

Как работают сварочные трансформаторы?
Принцип действия сварочного трансформатора
Содержание:
- Как классифицируют сварочные трансформаторы и их устройство?
- Принцип действия сварочного аппарата.
Давайте взглянем на устройство и принцип действия сварочного трансформатора. Чтобы лучше познакомиться с этим вопросом, необходимо знать и его устройство, какие бывают трансформаторы, для чего они нужны, их классификацию.
Трансформатор для сварки нужен, чтобы насыщать дугу переменным током. Это достаточно простое и надежное в применении устройство, чаще всего используемое при дуговой сварке ручным способом. Помимо этого трансформаторам не будет альтернативы при автоматизированном и механизированном способе сварки.
Очень мощный источник питания сварочной дуги будет менять напряжение сети, благодаря чему создается качество и требуемое значение величины тока для сварки. Чаще всего это целый набор устройств, совместно с трансформатором можно включать устройства для повышения основных параметров дуг. Хотя, многие используют лишь трансформатор без других устройств.
Что такое трансформатор? Это источник питания, находящийся в специальном корпусе и имеющий все нужные компоненты:
- клеммы;
- переключатели;
- провода и внешние рукоятки, для перемещения всего аппарата наиболее комфортно.

Как классифицируют сварочные трансформаторы и их устройство?
Все сварочные трансформаторы имеют силовой трансформатор и устройство, регулирующее сварочный ток. Так как сварочным трансформаторам нужен большой сдвиг фаз напряжения и тока для устойчивого зажигания электродуги переменного тока при изменении полярности, нужно поддерживать повышенное индуктивное сопротивление повторной цепи.
Повышение индуктивного сопротивления приводит к росту и наклону наружного статистического параметра источника сварочной дуги непосредственно на рабочем участке, что позволяет получить падающие характеристики, что соответствует требованиям для полной устойчивости системы «источник питания — дуга». Трансформатор — это объект электротехники, к нему относится эквивалентная схема, содержащая индуктивное и активное сопротивление.
Про все сварочные трансформаторы, работа которых проходит в режиме нагрузки, можно сказать, что потребляемая ими мощность намного больше, чем потери при холостом ходе, таким образом, работая под нагрузкой, эту схему не учитывают.
Для главной схемы трансформатора большая часть потерь магнитного поля по направлению от первичной к вторичной обмотке происходит между магнитопроводными стержнями. Изменяя геометрию воздушного промежутка между двумя обмотками, внешней и внутренней (подвижные обмотки и подвижные шунты), управляют рассеиванием магнитного поля.

Принцип действия сварочного аппарата.
Основной принцип действия сварочного трансформатора заключается в наивысшей отдаче мощности. Поэтому его конструкция обязательно должна выдерживать высокое напряжение, как при проведении промышленной сварки, так и в домашних условиях. Но эти аппараты отличаются друг от друга, как по формированию внешних параметров, так и регулировками разных режимов сварки.
Помимо этого принцип работы зависит от работы понижающего трансформатора и создания условий для плавки свариваемых материалов. Понижающий трансформатор должен давать нужное для процесса сваривания напряжение. А использование дополнительных приборов поможет качественно и стабильно гореть сварочной дуге.
Изменяя напряжение, трансформатор способствует ровному и постоянному горению сварочной дуги. Некоторые конструкции сварочных аппаратов позволяют прекрасно работать в диапазоне температур от — 45 0 С до +40 0 С. И благодаря этому возможно их применение в тяжелых климатических условиях.
Принцип действия заключается в уменьшении напряжения сети 220/380 V до значения холостого хода трансформатора, который сможет поддержать рабочее напряжение горящей дуги. Чаще всего это значение составит 60-80 V. Благодаря возникновению дуги напряжение уменьшается до нужного для работы значения, которое зависит от величины силы тока, установленной для сварки.
Хорошее горение сварочной дуги зависит в большой степени от постоянства подаваемого напряжения. Любой скачок напряжения на входе трансформатора приведет к обрыву сварочной дуги. Немного сгладить скачки поможет работа регулятора. А некоторые конструкции трансформаторов имеют конденсатор большой емкости, который используется как фильтр на входе трансформатора.

Большинство современных сварочных аппаратов рассчитаны на однофазное и трехфазное напряжение, величиной 220 и 380 V, хотя принцип действия никоим образом не зависит от величины напряжения и количества фаз. Главные отличия — в строении и форме магнитопроводов и сечении проводов в обмотке трансформатора.
Трансформаторы сварочные
Общие сведения
Сварочный трансформатор предназначен для питания дуги переменным током. Простые в устройстве и обслуживании, надежные в эксплуатации, экономичные в работе сварочные трансформаторы широко применяют при ручной дуговой сварке покрытыми электродами, механизированной и автоматической сварке под флюсом, при электрошлаковой сварке.
Трансформатор разделяет силовую сеть и сварочную цепь, понижает напряжение сети до напряжения, необходимого для сварки, обеспечивает самостоятельно или в комплекте с дополнительными устройствами начальное и повторное возбуждение и стабильное горение дуги, формирование требуемых внешних характеристик и регулирование силы сварочного тока или напряжения на дуге.
Силовые трансформаторы входят в состав всех сварочных выпрямителей и установок и имеют то же назначение, что и собственно сварочные трансформаторы.
Конструкции сварочных трансформаторов разнообразны. В зависимости от способа формирования внешних характеристик и регулирования режима сварки трансформаторы бывают с механическим и электрическим регулированием.
Трансформаторы для ручной сварки относятся ко второй категории размещения источника тока, то есть предназначены для работы на объектах, где колебания температуры и влажности несущественно отличаются от колебаний на открытом воздухе. Трансформаторы могут работать при температуре окружающего воздуха —45° … +40°С и относительной влажности воздуха не более 80% при +20 °С на высоте не более 1000 м над уровнем моря.
Трансформаторы для автоматической сварки климатического исполнения У имеют 3-ю и 4-ю категории размещения источников и могут работать при температуре воздуха —10° … +40°С.
Принцип действия
Принцип действия трансформатора основан на явлении электромагнитной индукции. Сварочный трансформатор (рис. 6) имеет стержневой сердечник 2 и смонтированные на нем первичную 1 и вторичную 3 обмотки.
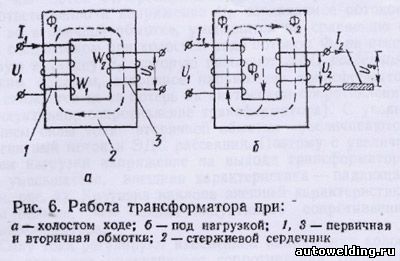
Режим холостого хода трансформатора (рис. 6, а) устанавливают (при разомкнутой цепи вторичной обмотки) в момент подключения первичной обмотки к сети переменного тока с напряжением U1. При этом в первичной обмотке проходит ток I1, который создает в сердечнике переменный магнитный поток Ф1. Этот поток создает во вторичной обмотке переменное напряжение U2. Поскольку цепь вторичной обмотки разомкнута, ток в ней не проходит, и никаких затрат энергии во вторичной цепи нет. Поэтому вторичное напряжение при холостом ходе максимально. Эта величина — напряжение холостого хода.
Отношение напряжений на первичной и вторичной обмотках при холостом ходе (коэффициент трансформации k) равно отношению количества витков первичной W1 и вторичной W2 обмоток. В сварочных трансформаторах сетевое напряжение 220 или 380 В преобразуется в более низкое — 60. 90 В. Такие трансформаторы называются понижающими.
Режим нагрузки (см, рис, 6, б) устанавливают при замыкании цепи вторичной обмотки в момент зажигания дуги. При этом под действием напряжения U2, равном напряжению дуги Uд, во вторичной обмотке сварочной цепи и дуге возникает ток I2. Он создаст в сердечнике переменный магнитный поток, который стремится уменьшить величину магнитного потока, создаваемого первичной обмоткой. Противодействуя этому, сила тока в первичной обмотке увеличивается. Увеличение силы тока в первичной цепи происходит в соответствии с законом сохранения энергии — потребление энергии от сети первичной обмотки должно быть равно отдаче энергии дуге вторичной обмоткой. Следовательно, понижая с помощью трансформатора напряжение в k раз, во столько же раз увеличивают силу тока во вторичной цепи. Поэтому в сварочных трансформаторах сила вторичного тока в 3—6 раз больше первичного.
Падающая внешняя характеристика получается в сварочном трансформаторе благодаря большому рассеянию магнитного потока. С этой целью первичную и вторичную обмотки располагают на значительном расстоянии друг от друга. При нагрузке (см. рис. 6, б) часть магнитного потока трансформатора замыкается по воздуху, образуя поток рассеяния Фр. Поэтому поток Ф2, пронизывающий вторичную обмотку, при нагрузке меньше, чем поток Ф1, пронизывающий первичную обмотку. Соответственно и напряжение U2, создаваемое потоком Ф2 во вторичной обмотке, уменьшится по сравнению с U, создаваемом при холостом ходе потоком Ф1 на некоторую величину Ер, которую называют ЭДС рассеяния. Таким образом, вторичное напряжение трансформатора снижается из-за потерь на внутреннем сопротивлении (индуктивное сопротивление трансформатора). С увеличением силы тока вторичной обмотки увеличиваются магнитный поток и ЭДС рассеяния. Поэтому с увеличением нагрузки напряжение на выходе трансформатора U2 уменьшается, внешняя характеристика – падающая. Крутизна наклона внешней характеристики тем больше, чем больше индуктивное сопротивление трансформатора.
Силу тока регулируют изменением напряжения холостого хода или индуктивного сопротивления трансформатора (рис. 7).

Напряжение холостого хода трансформатора U=U1W2/W1. Если дугу подключить к крайним контактам вторичной обмотки (см. рис, 7, а), то число витков W2, участвующих в работе, увеличится. При этом увеличится напряжение холостого хода, а следовательно, и сила сварочного тока. Очевидно, что при увеличении числа витков первичной обмотки W1 сила тока уменьшится. Секционированные обмотки позволяют регулировать силу тока только ступенчато. В трансформаторах с подвижными катушками винтовым механизмом 4 плавно регулируют силу тока (см. 7, б), перемещая по сердечнику 3 подвижные обмотки. Если увеличить расстояние между первичной 1 и вторичной 2 обмотками, то возрастут магнитный поток и ЭДС рассеяния, т. е. увеличатся потери энергии внутри трансформатора. Это вызовет уменьшение силы тока. Следовательно, увеличение расстояния между обмотками приводит к увеличению индуктивного сопротивления трансформатора.
Подобным же образом при введении магнитного шунта 5 между обмотками (см, рис. 7, в) уменьшится магнитное сопротивление на пути потока рассеяния, а сам поток увеличится, что приведет к увеличению индуктивного сопротивления трансформатора и уменьшению силы тока. В трансформаторах с подвижными магнитными шунтами, изменяя регулятором 6 положение шунта 5, плавно регулируют силу тока. Силу тока можно регулировать и неподвижным шунтом, подмагничиваемым обмоткой управления постоянного тока. Если увеличить силу тока в обмотке управления, то магнитное сопротивление шунта возрастет. При увеличении магнитного сопротивления шунта поток рассеяния уменьшится, что приведет к увеличению силы сварочного тока. Этот способ плавного регулирования силы тока использован в трансформаторах, регулируемых подмагничиванием шунта.
В тиристорных трансформаторах формирование требуемых внешних характеристик и регулирование режима сварки осуществляется полууправляемыми вентилями — тиристорами, включаемыми встречно — параллельно, и системой управления фазой их включения. Способ фазового регулирования переменного тока основан на преобразовании синусоидального тока в знакопеременные импульсы, амплитуду и длительность которых определяют углом (фазой) включения тиристоров.
Устройство и обслуживание сварочных трансформаторов
(Что нужно знать сварщику о сварочном оборудовании)
Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220В или 380В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60—75В. При сварке на малых токах (60—100А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70—80В.
Сварочные трансформаторы по фазности электрического тока подразделяются на однофазные и трехфазные, а по количеству постов — на однопостовые и многопостовые.
Однопостовой трансформатор служит для питания сварочным током одного рабочего места и имеет соответствующую внешнюю характеристику. Многопостовой трансформатор служит для одновременного питания нескольких сварочных дуг (сварочных постов) и имеет жесткую характеристику. Для создания устойчивого горения сварочной дуги и обеспечения падающей внешней характеристики в сварочную цепь дуги включают дроссель. Для дуговой сварки сварочные трансформаторы подразделяются по конструктивным особенностям на две основные группы:
- трансформаторы с нормальным магнитным рассеянием, конструктивно выполненные в виде двух раздельных аппаратов (трансформатор и дроссель) или в едином общем корпусе;
- трансформаторы с развитым магнитным рассеянием, конструктивно различающиеся по способу регулирования (с подвижными катушками, с магнитными шунтами, со ступенчатым регулированием).
Трансформаторы с нормальным магнитным рассеянием и с отдельным дросселем
Жесткая внешняя характеристика такого трансформатора получается за счет незначительного магнитного рассеяния и малого индуктивного сопротивления обмоток трансформатора. Падающие внешние характеристики создаются дросселем, имеющим большое индуктивное сопротивление. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора активной катушки).
Понижающий трансформатор, основой которого является магнитопровод (сердечник), изготовлен из большого количества тонких пластин (толщиной 0,5 мм) трансформаторной стали, стянутых между собой шпильками. На магнитопроводе имеются первичная и вторичная (понижающая) обмотки из медного или алюминиевого провода.
Дроссель состоит из магнитопровода, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе имеется подвижная часть, которую можно перемещать с помощью винта, вращаемого рукояткой.
Первичная обмотка трансформатора подключается в сеть переменного тока напряжением 220В или 380В. Переменный ток высокого напряжения, проходя по обмотке, создает действующее вокруг магнитопровода переменное магнитное поле, под действием которого во вторичной обмотке индуктируется переменный ток низкого напряжения. Обмотку дросселя включают в сварочную цепь последовательно со вторичной обмоткой трансформатора.
Величину сварочного тока регулируют путем изменения воздушного зазора между передвижной и неподвижной частями магнитопровода. При увеличении воздушного зазора магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а, следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора дроссель можно рассматривать как катушку на железном сердечнике; в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор можно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока зазор уменьшить (рукоятку вращать против часовой стрелки).
Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью. Конструкция дросселя со ступенчатым регулированием сварочного тока позволяет изменять величину сварочного тока при помощи передвигающегося контакта путем включения определенного количества витков обмотки. В этом случае регулирование сварочного тока будет ступенчатым. Магнитопровод дросселя в этом случае изготавливают неразъемным, вследствие чего конструкция его значительно упрощается. Современные сварочные трансформаторы типа ТД, ТС, ТСК, СТШ и другие выпускаются в однокорпусном исполнении.
Трансформаторы с нормальным магнитным рассеиванием и реактивной обмоткой на общем сердечнике. Реактивная обмотка включена в сварочную цепь последовательно с таким расчетом, что ее поток направлен навстречу основному потоку трансформатора. Действие реактивной обмотки и регулирование сварочного тока аналогичны действию дросселя.
Трансформаторы с подвижными обмотками с увеличенным магнитным рассеянием. Трансформаторы с подвижными обмотками (к ним относятся сварочные трансформаторы типа ТС, ТСК и ТД) получили широкое применение при ручной дуговой сварке. Они имеют повышенную индуктивность рассеяния и выполняются однофазными, стержневого типа, в однокорпусном исполнении. Могут применяться для наплавки и сварки под флюсом тонкими проволоками. В трансформаторах типа ТСК параллельно первичной обмотке подключен конденсатор для повышения коэффициента мощности.
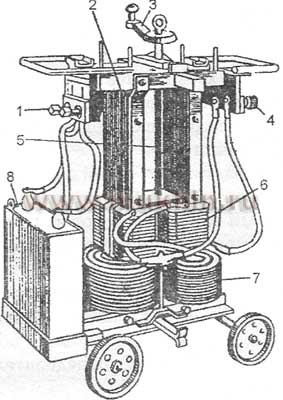
Рис. 69. Конструктивная схема трансформатора ТСК-500 со снятым кожухом: 1 — сетевые зажимы для проводов; 2 — сердечник; 3 — рукоятка для регулирования тока; 4 — зажимы для подсоединения проводов; 5 — ходовой винт; 6 — катушка вторичной обмотки; 7 — катушка первичной обмотки; 8 — компенсирующий конденсатор
Катушки первичной обмотки такого трансформатора неподвижные и закреплены у нижнего ярма, катушки вторичной обмотки подвижные. Величину сварочного тока регулируют изменением расстояния между первичной и вторичной обмотками. Наибольшая величина сварочного тока достигается при сближении катушек, наименьшая — при удалении. С ходовым винтом 5 связан указатель примерной величины сварочного тока (см. рис. 69), Точность показаний шкалы составляет 7,5% от значения максимального тока. Отклонения величины тока зависят от подводимого напряжения и длины сварочной дуги. Для более точного замера сварочного тока должен применяться амперметр.
На рис. 69 показана конструктивная схема трансформатора ТСК-500. При повороте рукоятки 3 трансформатора по часовой стрелке катушки обмотки 6 и 7 сближаются, вследствие чего магнитное рассеяние и вызываемое им индуктивное сопротивление обмоток уменьшаются, а величина сварочного тока увеличивается. При повороте рукоятки против часовой стрелки катушки вторичной обмотки удаляются от катушек первичной обмотки, магнитное рассеяние увеличивается, и величина сварочного тока уменьшается.
Трансформаторы снабжены емкостными фильтрами, предназначенными для снижения помех радиоприему, создаваемых при сварке. Трансформаторы типа ТСК отличаются от ТС наличием компенсирующих конденсаторов 8, обеспечивающих повышение коэффициента мощности. Принципиальная электрическая схема трансформатора ТД-500 аналогична.
ТД-500 представляет собой понижающий трансформатор с повышенной индуктивностью рассеяния. Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. Обмотки имеют по две катушки, расположенные попарно на общих стержнях магнитопровода. Трансформатор работает на двух диапазонах: попарное параллельное соединение катушек обмоток дает диапазон больших токов, а последовательное — диапазон малых токов. Последовательное соединение обмоток за счет отключения части витков первичной обмотки позволяет повысить напряжение холостого хода, что благоприятно отражается на горении дуги при сварке на малых токах.
При сближении обмоток уменьшается индуктивность рассеяния, что приводит к увеличению сварочного тока; при увеличении расстояния между обмотками увеличивается индуктивность рассеяния, а ток соответственно уменьшается. Трансформатор ТД-500 имеет однокорпусное исполнение с естественной вентиляцией, дает падающие внешние характеристики и изготавливается только на одно напряжение сети — 220 В или 380 В.
Трансформатор ТД-500 — однофазный стержневого типа состоит из следующих основных узлов: магнитопровода — сердечника, обмоток (первичной и вторичной), регулятора тока, переключателя диапазонов токов, токоуказательного механизма и кожуха.
Уход за трансформаторами сводится в основном к регулярной проверке сопротивления изоляции, контактов, наблюдению за нагревом обмоток сердечника и его деталей (после отключения трансформатора от сети). Необходимо часто смазывать регулировочный механизм, удалять грязь с рабочих частей трансформатора. При плохом уходе слой грязи может достигнуть большой толщины, что нарушит охлаждение и приведет к перегреву обмоток, а это вызовет замыкание токоведущих частей на корпус. Наиболее опасна грязь, содержащая металлическую пыль.
Плохие контакты, особенно в сварочной цепи, вызывают большие падения напряжения и недопустимые перегревы. Значительное число сварочных трансформаторов выходит из строя из-за небрежного подключения сварочного кабеля к зажимам и нерегулярного наблюдения за состоянием его контактов.
Ссылки по теме, читайте также:
- Переменный ток
Переменный ток, в широком смысле электрический ток, изменяющийся во времени. - Поражение электрическим током
Наиболее часто применяется синусоидальный переменный ток. - Электрические машины и приборы
Переменный ток для промышленных целей и для освещения вырабатывается мощными генераторами, приводимыми во вращение паровыми или водяными турбинами и двигателями внутреннего сгорания.
Сварочный трансформатор. Схема работы и параметры выбора

![]()
![]() Сварочные трансформаторы являются агрегатами переменного тока, и предназначены для преобразования тока от исходной линии электропередачи в ток более низкого напряжения, но той же частоты во вторичной обмотке. Поскольку ток во вторичной обмотке при этом резко возрастает, то данный эффект применяется для обеспечения скоростного нагрева поверхности заготовки. Поэтому сварочные трансформаторы, как и сварочные выпрямители, широко используются для контактной и дуговой электросварки.
Сварочные трансформаторы являются агрегатами переменного тока, и предназначены для преобразования тока от исходной линии электропередачи в ток более низкого напряжения, но той же частоты во вторичной обмотке. Поскольку ток во вторичной обмотке при этом резко возрастает, то данный эффект применяется для обеспечения скоростного нагрева поверхности заготовки. Поэтому сварочные трансформаторы, как и сварочные выпрямители, широко используются для контактной и дуговой электросварки.
Устройство и принцип работы
Основной параметр сварочного трансформатора — его реактивная мощность, которая измеряется в киловольт-амперах. Она определяет количество энергии, которое трансформатор может обеспечить за некоторое время (обычно одну минуту), без превышения его номинальной температуры.
Принцип действия трансформатора заключается в использовании явления взаимной индуктивности между двумя цепями, которые связаны общим магнитным потоком. Основной трансформатор состоит из двух катушек, которые являются электрически раздельными, но связанными магнитно посредством стального сердечника. Эти катушки образуют первичные и вторичные обмотки и имеют высокую взаимную индуктивность. Слои сердечника соединяются в виде полосок, между которыми имеются узкие щели, проходящие прямо через поперечное сечение сердечника.
![]()
![]()
Взаимная электродвижущая сила (ЭДС) индуцируется в трансформаторе из переменного потока, который устанавливается в ламинированном сердечнике катушкой, связанной с источником переменного напряжения. Преобладающая часть переменного потока, создаваемого этой катушкой, связана с другой катушкой и, таким образом, создаёт взаимно индуцированную электромоторную силу. На основании законов Фарадея об электромагнитной индукции ЭДС сварочного трансформатора определяется по зависимости Е = — ΔВ/Δt, где ΔВ – изменение магнитного потока, Δt – промежуток времени, в течение которого происходит это изменение.
Если вторая катушка замкнута, в ней течёт ток, и, следовательно, электрическая энергия передаётся магнитно от первой ко второй катушке. Подача переменного тока подаётся на первую катушку, поэтому её именуют первичной обмоткой. Энергия же создаётся второй катушкой, которая является вторичной обмоткой трансформатора.
В результате данных операций сварочный трансформатор производит:
- Передачу электроэнергии из одной цепи в другую.
- Передачу электроэнергии без изменения частоты.
- Передачу с использованием принципа электромагнитной индукции.
Конструктивные элементы сварочного трансформатора
Обе катушки изолируются друг от друга и от стального сердечника. Поскольку сварочный трансформатор должен обладать большой мощностью, то он также нуждается в подходящем корпусе для собранного сердечника и обмоток, среды, с помощью которой можно изолировать сердечник и его обмотки, а также в устройстве интенсивного охлаждения обмоток. Чтобы изолировать и вывести клеммы обмотки из корпуса, используются втулки, изготовленные из сильного диэлектрика.
Во всех промышленных моделях сварочных трансформаторов сердечник изготовлен из пластин листовой трансформаторной стали. Этот материал представляет собой фактически чистое железо с повышенным содержанием кремния, что обеспечивает непрерывность магнитного потока при минимально допустимых значениях включённым минимумом воздушного зазора. Трансформаторная сталь обладает также высокой магнитной проницаемостью и малыми потерями на гистерезис. Для обеспечения надлежащей прочности, пластины сердечника после штамповки подвергают термической обработке.

Обмотки трансформатора представляют собой диски, уложенные изоляционными пространствами между катушками. Эти изоляционные пространства образуют горизонтальные охлаждающие и изоляционные каналы. Для сердечников и катушек сварочных трансформаторов должна быть предусмотрена жёсткая механическая фиксация. Это поможет минимизировать вибрации агрегата, и уменьшить уровень шума, создаваемого при его работе. Качество, долговечность и эффективность управления основными функциями сварочного трансформатора определяют срок его службы.
Все выводы трансформатора выводятся из корпусов через соответствующие втулки. Их конструкция и размеры устанавливаются в зависимости от передаваемой мощности.
Выбор между ядром и типом оболочки производится путём сравнения стоимости, поскольку аналогичные характеристики могут быть получены разными способами. Например, для увеличения пределов регулировки напряжения на сварочной дуге оболочки имеют увеличенную длину поворота катушки. Другими параметрами, которые сравниваются при выборе, считаются энергетические характеристики устройства, масса, условия пробоя изоляции, распределение тепла.
Схема и расчёт трансформатора
В ходе расчёта подлежат определению такие параметры:
- Эксплуатационные показатели: тип питающей сети, диапазон регулировки, фактическая мощность, продолжительность непрерывного действия.
- Размеры сварочного электрода.
- Условия непрерывной работы.
- КПД устройства.
Некоторые из перечисленных параметров взаимосвязаны, например, фазность и напряжение сети.
Ток сварки определяет функциональные возможности трансформатора, а именно, толщину свариваемого металла. Кроме того, с ростом тока увеличиваются диаметр проволоки в обмотках, масса агрегата и его размеры, что обусловлено необходимостью более эффективного охлаждения обмоток.
![]()
![]()
Соотношения между основными эксплуатационными характеристиками сварочных трансформаторов приведены ниже:
- При толщине обрабатываемой заготовки 1…2 мм, номинальный диаметр электрода составляет 1,6 мм, а рекомендуемое значение тока – не более 50 А.
- При толщине обрабатываемой заготовки 2…3 мм, номинальный диаметр электрода составляет 2…2,5 мм, а рекомендуемое значение тока – не более 100 А.
- При толщине обрабатываемой заготовки 3…4 мм, номинальный диаметр электрода составляет 3 мм, а рекомендуемое значение тока – не более 160 А.
- При толщине обрабатываемой заготовки 4…6 мм, номинальный диаметр электрода составляет 4 мм, а рекомендуемое значение тока – не более 200 А.
- При толщине обрабатываемой заготовки 6…8 мм, номинальный диаметр электрода составляет 5 мм, а рекомендуемое значение тока – не более 250 А.
- При толщине обрабатываемой заготовки 10…24 мм, номинальный диаметр электрода составляет 6…8 мм, а рекомендуемое значение тока – не более 320 А.
- При толщине обрабатываемой заготовки более 24 мм, номинальный диаметр электрода составляет 8…10 мм, а рекомендуемое значение тока – не более 630 А.
Более детальный расчёт параметров сварочного трансформатора ведут обычно при изготовлении агрегата своими руками.

Модели сварочных трансформаторов
Модель ТС-500. Представляет собой агрегат для производства сварки в промышленных условиях. Рассчитан на работу в однофазных сетях, регулировка мощности производится механически. Конструкция проста, но обеспечивает необходимое качество работ лишь при использовании сравнительно больших токов, а потому малопригодна для сварки или резки тонколистового металла. Минусом считается массивность устройства. Цена – от 15500 руб.
Модель ТД-500. Характерная особенность конструкции – наличие подвижных обмоток, что обеспечивает увеличенное магнитное рассеивание. Большинство технических характеристик сходно с моделью ТС-500, однако масса агрегата снижена на 40 кг. Цена – от 18000 руб.
Модель ТДМ-305. Устройство переносного типа с естественным охлаждением обмоток. Может использоваться как на производстве, так и в быту. Наиболее эффективен при средних значениях сварочного тока, но при длительном применении стабильность работы понижается. Цена – от 8000 руб.
Модель ТДМ-401. Предназначена для выполнения ручной дуговой сварки средне- и толстолистовых деталей, и применяется преимущественно в производственных условиях. Прост в конструкции и управлении, для перемещения в пределах рабочего участка оснащён колёсами. При длительном применении нуждается в дополнительной вентиляции, а также в тщательном подборе сечения питающих кабелей. Цена – от 17000 руб.
Модель ТДМ-503. Рассчитана для применения в трёхфазных сетях, используется главным образом для сварки металла средней толщины. Вентиляция – естественная, что ограничивает длительность непрерывной работы. Трансформатор прост в обслуживании, однако не отличается стабильностью работы при значительных скачках напряжения в сети. Цена – от 24000 руб.
Сварочные трансформаторы (MMA)
Среди промышленных агрегатов, применяемых в соединении металлических изделий, наиболее распространенными являются сварочные трансформаторы MMA. Это неудивительно — ведь такие приспособления являются наиболее простыми, надежными, и, вместе с тем — эффективными. Все тип ы сварочных аппаратов-трансформаторов работают с использованием плавких электродов в специальных оболочках, позволяющих создавать прочные швы.
Преимущества
За счет точной подачи сварочного тока необходимого значения на электрод характеристики сварочных трансформаторов включают в себя исключительно точное создание шва без лишних брызг и иных проблем, приводящих к формированию дефектов готовых изделий. Кроме того, бытовые сварочные трансформаторы могут проводить сварку объектов небольшого размера, что особенно важно при ремонте автомобилей, бытовой техники и других приспособлений со сложной структурой.Однако есть у агрегатов и свои минусы — в частности, образование большого количества шлака, а также ограниченная толщина свариваемых поверхностей.
Применение
Если прочитать отзывы, сварочные трансформаторы могут применяться в различных сферах деятельности человека. Компактные модели достаточно распространены в бытовом использовании в качестве инструмента при выполнении строительных и ремонтных работ. Однако существуют и промышленные сварочные трансформаторы, в том числе и стационарные, которые применяются в производственной деятельности при серийном выпуске продукции.
Характеристики
Прочитав формируемые на сварочные трансформаторы отзывы, вы можете понять, что основным параметром для подобного агрегата является номинальная мощность, которая равна показателю энергопотребления. Чем она выше, тем больше производительность агрегата. Однако такие технические характеристики сварочного аппарата-трансформатора имеют и обратную сторону — в частности, с ростом мощности вам понадобится искать источник питания, обладающий соответствующими параметрами.
Кроме того, определяющей выбор характеристикой является сила сварочного тока. Прежде чем купить сварочный трансформатор, внимательно проанализируйте диапазон допустимых значений сварочного тока, а также тип его регулировки — ступенчатый либо плавный. Сила тока не всегда зависит только от мощности — к примеру, тороидальные сварочные трансформаторы обладают меньшим энергопотреблением при сходной производительности, превосходя по эффективности классические модели.
Обратите внимание и еще на одну электротехническую характеристику — используемое напряжение подаваемого на вход тока. Трехфазный сварочный аппарат-трансформатор обладает оптимальными характеристиками сварочной дуги, а также стабильностью формирования швов. Однако сварочный трансформатор 380 В опаснее в эксплуатации, а также обладает повышенной стоимостью и требует для подключения обособленную линию. Сварочный аппарат-трансформатор 220 В является бытовым — он способен подключаться к обычной домашней сети электропитания. Конечно, однофазные сварочные трансформаторы являются менее производительными, однако они обладают малой массой и ограниченными габаритами.
Если продолжать разговор об используемом токе сварки, то наиболее распространенными являются сварочные трансформаторы переменного тока. Они используются при соединении поверхностей, созданных из низкоуглеродистых сталей, а также аналогичных черных сплавов. Сварочные аппараты-трансформаторы постоянного тока могут применяться в обработке высокоуглеродистых сплавов, а также анодированной стали и цветных металлов со средней температурой плавления. Однако у них есть недостаток, который представлен большей массой, сложностью конструкции и высокой стоимостью.
Если вы хотите купить сварочный трансформатор, вам также стоит обратить внимание на период включения, который отображает максимальную продолжительность непрерывной эксплуатации в том или ином режиме. Как правило, публикуется 3 показателя — период включения 40 и 60%, а также сила тока, необходимая для постоянного включения. Проценты отображают долю функционирования в 5 либо 10-минутном сварочном цикле.
В магазине «Энкор24» вы найдете самые разные сварочные трансформаторы, цены которых позволят вам получить значительную экономию, оставив дополнительные средства на приобретение качественного профессионального оборудования.
Схема сварочного трансформатора – как стать электриком за несколько минут?
Схема сварочного трансформатора должна быть знакома тем, кто планирует воспользоваться электрической сваркой. Благодаря этому аппарату, можно производить ручную дуговую падающую сварку. Обсудим его устройство.
Схема сварочного трансформатора: зачем ее рассчитывать?
Любой трансформатор для контактной точечной сварки характеризуется двумя главными параметрами – выходным напряжением и током. А в основные функции этого аппарата входит регулирование сварочного тока и ограничение тока короткого замыкания. Стоит знать, что для того чтобы получить падающую характеристику, а также ограничение тока короткого замыкания, необходимо во время сварки последовательно с дугой включить большое сопротивление.
![]()
![]()
Оптимальным вариантом является индуктивное сопротивление. Это самый экономичный способ в данном случае. Именно такое сопротивление можно создать при помощи отдельной дроссельной катушки, если ее включить последовательно с дугой, или несколькими дроссельными катушками, если их объединить в одно целое с самим трансформатором, который необходимо также последовательно включить с дугой. Еще один вариант – увеличить внутреннее магнитное рассеяние самого трансформатора (здесь катушки не используют).
![]()
![]()
При планировании работы хорошим тоном считается производить расчет прибора. По входным значениям напряжения и силы тока вычисляют минимальную мощность, так можно узнать, чего ждать от вашего помощника. Как рассчитать сварочный трансформатор, знают инженеры, а если вы не планируете самостоятельно изготавливать эти механизмы, то можно воспользоваться калькуляторами в интернете, или готовыми данными в инструкции к каждому прибору.
Принцип работы сварочного трансформатора – функции дросселя
Устройство сварочного трансформатора зависит от главной детали – дросселя. Он позволяет регулировать сварочный ток и работает так: когда дуга при коротком замыкании возбуждается, ток, пройдя через обмотку из медного дросселя, создает мощнейший магнитный поток, который наводит в дросселе электродвижущую (ЭДС) силу самоиндукции. Именно эта сила направлена против напряжения сварочного трансформатора.
![]()
![]()
Стоит учитывать, что при вторичном напряжении трансформатора оно полностью поглощается падением напряжения в дросселе. Таким образом, этот процесс позволяет достигнуть почти нулевого значения в напряжении сварочной цепи. Благодаря тому, что возникает дуга, величина сварочного тока становится меньше. Этот процесс позволяет уменьшить ЭДС дросселя, который направлен против напряжения трансформатора. Таким образом устанавливается рабочее напряжение. Оно меньше, чем напряжение холостого хода, но его достаточно для постоянного горения дуги.
![]()
![]()
Принцип работы сварочного трансформатора позволяет увеличить силу сварочного тока: просто нужно увеличить зазор между подвижной и неподвижной частью магнитного провода дросселя. Этот процесс происходит так: когда увеличивается зазор, то сопротивление магнитного провода также увеличивается. Это ведет к уменьшению магнитного потока, соответственно, ЭДС самоиндукции катушки дросселя и индуктивное сопротивление уменьшаются. Все это приводит к тому, что сварочный ток увеличивается.
Виды сварочных трансформаторов – постараемся не запутаться
Разделяют виды сварочных трансформаторов по типам сварки, а также по фазовому регулированию. По первому признаку можно выделить трансформаторы для ручной дуговой сварки и для автоматической сварки под флюсом. По второму признаку классификация шире. Они разделяются на:
- сварочные трансформаторы с нормальным магнитным рассеянием амплитудного регулирования (в нем есть либо дроссель с воздушным зазором, либо дроссель насыщения);
- с увеличенным магнитным рассеянием амплитудного регулирования (в нем есть подвижные, разнесенные, реактивные обмотки, подвижные магнитные или подмагниченные при помощи шунта, конденсатор или импульсивный стабилизатор);
- тиристорные сварочные трансформаторы (они могут быть с импульсивной стабилизацией или подпиткой).
Это общая классификация. Но стоит разобраться в видах сварочных трансформаторов, основным различием которых является фазовое регулирование. Сварочные трансформаторы переменного тока с амплитудным регулированием режима сварки делают это при помощи изменения сопротивления или перемены напряжения холостого хода. При этом синусоидальная форма переменного тока передается без искажения.
![]()
![]()
Трансформаторы с тиристорным регулированием состоят из двух частей: силового трансформатора и тиристорного регулятора фаз. Они размещены или в первичной, или во вторичной цепи вместе со встречными и параллельными тиристорами, а также с системой управления. Основной принцип регулирования фаз заключается в преобразовании тока, из синусоидального в знакопеременные импульсы. Их длительность определяется при помощи того самого тиристора. При регулировании дуга начинает неустойчиво гореть. Для того чтобы ее горение было устойчивым, используют импульсивную стабилизацию или дополнительную подпитку.
Также среди видов аппаратов можно выделить интересные модели, например, тороидальный сварочный трансформатор. Если большинство схем собирают в виде букв «Ш» или «П», то этот агрегат будет в виде бублика. Считается, что возможность получить высокую мощность при относительно небольшом размере – основное достоинство такой модели. А вот еще одну находку – сварочный трехфазный трансформатор, удобно использовать в тех случаях, когда требуется многоступенчатое понижение тремя однофазными приборами, только он намного компактнее и удобнее в управлении.
![]()
![]()
Мы много говорим о переменном токе, а вот сварочный трансформатор постоянного тока удобнее и стабильнее, хоть и требует некоторых знаний от сварщика в плане эксплуатации. Такие аппараты довольно дорогие, сложное устройство повышает массу агрегата. Но принцип работы расширяет область применения, например, можно работать с нержавейкой или цветметом. Однако для этого приспособления нужны особые электроды. И понятно, что не стоит приобретать такие устройства как бытовые сварочные трансформаторы, уж очень денежно и замысловато.
Для постоянного тока устройство трансформатора намного сложнее, больше и дороже, но это компенсируется его удобством и функциональностью.
Трансформатор для контактной сварки – техника безопасности
Опасен может быть даже трансформатор для сварки проводов, который не отличается большими значениями токов. При работе необходимо соблюдать максимальную осторожность и не забывать о технике безопасности. Сначала следует убедиться, что помех для сварки нет, то есть отсутствует оргтехника, телевизор, другие кабели, и даже наличие слуховых устройств может стать помехой для безопасной эксплуатации сварочного трансформатора.
![]()
![]()
Далее следует обезопасить себя и других людей, которые будут работать с трансформатором, от поражения током. Не редки случаи смертельного исхода от травм, полученных разрядом тока. Соответственно, в работе необходимо использовать резиновые коврики, само изделие и прочие предметы, которые могут находиться под напряжением, брать в руки не стоит. Также нужно следить за тем, чтобы одежда всегда оставалась сухой. Помимо этого, работать во влажном помещении или при влажной погоде запрещено!
![]()
![]()
Затем стоит позаботиться о том, чтобы помещение, где происходит сварка, хорошо проветривалось. Это необходимо для того, чтобы защитить органы дыхания. Ведь во время сварки образуется едкий дым и пыль. Это основные правила, которые необходимо учитывать при работе со сварочным транзистором. Помимо этого, специалист по сварочным работам должен хорошо ориентироваться в конструкции своих агрегатов, чтобы в случае неисправности можно было оперативно осуществить ремонт сварочных трансформаторов.
Ремонт сварочных трансформаторов – что мы сможем сами?
Основной проблемой, как правило, бывает самопроизвольное отключение аппарата, причиной которого может быть замыкание в цепи или между винтиками катушек. Починить довольно просто – отключить от сети, найти неисправность и заменить нужный элемент (конденсат, изоляцию или прочие детали). Если трансформатор сильно гудит, то это может стать причиной перегрева в дальнейшем. Причиной такого громкого шума могут стать слабые болты, стянутые листовые элементы. Исправить эту проблему довольно просто – необходимо подтянуть все виды болтов и гайки, посмотреть ситуацию с сердечником и при необходимости ее исправить.
![]()
![]()
Еще один недуг – чрезмерный нагрев. Причиной может быть неверная установка значений сварочного тока. Если вовремя не устранить эту проблему, то может сгореть вся изоляция, и аппарат придет в негодность, а также потребуется его достаточно продолжительный ремонт. Лучше всего соблюдать оптимальные значения сварочного тока, тогда перегрев не страшен. Произошел обрыв сварочной дуги и не получается зажечь ее снова – эта проблема известна большинству тех, кто занимается сваркой. В этот момент дуга представляет собой лишь искорки. Скорей всего, произошел пробой обмотки высокого напряжения.
Принцип работы сварочного трансформатора
Сварочный трансформатор – это простейшее устройство, с помощью которого можно выполнять сварочные работы с помощью покрытого электрода. Конструкция этого устройства настолько простая, что практически любой электрик может собрать сварочный трансформатор и выпрямитель в своем гараже. Особенно популярными они были в нашей стране лет 15 назад, когда достать новомодный инвертор было нелегко, а стоимость таких сварок была неподъемной для простых покупателей.
![]()
![]()
Сегодня на их место пришли компактные и более безопасные инверторы, хотя во многих гаражах все еще стоят несуразные коробки именуемые трансформаторами. Если вы заинтересованы в приобретении современного трансформатора или решили собственными руками сделать сварку, то следует тщательно изучить принцип работы сварочного трансформатора.
Принцип действия
Чтобы понять принцип действия сварочного трансформатора, обратим внимание на простейшую конструкцию, состоящую из 2-х обмоток и работающую с однофазным током. В этом нам поможет схема сварочного трансформатора:
![]()
![]()
Как видно из рисунка, конструкция максимально простая – основа и две обмотки.
Магнитопровод – это элемент с замкнутым контуром, созданный из ферромагнитного сплава. Благодаря этому сопротивление контура снижается, а электромагнитная связь контуров увеличивается. Это простейшая схема сварочного трансформатора, есть еще различные модификации с дросселем и другие разновидности.
Первичная обмотка подключается к сети, а вторичная уходит на нагрузку, в нашем случае это держатель электрода и масса. При подаче напряжения на первичный контур в нем проходит переменный ток, создающий магнитный поток в основе, который индуцирует в обеих обмотках ЭДС. Возникшие силы можно пропорционально соотнести с числом витков обмотки, а если опустить незначительные (до 5%) потери напряжения, то получаем соотношение:
N1N2= U1U2 – это значение называют коэффициент трансформации.
![]()
![]()
Соотношение количества витков может быть больше 1, тогда трансформатор выполняет понижение напряжения и называется понижающим. Если коэффициент меньше 1, то это трансформатор повышающий.
Представим, что в нашем случае первая обмотка состоит из 100 витков, а вторичная из 5, 100/5=20 коэффициент трансформации. Подключив такое устройство к стандартной сети 220 В, на выходе получим 220/20= 11В. Данный коэффициент правдив не только для преобразования напряжения, но и силы тока, при потреблении первичной обмоткой 5 А, на контактах получим все 100А. Силу тока можно регулировать в процессе сваривания, для этого изменяют зазор магнитопровода. Рост или снижение этого расстояния уменьшает сопротивление и соответственно, на величину магнитного потока. Увеличив зазор мы снижаем силу тока, а для увеличения сварного тока зазор сокращают.
Зная соотношение количества витков обмотки и напряжения сети можем подобрать число витков вторичной обмотки, чтобы получить требуемые значения напряжения и силы тока. Нормальное напряжение холостого хода сварочного трансформатора считается 60В, что соответствует трансформаторному коэффициенту, равному 3.6.
Устройство и конструкция трансформатора
Для более простого понимания работы устройства, рассмотрим его основные составляющие на примере существующего трансформатора. На картинке отмечены его основные узлы:
![]()
![]()
1- Первичный контур обмотки, покрытый изоляцией.
2- Вторичный контур обмотки без изоляции, с воздушными каналами для вентиляции обмотки;
3- Подвижный сердечник трансформатора;
4- Система подвеса, сохраняющая устройство от повреждений;
5- Система управления, отвечает за изменение зазора в магнитопроводе, а также за регулировку воздушного зазора обмотки;
6- Винт регулировки воздушного зазора;
7- Рычаг винта.
Это только один из вариантов исполнения данной конструкции. Как видно, в целом сам сварочный трансформатор устройством мало чем отличается от понижающего трансформатора. Сварщик орудует для управления основными действиями системой управления, регулируя тем самым сварочный ток и степень вентиляции обмоток с помощью специального винта. Таким образом, конструкция является максимально простой и интуитивно понятной для работы.
Простота конструкции – залог множества положительных качеств, чего увы нельзя сказать про качество сварного шва. Многие критикуют подобные устройства за неравномерность сваривания, нестабильную дугу и невозможность тщательно обработать конструкции малого размера. Аппараты можно применять для больших объемов исполнения крупных ответственных конструкций, но для тонкой и точной работу лучше использовать другие доступные сварочные аппараты.
Классификация сварочных трансформаторов
Разделение на виды сварочных трансформаторов происходит исходя из типа сварки и управления фазами. Первый признак выделяет устройства для ручной дуговой сварки и автоматической, с применением флюса. Второй получил более внушительную классификацию, которая выглядит следующим образом:
- Устройства со стандартным магнитным рассеянием амплитудной регулировки (присутствует дроссель с воздушным промежутком или насыщения);
- Приборы с повышенным магнитным рассеиванием (содержат подвижные разнесенные обмотки, намагниченные конденсаторы, импульсные выпрямители);
- Тиристорные (содержат импульсивные выпрямители или подпитку).
Мы рассмотрели общую классификацию сварочных трансформаторов переменного тока, которая является лишь поверхностной. Для более точного понимания существующих моделей устройств, следует разобраться в трансформаторах, отличающихся друг от друга преимущественно фазовым управлением.
Устройства, работающие на переменном токе с синусоидальным управлением сварочного процесса делают это за счет изменения сопротивления или переключения тока холостого хода. При это удается без изменений передать синусоидальную форму входного тока сварки трансформаторной.
Тороидальный трансформатор считается одним из наиболее интересных по своей конструкции. Его особенность состоит в том, что большая часть устройств собирается по схеме, аналогичной буквам Ш или П, а этот повторяет форму бублика. Благодаря такой компоновке удалось снизить размеры прибора, при этом получив больше мощности из текущего объема механизма. Конкурировать с ним может только трехфазный трансформатор с системой ступенчатого понижения тремя однофазными приборами. Этот является наиболее компактным и удобным в управлении, среди существующих ныне на рынке моделей.
Все сказанное выше относится к переменному току, но стоит упомянуть и трансформаторы постоянного тока, точнее аппараты, имеющие в своей конструкции выпрямитель переменного тока в постоянный. Они более удобны, выдают стабильную дугу, однако для работы с ними требуется определенная специализация.

Подобные механизмы редки в использовании из-за сложного принципа работы, который не только утяжеляет сам аппарат, но и делает его чрезмерно дорогим. Благодаря доступности работ с цветным металлом и нержавейкой трансформаторы постоянного тока, чаще всего, используются на мелких и крупных предприятиях, для обработки редких металлов. Не стоит забывать и то, что они требуют особых электродов, поэтому их бытовое применение практически исключено. Сравнивая две модели для переменного и постоянного тока, первую следует выбирать для личных нужд, а второй вариант лучше подойдет для ответственных работ в сфере сварочных услуг.
Ограничитель холостого хода

Блок снижения напряжения холостого хода сварочных трансформаторов – один из важнейших элементов. Он работает в полностью автоматическом режиме и уменьшает индукцию при размыкании вторичного контура до неопасного уровня. Данное действие происходит почти мгновенно, согласно общепринятым нормам время срабатывания не должно превышать одну секунду с момента размыкания цепи до момента выравнивания холостого хода.
Особенность работы сварки такова, что при разрыве цепи в магнитопроводе резко возрастает величина магнитного потока. Следом происходит скачок ЭДС самоиндукции. Это практически всегда приводит к последствиям, вроде выхода из строя аппарата или поражения током сварщика. Избежать подобного можно с помощью ограничителя холостого хода, который снижает значение ЭДС до уровня безопасного для сварщика и устройства, примерно 12В. БСН продаются отдельно, поэтому собственное устройство просто необходимо укомплектовать подобной защитой.
Все о сварочном трансформаторе
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.
![]()
![]()
Устройство сварочного трансформатора
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.
Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.

Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.
- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.
Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Устройство и принцип действия сварочного трансформатора призвано и регулировать силу исходящего тока, путем изменения расстояния между первичной и вторичной катушками. Именно для этого и предусмотрена движущаяся часть конструкции. На некоторых видео хорошо заметно, что вращение рукоятки и сведение катушек друг к другу приводит к увеличению сварочного тока. Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва.
Холостой ход
Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой. Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
Схема сварочного трансформатора и ее модификации
Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены:
- несколькими вторичными обмотками;
- конденсаторами;
- импульсными стабилизаторами;
- тиристорными фазорегуляторами.
Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата. Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Расчет сварочного трансформатора
Для разных видов сварки необходимы трансформаторы разной мощности. Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону.
Каждое устройство подобного типа имеет свой коэффициент трансформации. Это значение (n) показывает масштабирование силы тока при переходе от первичного (i1) во вторичный (i2). Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки.
Отличия и разновидности оборудования
Виды сварочных трансформаторов разделяются по рабочему предназначению. Они различаются по:
- Весу и размеру. От компактных с ремнем для плеча, до больших, перемещаемых на колесиках или тельфером
- Выдаваемому напряжению холостого хода от 48 V до 70 V.
- Силе тока от 50 до 400 А. На крупных производственных предприятиях встречаются модели с показателем 1000А.
- Потребляемого тока и количеству фаз — 220-380V. Одно и трехфазные версии.
- Импульсной подаче тока или непрерывной.
- Возможности работы с разными диаметрами электродов, от 2 до 6 мм.
Трансформаторная сварка — простой способ получить крепкое соединение. Она хорошо подойдет для монтажа заборов, сварки труб, создании стеллажей и каркасов беседок. Издаваемый гул от аппарата и треск сварочной дуги вносят некоторый дискомфорт от использования устройства.
Сварочные трансформаторы отличаются ценовой доступностью в магазинах и легкостью схемы сборки в домашних условиях. Их принцип действия несложен, а работа аппарата на видео помогает понять основы обращения с агрегатом. Качество шва сохраняется на высоком уровне, поэтому они широко применяются в быту и промышленной сфере.
Что такое сварочный трансформатор
Дуговая сварка – один из самых популярных методов соединения металлических деталей. На электрод и заготовку подается электрический ток, возникает электродуга. Она плавит металл, соединяя металлические поверхности. Температура в момент сварки может достигать 5 тысяч градусов – этого достаточно, чтобы обрабатывать большинство используемых в строительстве и быту металлов.
При технических работах используется не только специальный аппарат, но и сварочный трансформатор. Он должен обеспечивать подачу тока с заданными характеристиками на электроды.
Для чего нужен сварочный трансформатор
Напряжение, которое требуется для создания электрической дуги, составляет не больше 60-65 В. При сварке в быту достаточно меньшего напряжения – в пределах 30-35 В. При этом стандартные показатели в электросети – 220 В. В некоторых случаях в розетке может быть 120 В или 380 В. Сварочный трансформатор понижает входящее напряжение до того значения, которое необходимо для сварки, повышая при этом силу тока.
Еще один нюанс – количество фаз. Стандартные розетки обычно однофазные, а некоторые сварочные аппараты – трехфазные. Трансформатор нужен, чтобы привести все характеристики: напряжение, силу тока, количество фаз к тем значениям, которые необходимы для выполнения сварки.
Другая его функция – бесперебойная подача тока. Чтобы шов был ровным, в нем не возникало плохо проработанных участков, важно создать равномерную дугу. Любое резкое колебание напряжения в сети скажется на качестве соединения. Предотвратить это поможет сварочный трансформатор, который стабилизирует ток.
![]()
![]()
Конструкция
Как работает сварочный трансформатор
На первичную обмотку трансформатора подается ток из сети. Обычно это 220 В или 380 В – все зависит от характеристик, на которые рассчитан прибор. За счет этого образуется электромагнитный поток, который передается и замыкается на сердечнике. Создается магнитное поле, которое передает напряжение на вторичную обмотку.
Значения тока и напряжения на обмотках регулируются количеством витков провода и его сечением. Меняя эти соотношения можно повышать или понижать параметры тока до нужных значений. Чем больше длина провода, тем выше напряжение, и наоборот. Поэтому в понижающих трансформаторах витков вторичной обмотки всегда меньше.
![]()
![]()
Со вторичной обмотки ток с заданными значениями передается на электроды, которые взаимодействуют с металлом, за счет чего и происходит сварка.
Выходящая сила тока регулируется за счет рассеивающего сердечника (шунта) или изменением расстояния между обмотками. Чем больше зазор между обмотками, тем ниже сила тока и наоборот.
Составные элементы и дополнительные узлы
Кроме обмоток и сердечника, трансформатор должен содержать такие комплектующие:
- винт (вертикальный) с резьбой;
- ручку для вращения винта;
- ходовую гайку;
- систему подвеса.
Вместе эти элементы образуют систему регуляции выходящего напряжения. Ручка вращает винт, перемещая шунт выше или ниже, понижая или повышая вторичное напряжение.
Кроме этого, на корпусе прибора должна быть решетка. Через нее внутрь попадает воздух, охлаждая трансформатор. Из корпуса выводятся изолированные провода с зажимами подачи тока на металлическую деталь и электрод. Также корпус обязательно заземляется.
Разные дополнительные узлы призваны улучшить работу устройства. Например, при выпрямлении напряжения используются конденсаторы для сглаживания пульсаций. Также могут применяться дополнительные вторичные обмотки, стабилизаторы импульса и фазорегуляторы.
Для расширения возможностей сварки вводят дополнительные элементы сопротивления. Они выводятся на отдельные переключатели и позволяют варить очень тонкие или толстые металлические листы.
![]()
![]()
Холостой режим
В ходе сварки на обмотку подается ток из сети. Он передается на вторичную обмотку, благодаря проводам и контактам он передается на электрод и рабочую поверхность. Между ними возникает дуга, которая нагревает и расплавляет металл.
В том момент, когда на первичной обмотке уже есть напряжение, но сварка еще не производится, трансформатор работает в режиме холостого хода. Из-за того, что электрод не контактирует с металлическим листом, цепь остается разомкнутой и ток не проходит через вторичную обмотку. В это время магнитное поле замыкается внутри сердечника.
Как правило, напряжение холостого хода составляет 48-70 В. В случаях, если эти показатели превышены, нужно автоматическое ограничение во избежание замыкания или перегрева.
На что обращать внимание при выборе
Выбирать сварочный трансформатор нужно по таким характеристикам:
- Входящее напряжение. Для бытовых сварочных трансформаторов оно составляет 220 В, для более мощных промышленных аппаратов – 380 В.
- Ток сварки. Диапазон значений, как правило, лежит в пределах 50-500 А. Однофазные приборы обычно выдают около 250 А.
- Вторичное напряжение. Большинство трансформаторов работает в диапазоне от 30 В до 65 В.
- Длительность сварки. Она может варьироваться от 15-20 минут до нескольких часов.
- Мощность прибора. Бытовые модели потребляют около 3 кВт, промышленные – до 27 кВт. Некоторые аппараты не получится использовать от домашней электросети, для них понадобиться отдельный генератор.
- Материал обмотки.Сварочный трансформатор с алюминиевой обмоткой не такой мощный, как прибор с медной обмоткой при прочих одинаковых характеристиках.
Кроме технических параметров, важно подобрать сварочный трансформатор по приемлемой цене. Если не планируется сварка очень толстых металлических конструкций, вполне достаточно сравнительно недорогого бытового прибора.
![]()
![]()
Разновидности
Трансформаторы бывают нескольких типов в зависимости от количества фаз, на которые они рассчитаны:
- однофазные;
- трехфазные;
- гибридные.
Однофазные рассчитаны на бытовую сеть в 220 В. Трехфазные – на промышленную в 380 В. Есть модели трансформаторов, работающие от любой сети, но в этом случае меняются их параметры мощности.
Также различают разные виды приборов в зависимости от типов конструкции. Есть аппараты с номинальным и увеличенным магнитным рассеиванием, а также с тиристорным фазорегулятором.
Некоторые трансформаторы работают на постоянном или переменном токе. Бытовые приборы обычно используют переменный ток. Приборы на постоянном токе в своей конструкции содержат выпрямитель. Они применяются на стройке для варки не только черных, но и цветных металлов.
Трансформаторы бывают также однопостными и многопостными. В первом случае можно подключить только один рабочий электрод. Многопостный прибор позволяет использовать сразу несколько электродов и работать одновременно с разными деталями.

