отдельные высококачественные марки ППР труб).
3. ППР трубы можно использовать при всем бытовом диапазоне температур и давлений для горячего, холодного водоснабжения и устройства систем отопления.
4. ППР трубы экологичны, химически инертны и устойчивы к агрессивным химическим веществам.
5. Монтаж труб доступен и прост для непрофессионалов. Раструбная диффузная сварка ППР труб обеспечивает неразъемное высокопрочное и абсолютно герметичное соединение, сразу же пригодное к использованию. При сварном соединении не происходит снижения внутреннего просвета трубы.
6. ППР трубы демпфируют шумы и вибрации при движении воды по трубам.
7. Гладкая внутренняя поверхность труб меньше снижает скорость течения воды и не приводит к отложению известкового налета.
7. ППР трубы не нуждаются в покраске.
8. ППР трубы имеют низкую теплопроводность, что уменьшает теплопотери, и снижает выпадение конденсата на поверхностях труб.
9. ППР трубы легкие и не проводят электрический ток.
Однако у полипропиленовых труб есть и свои недостатки. Основные недостатки, доставляющие неудобства при монтаже водопровода из полипропиленовых труб – это невозможность изгибать трубы и неразъемность соединений. Если при монтаже ППР труб происходит какая либо ошибка, то бракованный участок трубопровода придется вырезать и заменять при помощи соединительных муфт или других подходящих фитингов. Также полипропилен (особенно неокрашенный в массе) деградирует под воздействием УФ-лучей солнечного света и подвержен окислению при высоких температурах (при сварке и при эксплуатации в линиях горячей воды и отопления). В отличие от дешевых, высококачественные ППР трубы содержат в своем составе антиоксиданты, замедляющие химическую деградацию полипропилена и красители, задерживающие УФ-лучи от проникновения вглубь материала.
Также следует учитывать, что полипропиленовые трубы характеризуются значительным температурным расширением вдоль продольной оси при нагреве транспортируемой жидкости. Так, при нагреве на 10°C армированные полипропиленовые трубы удлиняются на 0,3 мм на каждый погонный метра, а не армированные трубы удлиняются на 1,5 мм. Поэтому для горячего водоснабжения и систем отопления применяются исключительно армированные полипропиленовые трубы. На длинных и прямых участках водопровода необходимо устраивать компенсаторы линейного расширения в виде «петель», «змеек» или П-образных элементов. Однако в условиях дачного строительства при небольшой протяженности водопроводных трасс чаще всего получаются естественные компенсаторы расширения в виде обходов трубами препятствий и поворотов под углом, образующих плечи изгиба.
Смотрите детальные схемы устройства колодца и водопровода.
Теперь рассмотрим как производится сварка полипропиленовых труб и фитингов. Сварку полипропиленовых труб мы будем выполнять своими руками с помощью аппарата раструбной диффузной сварки. Такой сварочный аппарат для полипропиленовых труб стоит от 1800 до 3500 рублей. Также его можно взять в аренду всего за 150 рублей в день.
Сварка полипропиленовых труб
В настоящее время при монтаже систем водоснабжения и отопления все чаще вместо стальных труб используются полипропиленовые (PPR), т.к они обладают рядом преимуществ как в своих эксплуатационных свойствах так и более легким их монтажом.
- Из всех материалов применяемых в производстве труб, полипропилен одним из самых долговечных, а так же обладает устойчивостью к воздействию высоких температур.
- Внутренняя поверхность не подвержена образованию ржавчины, грязи, известковых отложений, коррозии. За счет этого их внутренний диаметр остается неизменным в течение всего срока эксплуатации.
- Устойчивость ко многим химическим соединениям.
- При правильном хранении не теряют свои механические и химические свойства.
- Низкий коэффициент трения способствует хорошей пропускной способности и предотвращает загрязнение трубы.
- С помощью фитингов и переходов, ППР трубопроводы можно присоединить к трубам из других материалов.
- Монтаж полипропиленовых труб осуществляется с помощью диффузионной сварки, что делает его очень прочным и не уменьшает диаметра трубопровода.
- За счет небольшого веса значительно уменьшаются затраты на их погрузку и транспортировку.
- Армированные трубы алюминием или стекловолокном можно применять в системах отопления и горячего водоснабжения.
- Возможность сварки полипропиленовых труб своими руками, за счет простоты технологии.
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
Технология сварки PPR труб.


На сварочном аппарате устанавливаются специальные парные насадки нужного диаметра. Место расположения насадок на нагревателе не имеет значения с точки зрения прогрева, поэтому их расположение выбирается исходя из удобства монтажа. Насадки имеют специальное антипригарное покрытие – тефлон, поэтому чистить их металлическими предметами не допускается. Очистка насадок производится с помощью деревянных скребков или ветоши в нагретом состоянии.
Трубу до необходимого размера отрезают специальными ножницами под прямым углом.
Температура пайки выставляется на сварочном аппарате, и должна быть равна 260 °С. Нагрев паяльника происходит за 5-8 минут, и после этого поддерживает заданную температуру.
Детали перед сваркой необходимо очистить и обезжирить изопропиловым , изобутиловым или этиловым спиртом (ацетоном, уайт-спиритом, бензином, водкой полипропилен протирать нельзя, т.к. они рыхлят его поверхность), а так же отметить на трубе свариваемую зону. Если паяется труба, армированная алюминием, то алюминиевый слой необходимо отчистить с зоны сварки, специальным зачистным устройством. Трубу армированную стекловолокном зачищать не нужно.
После этого трубу и фитинг одновременно одевают на сварные насадки. Время прогрева деталей зависит от их диаметра и определяется по таблице.
После окончания прогрева, детали снимают с насадок и вставляют друг в друга на заданную глубину. После чего их необходимо зафиксировать на 2-8 минуты.
Ориентировочные технические данные для свари полипропиленовых труб
| Диаметр трубы, мм | Ширина сварочного пояса, мм | Время нагрева, сек | Время соединения, сек | Время остывания, мин |
|---|---|---|---|---|
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 33 | 50 | 12 | 8 |
* время нагрева деталей приведено для температуры окружающей среды 20°С, при более низких температурах время нагрева следует увеличить.
Такой способ сварки полипропилена дает наивысшее качество соединения, а так же наименьшие трудозатраты, затраты расходных материалов и является наиболее технологичным и не требующим специальных навыков.
Для труб небольших диаметров в основном применяется муфтовая сварка, где соединение двух труб происходит с помощью фитингов, муфт или отводов, а создание резьбовых соединений с помощью специальных фитингов, имеющих раструб.
При муфтовой сварке необходимо придерживаться следующих правил:
- Сварочный аппарат во время всего процесса сварки должен быть включен и иметь температуру 260 °С, с поправкой на температуру окружающей среды. Нагрев деталей необходимо начинать одновременно.
- При недогреве деталей они не достигают температуры вязкой пластичности, в результате чего диффузия материала может не произойти, и соединение будет крайне не надежным.
- При перегреве полипропилен теряет устойчивость и вставить его в фитинг будет проблематично, а при увеличении усилия возможен загиб края трубы, что приведет к заужению диаметра.
- Необходимо выдержать время застывания без поворотов относительно друг друга и деформаций. Если соединение получилось с неправильной соосностью трубы и фитинга, то оно вырезается и паяется заново.
Монтаж полипропиленовых труб своими руками — как правильно варить / паять
Полипропиленовые трубы нашли широкое применение благодаря не высокой стоимости, большому сроку эксплуатации и простоте монтажа. Выполнить монтаж полипропиленовых труб своими руками под силу каждому, главное это правильно распланировать работы по монтажу и знать особенности сварки полипропиленовых труб.
Содержание
В отличие от других видов труб для монтажа полипропилена необходимо иметь специальный инструмент — это сварочный аппарат для полипропиленовых труб и ножницы для резки труб. Следует отметить, что, не смотря на необходимость приобретения специального инструмента, полипропиленовые трубы все равно выигрывают по стоимости, благодаря дешевизне самих труб и фитингов.
Где можно применять полипропиленовые трубы?
Полипропиленовые трубы не имеют ограничений по применяемости, за одним лишь исключением это температура жидкости, проходящая по ним. Она не должна превышать 90 градусов. В связи, с чем применять полипропиленовые трубы в системах отопления городских квартир не желательно, т.к. зачастую температура воды в таких системах отопления больше, чем 90 градусов. Для загородных домов, где температурный режим отопления ниже, прекрасно подойдут армированные пропиленовые трубы.
Особенности монтажа полипропиленовых труб
Монтаж полипропиленовых труб следует начинать от стояка, постепенно удлиняя магистраль водопровода согласно схеме, расположение сантех приборов. В процессе монтажа необходимо устанавливать опоры для полипропиленовых труб. Так же в случае большой протяженности трубопровода следует предусматривать компенсационное колено.
Так как в процессе эксплуатации длина труб будет меняться благодаря температурному расширению. Компенсационное колено снимет растягивающие нагрузки на водопровод, тем самым защитит его от повреждений. Так же при пересечении трубопроводов можно использовать специальный фитинг – обвод.
Большой интерес и практическую ценность в монтаже полипропиленовых труб своими руками является правильный подбор фитингов. Использование простейших фитингов, типа уголков, тройников, муфт и заглушек вряд ли вызовет большие проблемы. Основной интерес представляет подбор фитингов для подключения различных приборов смесителя, унитаза, счетчиков и пр.
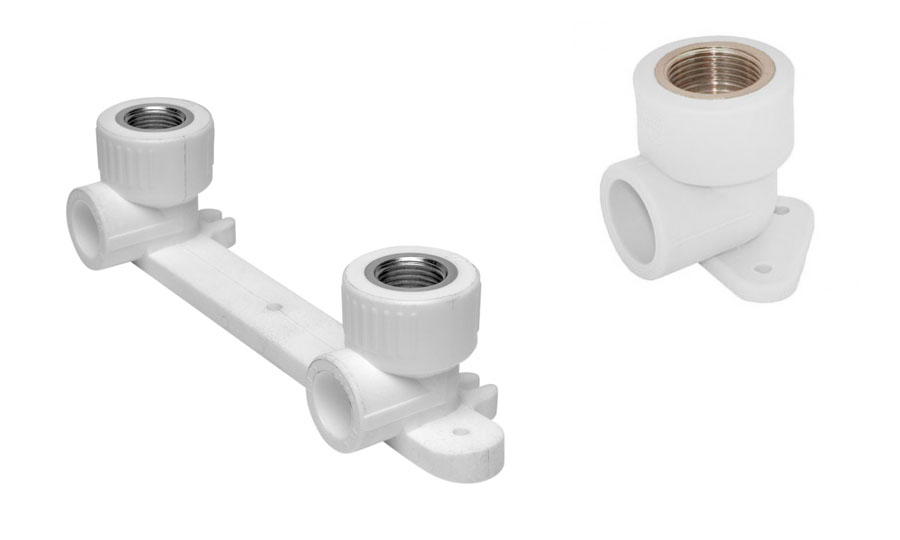
Подключение смесителя для ванны и раковины
Подключение смесителя для ванны может быть выполнено с помощью одного из двух разновидностей фитингов: установочная планка и «водная розетка». Для подключения смесителя установочная планка удобнее, т.к. она уже предусматривает правильное взаимное положение отверстий для подключения смесителя. Однако водная розетка также подходит для этих целей, благодаря наличию специальных отверстий для крепления к стене. В последнем случае необходимо закрепить розетки на расстоянии равном межцентровому расстоянию патрубков у смесителя.
При подключении смесителя для раковины, при условии того, что требования к положению отверстий для подключения отсутствуют, удобно использовать водные розетки или комбинированные неразъемные фитинги.
Краны из полипропилена
При монтаже полипропиленовых труб могут применяться два вида кранов: полипропиленовые и металлические. Если весь водопровод выполнен из полипропилена, то целесообразнее применять полипропиленовые краны, это и дешевле, и удобнее.
Если необходимо установить кран в переходе между разными типами труб, например, металл и полипропилен, либо на стояке, то целесообразно применять металлический кран, при этом использовать разъемный комбинированный фитинг.
Так же следует отметить, что если речь идет о монтаже полипропиленовых труб на даче, то там целесообразнее применять, либо полипропиленовые краны, либо традиционные латунные, но не шаровые. Достаточно часто бывают случаи, когда под шар металлического шарового крана попадает вода и при замерзании разрывает кран. Шаровой полипропиленовый кран в аналогичных условиях не страдает, т.к. полипропилен более пластичный материал.
Установка счетчика
В отличие от запорной арматуры счетчиков из полипропилена не существует, а, следовательно, для его подключения необходимо использовать специальный фитинг. Для подключения счетчика к полипропиленовому водопроводу удобно использовать комбинированный неразъемный фитинг.
Подключение водонагревателя
Следует отметить, что водонагреватель к водопроводу может быть подключен шлангами. В этом случае прекрасно подойдут водные розетки или комбинированные неразъемные фитинги.
Если же подключение выполняется напрямую к водопроводу, то целесообразно применять разборные фитинги и полипропиленовые краны. Чтобы иметь возможность отключения и снятия водонагревателя.
Сварка полипропиленовых труб
Теперь, когда основные моменты по монтажу полипропиленовых труб освещены, можно сказать о самом процессе сварки труб. Сварка полипропиленовых труб осуществляется посредствам разогрева поверхности трубы с помощью сварочного аппарата. Весь процесс сварки состоит в том, что нагреваются сразу две соединяемые детали, после чего соединяются и после остывания они плотно соединены.
В этом то и заключен главный недостаток полипропиленовых труб, что если какой-то узел сварен неправильно, то переделать его невозможно, возможно только собрать новый. Поэтому к процессу сварки следует относиться ответственно, чтобы не испортить фитинги и трубы.
Однако в некоторых случаях можно исправить неправильно сваренный элемент. Для этого можно использовать муфты. На фото ниже как исправить неправильно сваренное соединение с помощью муфты.
Порядок работы по сварке полипропиленовых труб своими руками
Используя специальные ножницы отрезать необходимый размер трубы. Если трубу отрезать пилой, то следует удалить все заусенцы, образовавшиеся в процессе резки.
Далее следует маркером или карандашом сделать пометку на трубе и фитинге. Эта пометка необходима, чтобы в дальнейшем соединить обе детали в правильной ориентации. Следует отметить, что некоторые производители сразу устанавливают риски, что значительно облегчает работу.
Далее на нагретую насадку на сварочном аппарате насаживают сразу две детали.
Здесь следует отметить три важных момента.
- Во-первых, большинство сварочных аппаратов имеет регулятор температуры. Для комнатной температуры оптимально иметь температуру сварочного аппарата примерно 270 градусов. Если сварка выполняется на улице или при пониженных температурах, то температуру нагрева следует увеличить.
- Во-вторых, для сварки полипропиленовых труб важна выдержка деталей при нагреве. Так для трубы диаметром 20 мм – 5с; 25мм – 7с; 32 мм – 8 с; 40 мм – 12с. Здесь опять следует помнить о температуре сварочного аппарата. Подбор оптимального режима заключен в том, чтобы, разогрев мест соединяемых деталей был равномерным.
- В-третьих, при разогреве деталей нельзя их проворачивать на насадке, можно только одеть, а после нагрева снять.
После того как детали прогрелись их необходимо аккуратно снять с насадки и соединить. Во время соединения их нельзя проворачивать друг относительно друга это нарушит качество сварки. После того как детали соединены следует удерживать их в неподвижном состоянии 10-30секунд, чтобы место сварки застыло.
В заключение, по сварки полипропиленовых труб можно дать два совета.
При сварке полипропиленовых труб не следует соединять детали на всю длину прогретой трубы. Труба на сварочном аппарате прогревается примерно на 15 мм. При соединении же следует выполнять на длину 10 мм. В противном случае с внутренней части трубы образуется наплыв материала, так же, как и снаружи. Благодаря наплыву материала трубы уменьшается проходное сечение, что способствует накоплению всяких отложений в этом месте, тем самым засоряя водопровод.
Большинство сварочных аппаратов оснащено специальным зажимом. Он необходим для крепления к верстаку или столу. Сваривать трубы удобно, если сварочный аппарат не подвижен, поэтому не стоит пренебрегать тем, чтобы предварительно закрепить его, например, к табуретке.
Мы рассмотрели все особенности сварки полипропиленовых труб и использовании различных фитингов для подключения самых распространенных приборов водоснабжения. Несмотря на простоту сварки полипропиленовых труб работа эта очень ответственная, т.к. трубы будет служить много лет. Поэтому перед началом работ необходимо сделать разметку прохождения труб и определить необходимый комплект фитингов и труб, и только поле этого начать монтаж. Монтаж следует начинать от стояка. Залогом качественной сварки служит оптимальная температура сварочного аппарата. Перед началом работ не будет лишним сделать одно контрольное соединение для проверки выбора правильного температурного режима. И помните, что сварочный аппарат имеет температуру 270-320 градусов и при неосторожном обращении легко получить сильный ожог, поэтому сварку полипропиленовых труб следует вести в специальных защитных перчатках или рукавицах.
Сварка (пайка) полипропиленовых труб большого диаметра, монтаж
Надёжность пропиленовых трубопроводов во многом зависит от качества сварного шва. Для соединения труб из термопластичного пропилена применяется несколько способов сварки – враструб и встык.
При сварке полипропиленовых труб большого диаметра задействуется большее количество оборудования, чем при спаивании труб малого диаметра.
- Сварка встык полипропиленовых труб большого диаметра
- Сварка враструб полипропиленовых труб большого диаметра
- Правила монтажа полипропиленовых труб большого диаметра
- Трубы большого диаметра
- Вопросы, комментарии, отзывы
Сварка встык полипропиленовых труб большого диаметра
Стыковая технология нашла широкое применение в промышленных условиях для сваривания ПП труб большого диаметра (от 125 мм до 630 мм) при устройстве прямых участков трубопроводных сетей.
Для выполнения сварки необходимы следующие инструменты:
- установки для фиксирования заготовок и перемещения их в горизонтальном и вертикальном направлении;
- паяльный аппарат, который оснащён плоской с двух сторон нагревательной головкой;
- оборудование, предназначенное для ровной обрезки торцевой части труб.
Последовательность операций:
Неоспоримые преимущества данного способа – его простота и надёжность соединения. По уровню прочности сварной шов соответствует характеристикам самих труб. Несмотря на столь простую технологию, необходимы дополнительные инструменты и оборудование для соблюдения точного осевого совмещения изделий, обеспечения полной перпендикулярности торцевых частей и нужного давления при сжатии.
До появления пластиковых труб, для устройства трубопроводов применялась технология ручной дуговой сварки, для выполнения которой требовалось дорогостоящее оборудование. Кроме того, рабочий должен был обладать не только профессиональными знаниями и навыками для выполнения сварочных работ, но и уметь правильно подобрать электроды. При этом много времени уходило на разные второстепенные работы. В то время, как сварочный способ соединения встык ПП труб требует минимальных затрат времени и ресурсов.
Способ сварки враструб ПП труб большого диаметра

Для сварочных работ с применением технологии враструб используются те же инструменты, что и для сварки встык, за исключением оборудования, предназначенного для ровной обрезки торцевой части труб. И паяльник отличается несколько иной конструкцией. Основной элемент паяльного аппарата – нагревательная головка, на которой фиксируются дорны, предназначенные для нагревания труб снаружи, и муфты, с помощью которых обеспечивается температурное воздействие на внутренние поверхности фитингов. Во время нагревания труба вставляется в дорн, а фитинг насаживается на муфту. После извлечения паяльного аппарата, нагретые детали соединяются. Если элементы одновременно нагреть невозможно, то изначально нагреваются фитинги, а затем трубы.
Последовательность операций тоже идентична с предыдущим способом, но в этом случае не требуется точное выравнивание торцов, поэтому необходимость в выполнении данной операции автоматически отпадает.
Раструбный способ подходит для сварки труб до D=125 мм включительно.
Его применение не требует особой точности при разрезке труб на заготовки. А дополнительное использование фитинговой продукции не является недостатком данного способа, поскольку фитинги не только выполняют роль соединительных элементов, но и позволяют изменить направление трубопровода.
Таким образом, использование полипропиленовых труб значительно сокращает материальные и временные затраты при монтаже, обеспечивает простоту и удобство монтажных работ, а применяемый способ сварки позволяет получить прочный и надёжный сварной шов. Главное – соблюдать технологию и выдерживать все рабочие режимы.
Монтаж трубопроводных систем из полипропилена
Широкое использование труб и фитингов из полипропилена для систем холодного и горячего водоснабжения обусловлено не только их хорошими эксплуатационными свойствами, но и достаточно простым и экономичным монтажом. Монтаж неармированных ПП труб несколько проще, чем армированных, но первые имеют достаточно большой коэффициент линейного расширения, поэтому для обеспечения более высокой надежности всей трубопроводной системы, особенно в горячем водоснабжении, целесообразно использовать трубы, армированные стекловолокном.
Полипропиленовые трубы Политэк со стекловолокном имеют трехслойную структуру со средним слоем компаунда (смеси), в котором находится премикс стекловолокна и полипропилена. Все три слоя такой трубы обладают практически одинаковыми характеристиками, влияющие на качество сварки. Поэтому, при соблюдении технологии сварочных работ, армированные трубы надежно стыкуются по всей торцевой плоскости.
Проектирование трубопроводных систем из армированных полиэтиленовых труб и их монтаж необходимо выполнять с учетом изменения их размеров при нагревании — труба должна свободно перемещаться в пределах расчетного значения линейного расширения. Это достигается установкой температурных компенсаторов и правильной расстановкой опор (креплений).
Расчёт изменения длины трубопровода при изменении его температуры производится по формуле:
где ΔL — изменение длины трубопровода при его нагреве или охлаждении; а — коэффициент теплового расширения мм/м °С; L — расчётная длина трубопровода; Δt — разница температуры трубопровода при монтаже и эксплуатации °С (°К).
Величину температурных изменений длины трубы лучше всего определять по специальным таблицам. Компенсацию тепловых удлинений, решают, используя углы поворота, скользящие и неподвижные опоры, а также готовые компенсаторы. В неподвижных опорах труба жёстко крепится хомутом через резиновую прокладку, а в скользящих опорах фиксаторы позволяют трубе перемещаться в осевом направлении.
В зависимости от общей конструкции системы горячего или холодного водоснабжения для компенсации линейного расширения труб могут использоваться:
- Г-образные (угловые) компенсаторы;
- П и U-образные компенсаторы;
- О-образные компенсаторы.
Принципиальные схемы таких компенсаторов представлены на этих рисунках:
Рисунок 1. Г-образный компенсатор / расчетная схема П и U-образного компенсатора / О-образный компенсатор
Обозначения:
НО – неподвижная опора;
СО – подвижная опора;
b – расстояние между стенками компенсатора по наружному диаметру;
Lно – расстояние между краями неподвижных опор;
Lсо – расстояние между краями подвижных опор;
L пруж. уч. — длина пружинящего участка.
Основные правила прокладки трубопроводов из полипропилена:
Крепление полипропиленовых трубопроводов
Крепление трубопроводов выполняется на кронштейнах, опорах и подвесах. При проектировании трубопроводы разделяются на отдельные участки, путем распределения точек жёсткого крепления. Этим предотвращается не контролируемое перемещение трубопроводов и гарантируется их надёжная фиксация. Точки жёсткого крепления рассчитываются и выполняются с учётом действия сил, возникающих при расширении трубопроводов, а также дополнительных нагрузок.
Скользящие или направляющие крепления должны позволять перемещения трубы в осевом направлении, исключая при этом механические повреждения труб.
Неподвижные опоры необходимо размещать так, чтобы температурные изменения длины участка трубопровода между ними не превышали компенсирующей способности отводов и компенсаторов, расположенных на этом участке и распределялись пропорционально их компенсирующей способности. В тех случаях, когда температурные изменения длины участка трубопровода превышают компенсирующую способность ограничивающих его элементов, на нём необходимо установить дополнительный компенсатор.
Запорную и водоразборную арматуру во избежание передачи их веса трубопроводу необходимо жёстко закреплять на строительных конструкциях. При монтаже труб на стенах и потолках не рекомендуется использовать неподвижные опоры. Неподвижные опоры, как правило, фиксируют тяжёлые трубные узлы или тяжёлые элементы трубопровода, не имеющие собственных креплений (например, фильтры или краны).
Для потолочных креплений удобно использовать подвижные (скользящие) опоры. Количество опорных точек крепежа трубопровода зависит от температуры и плотности перекачиваемой жидкости и характеристики труб.
Особенности монтажа труб PPR для холодного водоснабжения
Если температура эксплуатации не отличается от температуры установки более чем на 20°С, то никаких дополнительных мероприятий, по сравнению с прокладкой труб из других видов материалов, осуществлять не нужно. Для систем холодного трубопровода монтаж труб PPR не имеет особенностей, по сравнению с любыми другими видами пластиковых и металлических трубопроводов.
Особенности монтажа труб PPRC для горячего водоснабжения
Прокладка по стене или в открытых шахтах осуществляется с использованием петлеобразных или П-образных полипропиленовых компенсаторов. Вокруг колен и тройников на вертикально и горизонтально расположенных трубах, установленных «в стене» под штукатуркой, необходимо оставлять пространство в 3-4 см. Так как удлинение трубы происходит в осевом направлении, то необходимо обеспечить свободное пространство до ближайшего препятствия не менее 7 мм на каждый метр длины прямолинейного участка. В случае если на компенсируемом участке имеются боковые отводы, на расстоянии не менее 1 метра от соединения должен быть обеспечен зазор в направлении предполагаемого удлинения трубы, равный этому удлинению.
Особенности монтажа армированной трубы PPR
Армированная труба имеет линейное расширение в 5 раз меньше, чем неармированная. Это предполагает наличие гораздо меньшего числа температурных компенсаторов. Для систем армированных трубопроводов большой протяженности целесообразна прокладка армированных труб в штробу или в специальном футляре.
Особенности монтажа комбинированных фитингов PPR
Комбинированные фитинги PPR нельзя соединять с резьбовыми деталями с конической и метрической резьбой (применяются на чугунных фитингах и на фитингах клеевого ПВХ). Необходимо применять только соединения со стандартной трубной (дюймовой) резьбой. Оптимальными уплотнителями резьбы являются ФУМ-лента или льняная подмоточная нить с уплотняющей пастой.
При монтаже систем отопления рекомендуется применение только подмоточной нити — нанесенная на нее паста полимеризуется и дополнительно герметизирует стык. Соединение комбинированных фитингов должно выполняться с использованием ременного ключа, который обеспечивает дозированное усилие при затяжке.Для монтажа удобно использовать набор гаечных ключей большого размера с узким профилем.
Соединения трубопроводов из полипропилена
Традиционным способом соединения напорных трубопроводов из полипропилена является сварка, заключающаяся в нагреве деталей до вязкотекучего состояния, соединения их под некоторым давлением, и последующем охлаждении деталей до образования неразъёмного соединения — сварного шва. Наиболее часто применяющимся методом сварки является раструбная сварка, при которой производится соединение концов труб через промежуточную деталь.
Последовательность сварки полипропиленовых труб
- при работе, в случае необходимости, сменные нагреватели очищаются от налипшего материала;
- для обеспечения качественного соединения деталей, следует избегать повреждения покрытия насадок;
- категорически запрещается охлаждать сварочный аппарат водой.
Сварка термопластов сопровождается обязательным выдавливанием в месте сварного шва расплава материала, называемого гратом. При раструбной сварке грат выходит на наружную поверхность трубы и внутреннюю поверхность соединительной детали.
Необходимо отметить, что марки полипропилена различных производителей различаются между собой по композиционному составу, поэтому в случае сварки труб и деталей разных производителей для получения гарантированного соединения перед началом основных работ необходимо провести пробную сварку.
Личный опыт сварки полипропиленовых труб — советы новичкам
Мы закончили монтаж своего водопровода из полипропилена, а также провели наглядные натурные испытания на прочность и качество сварки. Теперь можем, исходя из своего практического опыта, давать советы по сварке полипропиленовых труб своими руками, как не допустить ошибок в данной технологии и подробно описать все этапы работ по самостоятельному монтажу водопровода из полипропилена.
Как и зачем размечать полипропиленовые трубы перед сваркой
Первый вопрос, который появляется перед нами: сколько нужно отрезать от трубы. чтобы верно спаять первый же участок? Ведь в конце концов отрезок трубы уменьшится на расстояние сварки. Для этого смотрим в инструкцию или измеряем парную насадку на инструменте. Для разного диаметра труб это расстояние разное. Например, в нашем случае, для 20 мм трубы это расстояние 14,5 мм, для трубы 32 мм – 18 мм соответственно.
Далее перед сваркой каждой детали полипропиленового водопровода непременно наносилась разметка. Для этого даже был выполнен шаблон, чтобы постоянно не измерять трубу. Действительно, после применения предварительной разметки повысилась повторяемость сварки. Одинаковыми соединения стали не только по внешнему виду, но и усилия на одевание и снятие заготовок с разогретой насадки стали более предсказуемыми.
Возможные погрешности при сварке полипропиленовых труб
Во время монтажа своего водопровода мы столкнулись с несколькими проблемами, которые к счастью оказались не такими уж серьезными, тем не менее написать о них нужно. Первая беда – неперпендикулярные соединения. С механической точки зрения, неидеальная стыковка под 90 градусов не влияет на надежность сварки. Это скорее вызывает некоторое неудобство при стыковке протяженных участков и эстетически смотрится не аккуратно. Но нам все равно закрывать всю эту красоту декоративными коробами из гипсокартона, поэтому просто признаем, что без опыта ровно не получится. С этим можно бороться большим число повторений или просто смириться.
Второй камень преткновения – внешний вид соединения труба-фитинг. В интернете все спорят о том, сколько слоев наплывающего пластика должно быть в месте соединения фитинга и трубы: один или два. Одни считают наличие таких колец критерием качественной сварки, другие, напротив, видят в «двойном подбородке» из выпирающей полипропиленовой массы непрофессионализм.
Ответственно могу заявить, что на качество сварки это ни как не влияет – все эти кольца, валики и прочие аномалии, лишь побочное косметическое проявление. Один или два слоя выпучится наружу, значения не имеет – труба от этого в месте соединения не развалится. И у меня, первое время, всегда получалось по-разному, но потом я нащупал секрет получения одного слоя. Все просто: один слой снимается с трубы, другой выдавливается из фитинга – получаем два не всегда ровных кольца.
Чтобы получить эстетически красивое соединение с минимумом излишков полипропиленовой массы предлагаю сделать следующим образом. Перед нагревом, проставить на трубе помимо основной еще одну метку. Она должна быть нанесена чуть раньше глубины взаимодействия трубы и фитинга, вторую же метку нанести на прежнем месте. Разогрев трубы производить до первой дополнительной метки, а при соединении, вводить трубу до второй основной метки. Таким образом, во время соединения, лишний пластик окажется лишь со стороны фитинга. Образуется всего одно небольшое кольцо в месте соединения. Мы как бы совсем чуть чуть недоразогреваем трубу, но полностью разогреваем фитинг. Хотя лично мне все равно как выглядит соединение, по мне главное – это надежность, а эстетику будем наводить за счет кафеля.
Наш коллектор непростой: мало того, что применяются переходные или редукционные тройники, конструкция растянута в нише между помещениями. То есть для выполнения монтажа с инструментом ни как не подлезть. Поэтому решено выполнять монтаж крупно узловыми участками, а потом стыковать в удобном месте. Особенность нашего коллектора еще и в том, что нужно учесть горизонтальные отводы для запитывания потребителей в разных помещениях. Трубы нужно прокладывать таким образом, чтобы не выйти за конструкцию короба, закрывающего инсталляцию для унитаза и биде.
Не обойтись при монтаже без фиксации конструкции. Для полипропилена существуют замечательные пластиковые держатели, в которые трубы легко защелкиваются. Так как наша конструкция очень не простая, приходилось по нескольку раз примеряться. Самыми неудобными для монтажа стали места установки фильтров для воды. С одной стороны оба фильтра нужно надежно закрепить, а с другой обеспечить легкий доступ для обслуживания. Так как не хватает расстояния для установки двух фильтров, кран для слива пришлось установить через угольник.
Ошибки при монтаже полипропиленовых труб
Вблизи конечных потребителей воды трубы заканчиваются муфтами с наружной резьбой. Это правило действует везде, кроме смесителя для ванной, так как тут требуются муфты с внутренней резьбой. Затем накручивается эксцентрик и устанавливается смеситель. Перед закупкой фитингов для ванной, я посмотрел, как сделали у соседей наемные сантехники, и купил оконечные муфты с наружной резьбой. Это была политическая ошибка, которую придется исправлять с помощью муфты (футорки).
Вдоль стен в наших санузлах запланированы короба, прикрывающие трубы. Как видно на фотографии, фитинг с резьбой выбран угловой, чтобы уменьшить число соединений. Ведь чем меньше швов, тем пропорционально меньше вероятность того, что они в один прекрасный день они разойдутся. Вот по примеру стенда в магазине и совершалась закупка фитингов. На практике монтаж полипропилена не составил труда, однако, при сооружении короба возникли проблемы. Слишком уж маленькое расстояние от трубы до резьбы оказывается после облицовки короба плиткой.
Во время соединения полипропиленовых труб с фитингом еще остается некоторое время для корректировки положения трубы относительно фитинга. Это время достаточно ограниченное всего пару секунд. Именно в тех случаях, когда монтажник увлечется вылавливанием миллиметров и перпендикуляров, может ухудшится прочность шва. Так что я настоятельно рекомендую сократить до минимума это время на исправление неточностей. Разогрел, вставил, подождал и все – никаких попыток «запрыгнуть в уходящий поезд». Как получилось – так получилось. Если получилось плохо – переделывайте весь кусок.
Другой враг при сварке труб из пропилена – перегрев материала. Сварка полипропилена похожа на пайку меди свинцово-оловянным припоем, там тоже целое искусство найти нужные температуру и время взаимодействия материалов. Перегретый пластик меняет свои физико-химические свойства, а также, при перегреве, меняются геометрические размеры деталей и площадь соединения уменьшается. В результате чего надежность соединения падает. Самое неприятное, что последствия такого неаккуратного шва могут проявиться не сразу. Но самые опасные враги полипропилена – грязь, вода в месте соединения и поспешность во время монтажа. Так что при самостоятельном монтаже полипропиленовых труб следует трепетно поддерживать культуру труда.
Кроме организационных проблем и ошибок при проектировке, монтаж полипропиленовых труб не составит труда для любого человека. В наших силах повлиять и на температуру и на время соединения, так что нужна лишь внимательность и аккуратность.
Полипропиленовые фитинги
Пропиленовые фитинги – небольшие детали, которые применяются для соединения пропиленовых труб при монтаже трубопроводов. В основном на рынке можно найти продукцию зарубежных изготовителей, таких как Мeerplast и Valtec. Среди них не только фитинги, но и различные полипропиленовые и пластиковые изделия, в том числе трубы pn16.
Пропиленовые фитинги – это продукция, которая пользуется высоким спросом, который ему обеспечивают уникальные свойства материала (полипропилена). Благодаря его физико-механическим свойствам изделия из него имеют высокую надежность. При этом они имеют легкий вес и их удобно применять при монтаже канализационных и водопроводных систем. Кроме того, трубы и фитинги pprc способны выдерживать достаточно высокие температуры, что позволяет монтировать с их помощью системы для отопления.
Полипропиленовые трубы для водоснабжения и фитинги ppr для них не подвержены коррозии. Это вещество не подвержено воздействию различных агрессивных реагентов. По этой причине изделия из него имеют длительный срок эксплуатации. Кроме того, полипропилен не выделяет токсических соединений, что делает его экологически чистым материалом, а использование полипропиленовых труб – абсолютно безопасным.
Использование изделий из ПП и ПВХ становится все более популярным, так как цены на них достаточно недорогие, особенно если сравнивать с металлическими трубами. А срок эксплуатации ПВХ и полипропиленовых труб гораздо выше, чем у других. Кроме того, их легко монтировать, для этого не понадобится специальная подготовка и большое количество инструментов.
Способы соединения труб из ПВХ И ПП
Использующиеся в основном для канализации ПВХ трубы очень легко монтировать, с этим может справиться даже ребенок. Для этого достаточно вставить одно изделие в другое, используя специальные резиновые уплотнители. Но этот способ недостаточно надежен для систем с высоким давлением, как это бывает в водопроводе, его применяют в основном для канализации.
Полипропиленовые трубы для водоснабжения, а также для отопления, и полипропиленовые фитинги соединяют при помощи специальной сварки. При нагреве полипропилена происходит диффузионный процесс, когда молекулы деталей проникают друг в друга. За счет этого получается очень надежное соединение, правда, это соединение невозможно демонтировать.
Если подразумевается устройство трубопровода, который впоследствии необходимо будет разбирать, используются специальные комбинированные фитинги из полипропилена. Они имеют специальные вставки из металла с классической резьбой.
Фитинги из полипропилена используются для укладки трубопровода, что часто требует укладки полипропиленовых труб для водоснабжения и других систем в различных направлениях. Для
прямых соединений используются муфты (прямые фитинги), а для разветвления – фитинги-угольники. Для разветвления трубопровода используются фитинги-крестовины или тройники.
В случаях, когда необходимо соединить трубы, имеющие различный диаметр, используются специальные фитинги-переходники. Иногда случаются ситуации, когда надо не полностью монтировать трубопровод, а заменить его часть или соединить новую трубу из современных материалов со старой металлической. В таких случаях используются специальные фитинги из полипропилена, имеющие с одной стороны внутреннюю или внешнюю резьбу.
Продажа и производство ПВХ труб, пластиковых и полипропиленовых труб, а также фитингов для них все более востребованы. На современном отечественном рынке представлены и отечественные производители, и компании из Западной Европы и Турции. Серди них наибольшей популярностью пользуются такие бренды, как FIrat, Valtec, Tebo, Pro Aqua, Aquatech, Vesbo, Meerplast.
Все изделия этих производителей – различные трубы ПВХ, pn16 и фитинги – отличаются превосходным качеством и надежностью. Их продажа ведется по всей территории РФ, в том числе и в городе Москве. Они пользуются популярностью у строительных компаний благодаря легкости монтажа. Кроме того, подобные изделия прекрасно зарекомендовали себя среди населения благодаря своей долговечности и надежности.
Огромный ассортимент трубопроводной арматуры и сопутствующих товаров!
У нас Вы найдете всё необходимое для водоснабжения, отопления, устройства канализации. Подробнее ознакомится с каталогом товаров можно на нашем сайте или по телефону: +7(495)504-27-32.
95% товаров располагаются на складе в шаговой доступности от офиса.
Звоните и выбирайте! Выставление счета быстрее, чем вы положите трубку телефона, оперативная отгрузка или доставка.
У нас на складе широкий ассортимент Лакокрасочной продукции.
Сварка полипропиленовых труб: правила и возможные ошибки

Одним из основных преимуществ полипропиленовых труб специалисты называют возможность легкой сварки и монтажа. Можно собственноручно собрать, модернизировать и отремонтировать трубопровод.
Трубы из полипропилена собираются методом пайки. При нагреве полипропилен становится эластичным, мягким, что позволяет соединять его.

Существует два основных способа стыковки спаиваемых деталей:
• Муфтами;
• Напрямую.
Давайте разберем подробнее каждый из них.
Сварка с помощью муфт
При стыковке деталей при помощи муфт часть расплавляется части трубы по внешней окружности и части муфты — по внутренней. После этого трубы плотно стыкуются. При застывании пластика образуется надежное соединение.

Сварка напрямую
Технология прямой сварки предполагает точную обработку стыков деталей и установку их строго в соответствии осей. Торцы деталей нагреваются и соединяются. Этот метод требует большего опыта и подготовки, нежели муфтовый.
Кроме того, существует способ «холодной » сварки -когда размягчение полипропилена происходит за счет химических реакций.
Оборудование для сварки полипропиленовых труб
Любой из способов горячей сварки требует наличия специального оборудования. Основной прибор— это утюг для сварки. Он состоит из нагревательного элемента и сменных насадок, устанавливаемых на него.

Для стыковой (прямой ) сварки используются более сложные утюги, которые включают в себя системы центровки деталей.
Кроме того, потребуются труборез, угольник, рулетка, шейвер для труб и средство для обезжиривания поверхностей.
Процесс сварки труб
Выполняется подготовка к процессу: установка на утюг насадок необходимого размера, нагрев утюга (обычно используется температура 260 градусов), подготовка свариваемых деталей (обрезка , снятие фаски, обезжиривание).
Затем свариваемые детали (например , труба и муфта) одновременно насаживаются на болванки утюга (труба — внутрь, муфта — снаружи болванки).
И здесь мы подходим к очень важному моменту — времени нагрева. Если детали недогреть — они не сварятся должным образом; перегрев же грозит деформацией, что также приведет к некачественной сварке.
Воспользуйтесь таблицей оптимального времени сварки труб в зависимости от толщины стенки для достижения наилучшего результата:

После нагрева детали снимают с болванки и стыкуют. Стык должен произойти за указанное в таблице время. Допустимо производить в течении пары секунд корректировку осей, но ни в коем случае нельзя проворачивать детали относительно друг друга.
Нужно учитывать, что значения в таблице приведены для усредненных условий окружающей среды. Если работы производятся при отрицательной температуре — время нагрева увеличится.
Сварка труб, армированных алюминием
Самым важным моментом в сварке труб с армированием является снятие защитного материала в месте сварки. Также нужно учитывать, что алюминий, как теплоемкий материал, будет забирать часть тепла — потребуется дольший прогрев.
Обычно для зачистки таких труб используется шейвер.

Внутри шейвера содержатся ножи. Шейвер надевают на трубу и вращательными движениями счищают армирование до пластика.
В случае, когда слой алюминия находится в середине трубы, используют торцеватель.

Торцеватель отличается от шейвера расположением ножей. При его использовании торец трубы выравнивается, а также на глубину 2 мм вырезается армированный слой.
Распространенные ошибки при сварке полипропиленовых труб
Далеко не всегда получается сделать все идеально — необходимо учесть множество факторов, и только со временем мастер приобретает опыт, позволяющий производить сварочные работы безошибочно.
Но если заранее знать, какие ошибки наиболее типичны — можно избежать их повторения. Давайте рассмотрим их:
• Значительное смещение деталей относительно друг друга после схватывания полипропилена
Смещение деталей во время застывания всегда приводит к нарушению соединения. Образуются слабые места, в которых спайка практически отсутствует. Такое соединение не сможет прослужить долго.
• Недогрев или перегрев свариваемых деталей
При недостаточном нагреве диффузия материала будет недостаточной, чтобы качественно «схватиться », что впоследствии может привести к разгерметизации и протечкам трубопровода в месте такой сварки. При перегреве деталь деформируется: зачастую труба внутри фитинга меняет свой диаметр, как следствие — частые засоры.
• Неровный срез стыкующихся поверхностей
При несоблюдении соосности торцов свариваемых деталей стык происходит в скошенной плоскости. Такая ошибка может стать заметна не сразу, а после монтирования нескольких метров после места такой сварки.
• Недостаточно тщательное снятие армирующего слоя
Армированный слой, который не был зачищен, забирает на себя часть тепла, которое передается трубе в месте стыка — как следствие, недогрев на этом участке и следующие за ним протечки.
• Недостаточно плотная посадка трубы в муфте (фитинге )
При совершении этой ошибки получается недостаточно плотная сварка, которая может подвести в самый неподходящий для этого момент.
• Отсутствие тщательной обработки (обезжиривания )
Обезжиривание — процедура, которой не следует пренебрегать! Загрязнения не позволят материалу схватиться в должной мере, что приведет, опять же, к протечкам. Свариваемые детали необходимо обрабатывать!
В Компании «Технология » Вы всегда сможете найти все необходимое для того, чтобы создать качественную и долговечную водопроводную систему! Ознакомьтесь с нашим ассортиментом полипропиленовых труб и комплектующих.

