

Трубы профильные прокатка
Прокатка, радиусная гибка профильных труб

Производство любых металлических сооружений – ангаров, бытовок, теплиц, навесов для автомобилей, беседок, игровых и спортивных комплексов, нестандартных эксклюзивных изделий – практически всегда включает в себя такой процесс, как радиусная гибка труб. Огромным спросом пользуются сварные металлоконструкции и изделия из тонколистового железа, алюминиевого профиля, декоративной и нержавеющей стали. Технология гибки металла применяется для стандартных и радиусных отливов, козырьков, парапетов, заборных колпаков, вентиляционных решеток, москитных сеток, коньков, флюгарок на каминные и печные трубы. Решетки, кронштейны, ставни, детали дверей и садовой мебели, лестничные ограждения, декоративные элементы ландшафтного дизайна, заборы и ворота — везде требуется гибка металла.
Гибка металла позволяет избежать применения сварки, следовательно, конструкция получается монолитной, более прочной, способной выдержать большую нагрузку. По прошествии времени под влиянием различных неблагоприятных факторов коррозия способна нарушить целостность сварных швов, тогда как гнутое изделие останется неизменным.
Радиусная гибка металла выполняется с применением современного высокоточного оборудования, позволяющего получить качественное изделие в сжатые сроки. Применение прогрессивных технологий позволяет сгибать трубы большого диаметра или профильные трубы с высокой (до 0,01 мм) степенью точности без деформации металла, при этом совершенно неважно, из какого металла или сплава выполнены трубы. При этом гибка осуществляется по точным размерам, с соблюдением заданных радиусов и углов.
Оборудование для резки и радиусной гибки металла
Однако качественная резка и гибка металла, в том числе изготовление профилей, труб, полос и геометрических форм, невозможна без применения специального высокоточного оборудования: станков и ручного инструмента. Такое оснащение необходимо строительным, вентиляционным, рекламным компаниям, а также предприятиям других отраслей.
Оборудование для гибки металла, а также его резки, выпускают американские фирмы TAPCO, VAN MARK, MALCO, немецкие – Shelcht, швейцарские – TRUMPF, южноафриканские – ELECTRABRAKE и пр. Многофункциональные стационарные и переносные станки оснащаются электроприводом, пневматическим или электромагнитным прижимным механизмом, имеют различную длину рабочего поля, ограничение глубины подачи листа. С их помощью изготавливаются основные конструкции, закрытые короба, профили, доборные элементы кровли, наличники, отливы, комплектующие вентиляции и т.д.
Российские производители тоже не отстают от зарубежных конкурентов. Например, станок СПР-1250 мм производит поперечный раскрой рулонного металла, а ППР – продольно-поперечную резку для изготовления шаблонов определенных размеров. Кроме этого, предусматривается возможность резать листовой металл на полосы и наносить перфорацию.
Изделия цилиндрической формы – обечайки, трубы, воздуховоды, желоба водостоков – производятся при помощи гибочных вальцов. Для формирования лежачего фальца в производстве воздуховодов и водостоков прямоугольного и круглого сечения предназначено фальцегибочное оборудование. С помощью фальцеосадочного станка можно придать дополнительную герметичность и эстетичный внешний вид продольному шву на заготовке любого сечения.
Профессиональный ручной инструмент предназначен для резки металла, вырезания кругов, пробивки отверстий, соединения листов без применения заклепок, гибки художественных ажурных изделий из металлического прутка, полосы, прямоугольной или круглой трубы, имитации ковки. Станок для гибки металла называется трубогибом. С его помощью производится радиусная гибка объемных конструкций из стальной полосы, квадрата, арматуры, трубы прямоугольного или круглого сечения.
В последнее время появились гидравлические листогибочные станки с программным управлением. Такие станки позволяют выполнять самые сложные изделия с пространственной гибкой, например, согнуть профильную или круглую трубу в коническую спираль. В память станков закладываются геометрические шаблоны, по которым автоматически выполняются операции.
Технология холодной гибки трубы
Существуют различные способы гибки труб. Выбор конкретной технологии зависит от множества факторов: угла поворота трубы, радиуса изгиба, вида и марки стали, размера сечения, типа сварного шва и т.д. Ниже описаны несколько способов холодной гибки труб. Изделия диаметром до 40 мм с большим радиусом кривизны обычно гнут в холодном состоянии с применением простых ручных приспособлений с неподвижной оправкой, прикрепленной с двух сторон к верстаку при помощи скобок. Труба, предназначенная для гибки, вставляется между хомутиком и гибочной оправкой и посредством нажатия гнется по желобообразному углублению.
Холодная гибка труб диаметром до 20 мм производится при помощи приспособления, включающего в себя плиту, гибочный и нажимной ролики, рукоятку, упор и зажимное устройство. Механизм закрепляется в слесарных тисках. Поворот рукоятки заставляет подвижной ролик давить на трубу и огибать ее по гибочному ролику до упора. На этом участке труба меняет форму, образуя два изгиба. Гибка труб холодным способом в кольцо производится на трехвалковом гибочном станке. Процесс гибки значительно облегчает предварительное смазывание наружной поверхности трубы машинным маслом. Для того чтобы получить кольцо, труба изгибается в несколько этапов-переходов, после каждого из них форма изделия совершенствуется, приближаясь к ровному кругу.
Таким образом, столь сложная в прошлом операция как гибка круглых и профильных труб в настоящее время выполняется быстро, качественно, точно, без дефектов и разрывов. При этом выгнутые изделия полностью сохраняют прочность и способность выдерживать механические нагрузки.
Трубы профильные: прокатка
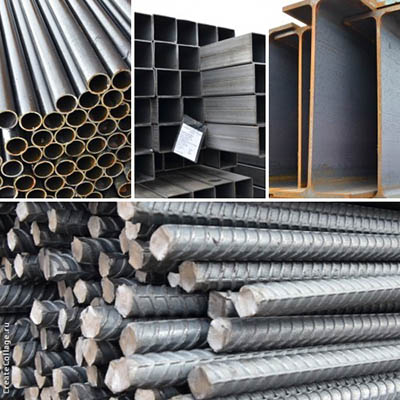
Труба профильная – это металлическая труба, имеющая прямоугольное или квадратное сечение. Ее можно изготовить из любого материала, но в основном – из стали, поскольку это высокоуглеродистый сплав, значит, имеет пластичность. Благодаря этому качеству посредством деформации могут быть изготовлены любые профиля. Профильная труба может иметь различные сечения, в зависимости от заказов и спроса потребителей. Рассмотрим эти характеристики, в том числе и такую, как прокатка профильной трубы.

Четыре ребра позволяют профильной трубе быть устойчивой к сгибающему давлению, а благодаря плоскости она хорошо прилегает к различным поверхностям.
Особенности таких изделий
Изготавливается она с использованием холодной или горячей деформации материала. Труба, изготовленная холодным способом, имеет повышенные технические характеристики, четыре плоскости и ребра жесткости. Ребра позволяют трубе быть устойчивой сгибающему давлению, а благодаря плоскости она хорошо прилегает к различным поверхностям.
Трубы профильные внутри пустотелые, значит, это легкий и в то же время прочный конструкционный материал. По своей прочности она не уступает стальному брусу, однако, из-за незначительного веса ее нельзя использовать в сооружениях с жесткими каркасами зданий или разнообразных металлических конструкций.
Профильную трубу применяют в процессе монтажных и ремонтных работ.

Технологический процесс изготовления профильных труб.
В строительстве используют трубы, имеющие большое сечение, а в производстве бытовой техники, мебельной промышленности и медицине используют трубу малого сечения.
Прокатка или же обработка определенных заготовок под давлением валков называется вальцовкой. Ее форма при этом непрерывно меняет свою форму по всей длине. Благодаря вальцовке структура заготовки становится плотнее, тем самым улучшаются ее основные свойства.
При вальцовке технологические процессы идут в определенном порядке.
- Подготовка вальцов.
- Прокатать лист или брусок.
- Промежуточный отжиг, обработка трещины и заусеницы, которые могут быть на заготовке.
- Последний раз прокатать и затем отжиг.
Важное условие вальцевания высокого качества – отсутствие на заготовке трещин и заусенцев. Появляются они в процессе довольно сильного обжима валками бруска в результате неравномерного напряжения, которое появляется в процессе вальцевания и при неравномерном отжиге.
В случае возникновения дефектов, необходимо сразу остановить прокатку, поскольку они могут дальше углубляться и начать увеличиваться.
Вальцовка: некоторые характеристики

Виды сечения профильных труб: 1 квадратное, 2 прямоугольное, 3 плоскоовальное, 4 круглое.
Вальцовку металла применяют для того, чтобы уплотнить, сплющить и сдавить пропускаемые листы. А также для того, чтобы придать им лоск и равномерную толщину. Этот процесс может осуществляться при обоих способах обработки.
При этом нагревают и пропускаемые листы и валы. В процессе вальцевания используются различные степени надавливания и валы разной твердости. Например:
- деревянные;
- чугунные;
- стальные;
- закаленные;
- или отпущенные.
Листогибочные вальцы применяют на различных производствах. Особой популярностью они пользуются на металлургических заводах при обработке и приданию металлу различных форм.
Большая роль им отводится в процессе обработки листовых материалов из стали, цинка, меди, железа и цинка.
Разновидности изготавливаемых вальцов
Вальцы, которые применяют на заводах, бывают различной величины. Самыми небольшими считаются валы с диаметром 5-7 дюймов, и длиной до 9 дюймов.
- листогибочными;
- трехвалковыми;
- или четырехвалковыми. Их применяют в производстве в тех случаях, если листовому металу необходимо придать радиусную или круглую формы.

Вальцовочные станки: 1. ручной, 2. гидравлический.
В зависимости от вида производства используют вальцы разной сложности.
Ручные вальцы целесообразно использовать в мелкосерийном или единичном производстве. Но, если увеличивается структура сложности и объем, то конечно, применяют гидравлические или электромеханические вальцовочные станки.
Данное оборудование – разновидность листогибочных станков и предназначается для обработки листового материала. Чтобы выполнить различные работы применяют различные модели листогибочных вальцов. Могут быть выполнены работы по изготовлению: водосточных желобов, вентиляционных шахт, трубы различной конфигурации и ассортимента, внутренней облицовки дымохода, а также многое другое.
Без таких станков и без фальцепрокатных и зиговочных станков невозможно проведение кровельных работ.
Листогибочные вальцы имеют ручной привод, они более простые и недорогие станки в сравнении с электропроводными изделиями.
Технические характеристики
- Валы распложены асимметрично.
- На верхнем валу есть откидной затвор, у которого есть возможность проворачиваться при необходимости изъятия гнутой детали.
- Установка под углом заднего вала с целью формирования конусной детали;
- Наличие конического приспособления (наладки).
- Быстрая установка нижнего вала.
- Имеется ходовой винт с цифровой индикацией с целью точной установки заднего вала.
- Стандартная комплектация электромеханических вальцов отличается от ручных только присутствием привода.
Надежность монтажа и качество вальцевания труб находятся в полной зависимости от двух составляющих: класс, характеристики квалификации и оборудования, опыта работников.
Как выполняется прокатка профильной трубы – оборудование, технология
Прокаткой профильной трубы называют технологическую процедуру, в результате которой изменяется продольный профиль изделия. Для этого потребуется наличие особого станка для прокатки труб, с характерной для него высокой производительностью, которая необходима для изготовления изогнутых элементов металлических конструкций.

Описание материала
Профильная труба относится к особенному сорту проката, с помощью которого собираются металлические конструкции разных размеров и функций. Отличается такой металлопрокат наличием многогранного или овального профиля на поперечном сечении. Чаще всего его формой выступает квадрат или прямоугольник. Само собой, что трубопроводы и другие транспортные коммуникации из таких труб не делают.

Объясняется подобное ограничение слабым сопротивлением внутреннему давлению и недостаточными пропускными характеристиками. Дело в том, что профильные трубы изготовляются из ленточного штрипса, что в основном не предусматривает надежное формирование надежных соединительных участков. Как результат, в случае использования данного материала для изготовления трубопроводов, существует большая вероятность порывов.
Какие бывают профильные трубы
Когда говорится о профильных трубах, в основном имеются в виду квадратные, овальные или прямоугольные изделия. Что касается способа производства, то они бывают шовными или бесшовными, с отпуском или без. Отпуском называют специальную процедуру, в результате которой снимаются внутренние напряжения после того, как профиль сформирован.
В целом можно сказать, что сортимент профильных труб настолько разнообразен, что для его нормирования потребовалось несколько ГОСТов. К примеру, профильные трубы квадратного типа определяются ГОСТом 8639-82.

Данные нормативные документы содержат указания параметров, по которым изготовляются профильные трубы тонкостенного и толстостенного типа. Верхней габаритной чертой для них является размер 180х180 мм, при толщине стенок 8-14 мм. Самой маленькой профильной трубой выступает квадратное изделие миллиметровой толщины, с размером грани в 10 мм. Из этих значений определилась технология, по которой данный прокат подвергается продольной деформации.
Пустотелая балка размерами 18х18 см, где толщина стенок доходит до 1,5 см, может быть согнута только при помощи особой техники.
Особенности вальцовки
Продольная прокатка профильной трубы построена на вальцовке, что очень сильно напоминает прокатный стан. Как результат, вальцовочному станку для проката профильных труб был сообщен пирамидообразный вид.
Здесь имеются два нижних и один верхний цилиндр: с помощью нижних элементов осуществляется транспортировка, а верхнего вальца – деформация проката. Прокатный станок для профильной трубы обладает очень понятной схемой работы: труба ложиться поверх нижней пары вальцов, с последующим поджиманием к верхнему цилиндру.

Благодаря этому прижимному воздействию, передаваемого на верхний цилиндр, достигается прогиб трубы, с дальнейшим деформированием продольного профиля. После включения «подачи» (нижнего привода) происходит распространение участка деформации по поверхности всей обрабатываемой трубы.
Как правило, при помощи одного прихода длинный профиль особо не деформируешь. Однако эту операцию можно повторять сколько угодно много раз. Это позволяет формировать как дугообразные, так и закольцованные профили.
Какие бывают вальцовочные станки для прокатки
Собирая металлоконструкции, приходится использовать самые разные заготовки. Для их получения используются самые разнообразные вальцовочные агрегаты.
Наиболее популярные в настоящее время станки для прокатки:
- Вальцовые листогибы. С их помощью деформируют листовой прокат. Трубы в таких станках обработать не получится по причине очень малого зазора между транспортирующими и деформирующими элементами. Вальцевые листогибы используются там, где требуется изготовить тонкостенные фасонные детали – отливы, желоба и т.п.
- Трехвальцевые станки. С помощью такого устройства можно деформировать и трубы, и листы. Кроме этого, станки данного типа дают возможность обработки профильного проката (уголков и пр.). Генератор прижимного усилия определяет уровень мощности и производительности данного оборудования. На станках с обычной струбциной, с которой связан прижимной вальц, производительность находится на отметке ниже среднего: изготовить подобный прокатный станок для профильной трубы своими руками под силу любому слесарю. При использовании вместо струбцины гидравлического привода станок данного типа может сгибать даже тавровые балки.
- Станки с четырьмя вальцами. Это оборудование считается наиболее мощным из всех приспособлений данного типа. При помощи данных трубогибов можно изготовлять не только дуговые, но и кольцевые профили. На четырехвальцевых станках используют исключительно механический привод: в этом отношении они отличаются от трехвальцвого оборудования, которое может быть как частично, так и полностью ручное. Это предусматривает реализацию прокатки профильной трубы своими руками, при помощи физических усилий рабочего. Чтобы повысить мощность станка, приходится усложнять его конструкцию и повышать уровень энергопотребления. Это объясняет, почему на предприятиях, где профильная труба изготовляется в массовом масштабе, используется в основном четырехвальцевый трубогиб: своими руками профилегиб данного типа изготовить вряд ли получится.
.. | Металлопрокат. Применение. Виды металлопроката. Производство металлопроката.
Трудно себе представить какую- либо сферу человеческой деятельности, производство или какое-нибудь строительство без применения металлопроката. Металлопрокат — это готовая продукция определённой формы и размеров, получаемая на прокатных станах из железной руды с помощью горячей, холодной или тёплой прокатки, обжатия металла специальными валками. В зависимости от вида металла, из которого произведён прокат, различают:
прокат из нержавеющей стали.
Чёрный металлопрокат производят из стали, чугуна, их сплавов. Его применяют на производстве, где требуется надёжность и долговечность.  Цветной металлопрокат производится из алюминия, меди, олова, цинка, свинца, латуни, хрома, магния, никеля и др.; также редких и драгоценных металлов. Компания ЗАО «Металлоторг» реализует чёрный металлопрокат. Чёрный прокат более дешёвый, но обладает большей прочностью и износостойкостью, чем цветной. Цветной применяют в тех областях,где требуются его специфические свойства: в медицине, авиации, приборостроении, электронике или космической промышленности.
Цветной металлопрокат производится из алюминия, меди, олова, цинка, свинца, латуни, хрома, магния, никеля и др.; также редких и драгоценных металлов. Компания ЗАО «Металлоторг» реализует чёрный металлопрокат. Чёрный прокат более дешёвый, но обладает большей прочностью и износостойкостью, чем цветной. Цветной применяют в тех областях,где требуются его специфические свойства: в медицине, авиации, приборостроении, электронике или космической промышленности.
Чёрный металлопрокат используют в строительстве зданий и сооружений, в машиностроении, самолётостроении, энергетике, химической промышленности. Незаменим чёрный прокат в приборо-, вагоно-, транспорто- и судостроении, в прокладке канализации, нефте- и газопроводов. Также применяют его в отделке зданий, кровельных работах, в военной промышленности, в строительстве шахт, в производстве мебели, металлоконструкций, бетонных перекрытий, панелей, станков и многом другом. Не обходится без металлопроката и устройство частных, дачных сооружений.
Человеку, столкнувшемуся с металлопрокатом, со строительством или производством, необходимо владеть такими терминами, как сортамент и профиль. Сортамент металлопроката — это совокупность прокатных профилей, которые отличаются формой и размерами. Профиль металлопроката — форма поперечного сечения изделия.
Прокатка стали производится следующими способами:
Применяются слитки, которые нагревают и прокатывают на отжимных станках. Удаляются с поверхности металла все дефекты,а затем повторно нагревается и прокатывается.
В специальных машинах используется непрерывное литьё, а затем прокатывается металл, как в первом методе.
Прокат по способу прокатки и форме различают:
листовой металлопрокат , или плоский (по виду продукции поставляется лист металлопрокат и рулонная сталь, полоса стальная) .
Листовой металл производится тонколистовой и толстолистовой. Листовая сталь делится по нормируемым характеристикам на категории (от 1 до 5), а так же по качеству отделки поверхности на группы (от 1 до 4й группы поверхности). Листовая и рулонная сталь подразделяется по точности прокатки и по плоскостности, лист металла по характеру кромки и способности к вытяжке. Производят лист стальной с рифлением (ромбическим или чечевичным) и профнастил.
сортовой прокатстальной ( прокат сортовой круглый , прямоугольный, квадратный, шестигранный, сортовая сталь арматура),
Прокат круг и можно преобрести в прутках, бухтах и поковках; прокат сортовой горячекатаный и холоднокатаный; круг стальной с различной группой поверхности (1 — 3). Квадрат стальной отличают по точности прокатки. Шестигранники делятся по способу обработки (для обработки давлением, механической обработки или для холодного волочения), по назначению (в зависимости от марок стали и состава), по химическому составу, по качеству поверхности и состоянию металла.
Арматурастроительная делится, в зависимости от наличия рифления, на гладкую и рифлёную. По механическим свойствам арматурную сталь подразделяют на классы: 1 (гладкая) , 2— 6 (рифлёная).
Металлопрокат трубы бывают: труба сварная и труба бесшовная ; профильными и круглыми. Различают трубу профильную: трубу квадратную ( квадрат прокат ), прямоугольную и гнутый замкнутый профиль. Круглая труба стальная делится на трубу электросварную , стальную водогазопроводную и магистральную.

|

|
и фасонный прокат (двутавр, швеллер прокат , уголок прокат , рельс).
Двутавр ы ( балка двутавровая) бывают с параллельными гранями полок (нормальные, широкополочные и колонные) и с уклоном внутренней грани полок (обычные,специальные, монорельсовые).
Швеллер стальной также имеют различие: компания ЗАО «Металлоторг» поставляет швеллер стальной горячекатаный и специальный швеллер; с параллельными гранями полок и с их уклоном.
Уголок стальной используют неравнополочный и уголок равнополочный; высокой и обычной точности прокатки.
По способу производства и температуре, при которой производят изделие, металлопрокат компании делят на:
По типу обработки поверхности прокат разделяют на:
Наша компания рада предложить чёрный металлопрокат следующих сталей: строительной (углеродистой обыкновенного качества), конструкционых, инструментальных, легированных и сталь металлопрокат особого назначения. Также мы поставляем лист оцинкованный и трубу оцинкованную . Получить более подробную информацию, купить металлопрокатв розницу и металлопрокат оптом , узнать стоимость металлопроката за штуку или за тонну, получить данные справочника металлопроката, как купить железо с другого города, посчитать поставку металлопроката до клиента можно у наших менеджеров металлопрокат а. Посмотреть прайс наметаллопрокат онлайн, вес металлопроката, таблицы металлопроката, таблицу весов металлопроката можно на нашем сайте.
|

|
© 2001-2020 АО Металлоторг, Все права защищены
металлопрокат, катанка, оцинковка, листы хк, гк, листы оцинкованные холоднокатаные, профильные трубы
Металлоторг — продажа металлопроката
Как изготовить станок для прокатки металлической профильной трубы своими руками
Существует масса кустарных способов изогнуть профтрубу, но качественный результат можно получить только при прокатке металлопрофиля. Самым же эффективным способом прокатки является использование профилегибочного станка. Если требуется не серийное, а штучное производство арок, дуг или волн, то с задачей поможет справиться даже самодельный аппарат.
Что такое прокатка
Для возведения строений и конструкций из металлопрофиля нередко требуется труба изогнутой формы. Металлические дуги используются для изготовления навесов, козырьков, беседок, теплиц и других надворных построек и малых архитектурных форм. Из гнутых профтруб малого сечения создают элементы дизайна интерьеров и экстерьеров: ограды, ворота, стойки лестничных перил, полки, подсвечники и многое другое.
При этом придать профтрубе нужную форму без специального оборудования довольно сложно, а сделать несколько дуг одинаковой формы – почти невозможно. Тонкостенные изделия гнутся относительно легко, но при этом невозможно проконтролировать угол и радиус изгиба. К тому же в стенках при таком сгибании создаются очаги напряжения, а на внутренней стороне изгиба появляются складки, из-за чего готовое изделие имеет низкую прочность и малый срок эксплуатации.
Создать арку можно и при помощи сварки и болгарки – надрезать стенки, раздвинуть надрезы и, заполнив зазоры припоем, заварить. При наличии опыта подобных работ, небольшое количество арок изготовить возможно, но для масштабных манипуляций и создания изгибов более сложных форм этот метод не подходит – слишком трудозатратен.

Создать красивые и прочные дуги, волны и даже спирали позволяет прокатка – технологическая процедура, при которой посредством механического воздействия постепенно меняется продольная форма трубы.
Обратите внимание! Суть прокатки в том, что изменение профиля производится таким образом, что усилие прикладывается ко всей поверхности изгибаемого участка. Нагрузка распределяется по стенкам равномерно, из-за чего не возникает большого внутреннего напряжения, и изогнутое изделие получается аккуратным и прочным.
Способы прокатки профильной трубы
Относительно бережно можно деформировать профтрубу несколькими способами:
- С предварительным нагревом. Метод используется для формования изделий, имеющих ширину более 4 см. В отрезок трубы засыпают чистый песок, торцы закрывают заглушками с небольшими отверстиями для выхода газов. Затем фиксируют заготовку и шаблон в тисках и прогревают зону изгиба до 150 градусов, то есть до появления красноты. Металл становится пластичным и поддается деформации, при этом песок помогает равномерно распределить нагревание и деформирующее усилие. Нагреть и изогнуть участок трубы необходимо за один подход, так как многократное температурное и механическое воздействие приведет к снижению прочности изделия.
Обратите внимание! Необходимо использование защитной пожаропрочной одежды и плотных термостойких рукавиц. Перед началом работ следует подготовить средства пожаротушения: ведро с водой или песком или огнетушитель.
- Холодным способом с помощью пружинного трубогиба. В качестве амортизационного устройства для профтруб с шириной менее 4 см используют пружину с крюками на концах. Длина вспомогательного устройства должна быть достаточной, чтобы разместить его в трубе вдоль всего изгибаемого участка, а поперечное сечение должно быть таким, чтобы пружина без усилия протягивалась через профтрубу, почти касаясь стенок. Заготовку с закрепленной в ней пружиной фиксируют в тисках вместе с шаблоном и медленно и плавно изгибают.
- Холодным способом с помощью профилегибочного, или вальцовочного, станка. Рабочей частью устройства являются три параллельных цилиндрических валика, средний из которых расположен выше крайних. Труба пропускается между вращающимися цилиндрами, при этом заготовка опирается на нижние, а верхний прижимает ее вниз, заставляя деформироваться. Для получения изгиба нужного радиуса трубопрофиль прокатывают несколько раз – при поэтапной деформации равномерно распределяется сила воздействия и не возникает складок на внутренней стороне дуги и неравномерного растяжения на внешней.
Первые два способа подходят для прокатки труб вручную в случаях, когда не требуется изготовления большого количества гнутых деталей. Чтобы придать профилированному изделию нужную форму, придется потренироваться. Без опыта проведения подобных манипуляций желаемого результата достигнуть сложно.

Третий способ не требует особых навыков, позволяет изготавливать большое количество дуг, волн и спиралей и отличается высокой точностью, но для такого трубопроката нужен станок.
Виды вальцов для изгиба профильных труб
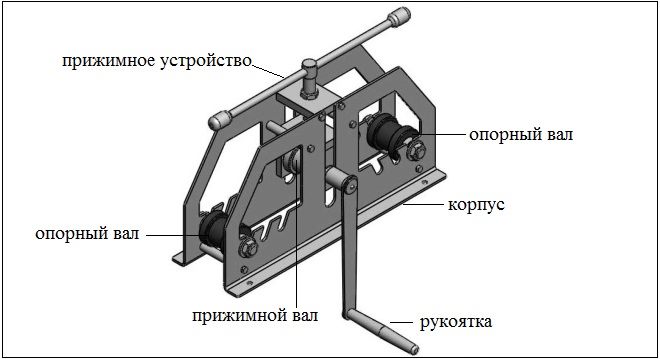
Прокатное устройство для деформации профтрубы коротко называют профилегибом или по аналогии с его рабочей частью – вальцами.
Устройство рабочего органа профилегибочных станков одинаково:
- корпус или станина – массивное основание конструкции,
- три вала-цилиндра – два опорных и один прижимной или ведущий,
- струбцины – насадки, фиксирующие положение труб разного размера на валах,
- устройство, регулирующее положение ведущего вала,
- управляющий механизм, отвечающий за движение валов.
Обратите внимание! Говоря о видах вальцов для изгиба профильных труб, имеют в виду не рабочие валы станка, а тип устройства в целом.
Классификация трубогибов для профтруб подразумевает разделение по способу управления устройством.
Различают несколько видов вальцов: гидравлический, электрический, ручной или механический.
Гидравлические профилегибы
Оснащены гидравлическим приводом, благодаря чему работают с большой производительностью. Опорные валы в гидравлическом станке подключены к приводу и не просто направляют трубу, а продвигают ее с нужной скоростью. Таким образом, аппарат работает без помощи человека, сводя задачу оператора к нажиманию кнопок и визуальному контролю за процессом. Такие станки – самые мощные, точные и высокопроизводительные, но массивные и дорогие. Использование гидравлических вальцов целесообразно только в условиях промышленного предприятия.

Электрические вальцы
Опорные и прижимной валы соединены цепью и вращаются с одинаковой скоростью, обеспечивая подачу и транспортировку заготовок. Такой аппарат дешевле и легче гидравлического, подходит для мелкосерийного производства трубопроката. Однако электровальцы имеют значительные габариты и вес, а для работы им необходимо подключение к электросети, поэтому сферой применения являются небольшие предприятия и частные мастерские. Покупать или изготавливать электрический трубогиб для возведения одной-двух надворных построек нецелесообразно.

Механический профилегибочный станок
Такой прибор компактен, мобилен, недорог и даже может быть изготовлен самостоятельно. При этом управляется аппарат вручную, что при изгибании труб с большим сечением требует серьезных трудозатрат. Производительность ручных вальцов низкая, поэтому используют такие устройства только для штучного изготовления гнутых профильных труб.

Самодельные приспособления
Покупка даже ручного профилегиба не всегда оправдана: если необходимо несколько дуг для возведения навеса, беседки или теплицы, приобретение аппарата сведет на нет всю экономию от самостоятельного изгибания труб, так как в итоге окажется, что дешевле было купить готовые изделия.
При наличии опыта работы со сварочным оборудованием, можно соорудить ручной вальцовочный станок самостоятельно. При этом готовые вальцы по эффективности не будут уступать заводским моделям и аппарат при желании можно будет доработать, оснастив для повышения производительности электромотором.
Как изготовить станок для прокатки самостоятельно
Для изготовления вальцов потребуются следующие инструменты и материалы:
- сварочный аппарат,
- электродрель со сверлами по металлу,
- шлифовальный аппарат,
- шуруповерт или набор ключей,
- молоток,
- толстостенные профтрубы или листовой металл,
- заготовки валов (цилиндров) и струбцин (колец), выточенные на токарном станке,
- винт с крестообразной рукоятью,
- ручка или накидной ключ,
- цепь с цепным механизмом – при желании.
Последовательность изготовления вальцов:
- Первыми изготавливают валы и струбцины – эти детали обычно покупают или заказывают в токарной мастерской, так как без специального оборудования сделать их невозможно.
- Изготавливают боковые части станины в форме перевернутой “Т” или трапеции с вертикально срезанными нижними углами.
- Изготавливают каретку – П-образную конструкцию с полумесяцами для размещения прижимного вала на вертикальных сторонах и отверстием для его штока с одной стороны. В центре горизонтальной части каретки делают отверстие для винта регулирующего устройства.
- В середине боковых элементов станины приваривают по две параллельных направляющих для каретки. Между направляющими прорезают канал для свободного движения штока прижимного вала. По краям вырезают отверстия и приваривают опоры для боковых валов.
- Проверяют свободный ход каретки в направляющих.
- Устанавливают валы на места и приваривают нижнюю часть корпуса.
- Изготавливают верхнюю часть корпуса – крышу с отверстием для регулирующего винта в центре. К отверстию приваривают цилиндр, который предотвратит перекос регулировочного устройства.
- Завершают сборку станины, приваривая крышу и дополнительные распорки, фиксирующие взаимное расположение боковых стенок.
- Устанавливают винт, пропуская его сквозь отверстия в крыше станины и горизонтальной части каретки.
- Закрепляют ручку или накидной ключ на штоке прижимного вала.
Обратите внимание! При желании можно установить цепной механизм, соединяющий все три вала. Такое устройство упростит работу с вальцами, снизив трудозатраты на прокатку труб.
Профильная труба: что и как?

Купить профильную трубу сегодня можно на каждой металлобазе и практически в любом магазине строительных материалов. При этом мало кто задумывается о таких интересных вопросах, как способы производства этого изделия, его разновидности и преимущества одного типа над другим. Как правило, люди в лучшем случае могут вспомнить только лишь отличия профильной трубы от обычной. Да и то далеко не все.
Казалось бы, ничего сложного в этом нет. Обычная труба, которой придали форму квадрата или прямоугольника. Но все не так просто. Как с формой, так и с методом ее получения.
Технологические особенности профилирования
Исходным материалом для производства этого изделия является обычная труба с круглым сечением. Это может быть как простая электросварная, так и труба стальная бесшовная. А еще можно встретить профильную трубу из алюминиевых сплавов и прочих материалов. Хотя все же самым популярным материалом является сталь.
Но не всякая сталь подходит на эту роль. Для того чтобы труба выдержала деформацию, сохранила при этом свою целостность и равномерность, приходится использовать качественные сорта стали, отличающиеся высокими показателями однородности и пластичности. Часто это легированные сорта, а порой даже и нержавейка.
 Теперь о самом процессе формовки. По сути, это контролируемая деформация. Которая обязательно сопровождается нарушениями внутренней структуры, возникновением напряженностей в металле. А это отрицательно сказывается на механической прочности и долговечности изделия.
Теперь о самом процессе формовки. По сути, это контролируемая деформация. Которая обязательно сопровождается нарушениями внутренней структуры, возникновением напряженностей в металле. А это отрицательно сказывается на механической прочности и долговечности изделия.
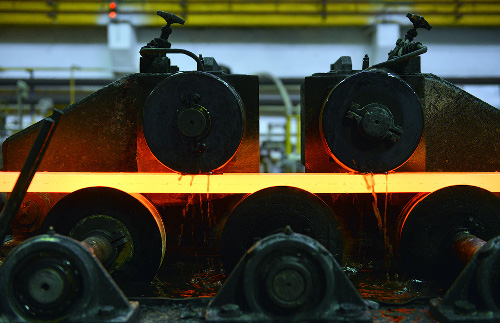
Для борьбы с последствиями деформации используется дополнительная термическая обработка — прогревание, прокаливание. Существует две технологии — горячее деформирование и холодное. Разница аналогична той, которая имеется в производстве листового проката. При горячем деформировании круглая труба вначале нагревается до таких температур, когда металл становится мягким, и уже в таком состоянии подвергается профилированию. При холодном труба вначале деформируется без нагрева, а потом прогревается в специальной печи для снятия возникших напряженностей в металле. У каждого способа есть свои достоинства и недостатки.
Горячедеформированная труба дешевле, так как техпроцесс ее производства более простой и менее затратный. Но эта технология в принципе не позволяет получить профиль с высокой точностью. Другими словами, отклонения по размеру будут больше, чем у холоднодеформированной трубы. Это объясняется тем, что невозможно обеспечить равномерный прогрев металла при его прокатке на станке. Второй недостаток заключается в том, что при горячей формовке изделие подвергается воздействию атмосферного воздуха, который формирует на поверхности трубы окалину. Это тоже сказывается отрицательно на качестве изделия.
Холодная деформация лишена этих недостатков, но имеет свои. Для профилирования холодного металла нужно большее усилие, соответственно, необходим станок более высокой мощности и прочности. В техпроцессе возникает дополнительная процедура, которая увеличивает общее время изготовления и стоимость готовой продукции.
В итоге тем, кто решил – «куплю профильную трубу подешевле», стоит обратить внимание на горячедеформированное изделие. Тем же, кому нужен более качественный продукт, пусть и дороже, стоит искать профиль холодной прокатки.
Труба стальная бесшовная как материал для профилирования
Теперь несколько слов о выборе трубы. Сегодня практически все стальные трубы производятся либо электросваркой, либо по бесшовной технологии. И оба этих типа применяются при производстве профильных труб.
По объему преобладает производство из электросварной трубы. Этот вариант дешевле и мало чем уступает бесшовной. В большинстве случаев можно смело выбирать трубу со швом и не волноваться.
Но в некоторых случаях все же приходится покупать более дорогой профиль из трубы стальной бесшовной. Тогда, когда нужна высокая прочность или когда профильная труба будет работать под большим давлением.
Ведь сварной шов при всех своих преимуществах все же несколько снижает прочность изделия. Металл в месте сварки слабее на 10-15 процентов. Бесшовная труба этого недостатка лишена.
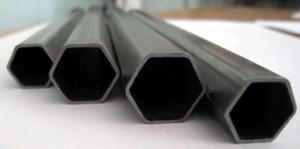
Форма трубы
Решив купить профильную трубу, нужно определиться с необходимой формой изделия. Точнее — профилем. Самые распространенные – с квадратным и прямоугольным профилем, реже встречаются с овальным. Ну а шестигранные и прочие можно считать настоящей экзотикой.
 Квадратная труба проста до безобразия. Четыре грани, четыре угла. Ее удобно использовать при создании различных конструкций именно из-за того, что все стороны одинаковы. Из нее собираются несущие конструкции, каркасы и прочее.
Квадратная труба проста до безобразия. Четыре грани, четыре угла. Ее удобно использовать при создании различных конструкций именно из-за того, что все стороны одинаковы. Из нее собираются несущие конструкции, каркасы и прочее.
Прямоугольная мало чем отличается от квадратной. Она всего лишь более прочная в одной плоскости. Если заранее известно, что основная нагрузка будет именно в одном направлении, то выбор прямоугольной трубы вполне оправдан. Она будет дешевле и легче аналогичной по прочности квадратной.
Труба с овальным профилем менее удобна в монтаже, так как предлагает только две плоскости. Зато она лишена углов, соответственно, прочнее и долговечнее. Да и внешне она выглядит привлекательнее, поэтому именно овальную трубу чаще всего используют в отделочных работах. Справедливости ради стоит отметить, что на самом деле профиль этой трубы не является эллипсом. Но ведь настоящий овал вообще мало кому нужен, да и в производстве сложен.
Еще один интересный момент. В большинстве случаев покупают профильную трубу для сборки конструкций. Поэтому многие забывают, что ее можно использовать и как обычную трубу — для транспортировки сыпучих, жидких или газообразных веществ. Ведь профиль после изготовления проходит обязательную проверку на целостность. И в таком применении профильная труба также имеет некоторые плюсы. В частности, ее легче монтировать на плоскую поверхность.
В целом же можно отметить, что далеко не все преимущества этого изделия раскрыты инженерами и строителями.
Феррос
Наши сотрудники ведут свою деятельность начиная с 2003 года. Направление, которое легло в основу нашей компании, это поставки, транспортировка и продажа металлопроката, а также его производных, таких как оцинкованные, электросварные и нержавеющие трубы, стальная и двутавровая балка, трубы ВГП, стальные отводы, листовой прокат, профнастил и т.д.
Продукция и услуги
Компания предлагает богатый ассортимент металлопроката, значительную долю которого составляет черный металлопрокат, оцинкованные трубы, стальная балка, а также широкий ряд других изделий. На сайте представлены все основные типы труб: оцинкованные трубы, нержавеющие трубы, чугунные, бесшовные и электросварные трубы. А также жаропрочные нержавеющие трубы и нержавеющие трубы ВГП.
Наши преимущества
Компания ценит своих клиентов и делает все возможное для того, чтобы процесс приобретения продукции был максимально простым и удобным, а ее ассортимент металлопродукции был разнообразен и своевременно пополнялся. Так, например, если вы хотите купить балку редкого типа или размера, либо подобрать нужные вам нержавеющие трубы, достаточно лишь подать заявку нашему менеджеру, и мы найдем то что вы искали.
Металлопрокат: ассортимент, характеристики и применение

Металлопрокат – это общее название продукции разного вида и назначения, изготовленной из различных металлов и их сплавов. С помощью технологии прокатывания на станках получают изделия, которые классифицируют на несколько групп:
- листовой прокат – холоднокатаные листы, рулоны, полосы, горячекатаные толстые и тонкие изделия;
- сортовой металлопрокат – фасонный (швеллеры, рельсы, уголки и т.д.) общего или специального (рельсы, изделия для судостроения или нефтепромышленности) и простой (квадрат, круг, полоса и пр.);
- трубы – круглые бесшовные, сварные и прочих форм с изменяемым размером сечения или профильные.
Обработанные на станке заготовки могут иметь разную форму в зависимости от отрасли применения и назначения. Металлопрокат используют в строительстве, производстве и многих других сферах.
Также продукция делится на два типа по виду металла:
- Цветной металлопрокат – заготовки из олова, меди, латуни и других металлов. Используется в машино-, приборо- и самолетостроении, где часто требуются эластичные и легкие детали для сборки самолетов.
- Черный металлопрокат – изделия из чугуна и стали. Востребованы в производственных отраслях, где важнейшими качествами деталей являются долговечность и надежность.
Особенности производства металлопроката
Существует два способа прокатки стали:
- Металлические слитки, которые используются для изготовления заготовок, нагреваются и прокатываются на отжимных станках. Перед последующим нагревом удаляются все дефекты. На заключительном этапе производится прокатка уже готовой продукции.
- В специальных агрегатах постоянно производят металлопрокат из жидкого материала. Данный способ обладает определенными преимуществами, особенно при изготовлении деталей из цветного сырья. Заключительным этапом процесса также является прокатка готового товара.
Производство сортового металлопроката включает такие этапы, как нагрев, подачу заготовки, прокат, резку, охлаждение, удаление дефектов, контроль качества готового изделия и отправку заказчику. Листовой металл изготавливается в похожем процессе, во время которого его еще размечают и разрезают. Прокатка труб состоит из создания отверстий в заготовке (прошивки), удлинения изделия (раскатки) и уменьшения толщины стенки заготовки, калибровки или редуцирования.
Цветной металлопрокат востребован в большей степени из алюминиевых сплавов, меди, цинка. Прокатка алюминия состоит из выравнивания перед прохождением других этапов, правки, фрезеровки, двустороннего накладывания листов, нагрева и горячей прокатки, обжига и холодной прокатки.
Популярные виды металлопроката
Востребованными изделиями, которые предлагаются производителями чаще других, являются:
- Балки – фасонная продукция из низколегированной или углеродистой стали в форме брусьев, наклонных или горизонтальных.
- Арматура – вид сортового проката, представляющий собой пруты из стали с гладкой или ребристой поверхностью, использующиеся для армирования железобетонных сооружений.
- Швеллеры – фасонные профили с сечением в виде буквы «П», которые применяются в различных сферах промышленности, в строительстве для возведения опор и несущих конструкций, для сооружения мостов, в станко- и машиностроении.
- Стальные листы – металлические пластины, холодно- либо горячекатаные, разной толщины.
- Профнастил – изготовленные методом холодного проката тонкие металлические листы, оцинкованные и грунтованные, стеновые, кровельные, несущие, с ребрами жесткости, придающими им дополнительную прочность.
- Трубы – полые изделия с различным сечением, водогазопроводные, электросварные, применяющиеся для строительства нефтепроводов, сетей водо- и теплоснабжения, трубопроводов разного назначения, а также используемые в строительной сфере.
Ассортимент металлопроката и преимущества компании «Металл Сервис»
ООО «Металл Сервис» занимается производством и поставками металлопроката следующих наименований:
- арматура;
- катанка;
- двутавровая балка;
- угол;
- швеллер;
- квадрат;
- круг;
- труба;
- шестигранник;
- профнастил и других.
Полный ассортимент металлопродукции (более 2500 наименований) представлен на сайте организации. В каталоге металлопрокат с разным сечением, различного диаметра, изготовленный из стали разных марок. Вся продукция производится в соответствии с действующими отраслевыми стандартами.
Компания предлагает привлекательные цены на металл. Специалисты осуществляют оперативное и качественное обслуживание, быстро обрабатывают заказы и всегда готовы предоставить актуальную информацию о товарах и сотрудничестве по заявке. Возможны изготовление деталей эксклюзивных типоразмеров, предоставление отсрочки платежа и доставка металлопроката в любой город России.
Оставшиеся вопросы можно задать по телефону 8 800 200 68 21 или через форму связи ниже:
Cтанок для профильной трубы
Видео! Посмотреть


Станок для профильной трубы.
Предлагаем станок для производства профильной трубы.
Станок для профильной трубы применяется для проката трубы круглого сечения в прямоугольный профиль. Типоразмеры профильной трубы определяются заказчиком.
Станок позволяет организовать производство профильной трубы на вашем предприятии. Простота работы позволит вам производить сотни погонных метров в смену.

Наш станок для производства профильной трубы отличает:
компактность;
мобильность;
простота в эксплуатации;
ремонтопригодность;
рентабельность выпускаемой продукции;
быстрая окупаемость.
Схематическое изображение оборудование для производства профильной трубы:
Технические характеристики оборудования для производства профильной трубы:
| Диаметр трубной заготовки, мм | До 76 |
| Толщина стенки трубы, мм | До 4 |
| Потребляемая электрическая мощность, кВт/ч | 5,5 — 11 |
| Габариты, мм | 800 Х 2350 Х 1200 |
| Производительность, м/час | До 500 |
| Обслуживающий персонал, чел. | 2 — 3 |

Фотогалерея оборудования для производства профильной трубы
-

 » alt=» » Click to zoom ->» />
» alt=» » Click to zoom ->» />
-
 » alt=» » Click to zoom ->» />
» alt=» » Click to zoom ->» />
-
 » alt=» » Click to zoom ->» />
» alt=» » Click to zoom ->» />
-
 » alt=» » Click to zoom ->» />
» alt=» » Click to zoom ->» />
-
 » alt=» » Click to zoom ->» />
» alt=» » Click to zoom ->» />
-
 » alt=» » Click to zoom ->» />
» alt=» » Click to zoom ->» />
-
 » alt=» » Click to zoom ->» />
» alt=» » Click to zoom ->» />
-
 » alt=» » Click to zoom ->» />
» alt=» » Click to zoom ->» />
-
 » alt=» » Click to zoom ->» />
» alt=» » Click to zoom ->» />
-
 » alt=» » Click to zoom ->» />
» alt=» » Click to zoom ->» />
-
 » alt=» » Click to zoom ->» />
» alt=» » Click to zoom ->» />
-
 » alt=» » Click to zoom ->» />
» alt=» » Click to zoom ->» />
-
 » alt=» » Click to zoom ->» />
» alt=» » Click to zoom ->» />
-
 » alt=» » Click to zoom ->» />
» alt=» » Click to zoom ->» />
-
 » alt=» » Click to zoom ->» />
» alt=» » Click to zoom ->» />
Для установки оборудования специального фундамента не требуется.
Описание прокатного стана для производства профильной трубы.
Производство трубы квадратного сечения всегда было делом очень трудоемким. И если круглую трубу выпускают давно, в больших количествах и во многих городах, то квадратная труба не так часто представлена в ассортименте трубопрокатных предприятий.
На сегодняшний день мы нашли простой и удобный станок для изготовления трубы квадратного сечения (профильной трубы).
Прокатный стан для производства профильной трубы является простым в использовании механизмом, который позволяет из обычной трубы круглого сечения изготовить трубу квадратную.
Прокатный стан для производства профильной трубы спроектирован таким образом, что заказчик сам может задать нужные ему характеристики готового изделия. Станок может работать с исходной круглой трубой диаметром до 89 мм. И толщиной стенки до 4 мм.. То есть, любая труба, которая укладывается в эти предельно допустимые границы может быть отпрофилирована на этом станке.
Имея компактные размеры (800 Х 2350 Х 1200), прокатный стан для производства профильной трубы может выдавать до 500 погонных метров готовой трубы в час. И при этом требует малых затрат человеческого труда (такой станок может обслуживать 2-3 человека).
К неоспоримым преимуществам данного прокатного стана можно отнести его компактность, мобильность, простоту в эксплуатации, возможность ремонта (при необходимости). Если говорить об экономических показателях, то простота самого процесса проката трубы и разумная цена оборудования приводят к тому, что прокатный стан для производства профильной трубы позволяет сделать производство высокорентабельным, а сам стан быстро окупается.
Прокатный стан может прекрасно работать в любой местности, где рядом нет никакого крупного металлургического производства, ведь круглые трубы (заготовки) можно легко доставить из других районов, а для производства уже квадратной трубы предпринимателю не понадобиться строить огромное помещение и это производство само по себе не зависит от металлургической промышленности (может работать самостоятельно вдалеке от крупного завода).
Таким образом, если посмотреть на все преимущества, то прокатный стан для производства профильной трубы может стать прекрасным стартом нового высокорентабельного производства или значительно повысить эффективность уже имеющегося производства со старым оборудованием, которое требует больших затрат на производство того же продукта.
Вальцы для профильной трубы: делаем ручной профилегиб своими руками
Сделать вальцы для профильной трубы своими руками, используя чертежи и знание принципа работы этого полезного приспособления, вполне реально. Используя такое устройство, обладающее высокой универсальностью, вы сможете самостоятельно изготавливать из профтруб гнутые конструкции любой степени сложности.

Прокатка профильных труб для навеса на самодельном станке
Основными рабочими органами вальцов, оказывающими механическое воздействие на обрабатываемую профильную трубу, являются вращающиеся валки, количество которых может варьироваться от 3 до 5 штук. В просвете между валками как раз и происходит пластическая деформация профтрубы.
Виды устройств с вращающимися валками
Прокатка профильной трубы, в результате которой осуществляется изменение ее первоначальной конфигурации, может выполняться на оборудовании различной конструкции. Различаться такие устройства для вальцовки профильной трубы могут по типу используемого привода и по основным техническим характеристикам. Так, вальцы прокатные могут иметь:
- ручной привод (применение таких приспособлений для прокатки профильных труб требует значительных физических усилий);
- электрический привод;
- приводной механизм гидравлического типа.

Ручные прокатные вальцы как раз и служат прототипом для самостоятельного изготовления станка
Наиболее простыми (и, соответственно, недорогими) приспособлениями, при помощи которых выполняют вальцовку профильной трубы, являются ручные профилегибы. Наряду со своей надежностью и простотой использования они отличаются еще целым рядом весомых преимуществ. Конструкцию профилегиба ручного составляют следующие элементы:
- массивная станина, служащая надежным основанием для всей конструкции;
- вальцы, которые выполняют подающую и приемную функции (данные конструктивные элементы, при помощи которых и выполняется вальцевание, соединяются между собой посредством цепной передачи);
- комплект зажимных механизмов (струбцин), предназначенных для фиксации труб различного размера.
Основные части вальцов
Такой прокатный станок, отличающийся простейшей конструкцией, также оснащается специальной трубой, которая выступает в роли направляющей для изгибаемой заготовки. Следует иметь в виду, что использование такого станка требует от исполнителя приложения значительных физических усилий. Кроме того, данное приспособление не позволяет выполнять вальцевание с высокой производительностью и чаще всего применяется для несложных работ в домашних условиях. Именно поэтому конструктивная схема данного станка используется для того, чтобы сделать профилегиб своими руками. Такой простой по конструкции профилегиб позволяет выполнять вальцевание профильных труб качественно и с высокой эффективностью.
Электрический станок для вальцевания профильных труб, даже сделанный самостоятельно, обеспечивает более высокую производительность технологической операции. Объясняется это тем, что за выполнение основной операции – протягивание проф трубы через вальцы – отвечает электрический привод, мощность которого может быть достаточно большой. Именно поэтому электрические вальцы для профильной трубы, сделать которые можно и своими руками, используя чертежи, применяются как небольшими организациями или домашними мастерами, так и производственными предприятиями.

Электроприводом станок может оборудоваться и позднее, главное учесть это изначально и разрабатывать достаточно мощную конструкцию
Однако, конечно, самой высокой мощностью отличается гидравлический профилегибочный станок, своими руками изготовить который достаточно сложно. Приспособления данного типа, предназначенные для вальцевания профильных труб, используются преимущественно на промышленных предприятиях, где осуществлять такую технологическую операцию необходимо с высокой производительностью.
Самодельные приспособления для вальцевания труб
Без такого устройства, как приспособление для вальцевания профтруб, практически не обойтись в тех ситуациях, когда вы решили самостоятельно заняться ремонтом, при выполнении которого придется иметь дело с гнутыми трубами. Для этого можно приобрести серийное устройство подобного назначения или использовать профилегиб самодельный, конструкция которого не отличается высокой сложностью. Вопросом о том, как сделать профилегиб, есть смысл задаться еще и по той причине, что серийные модели стоят достаточно дорого, поэтому их приобретение (особенно если они требуются только для выполнения домашнего ремонта) не всегда целесообразно.
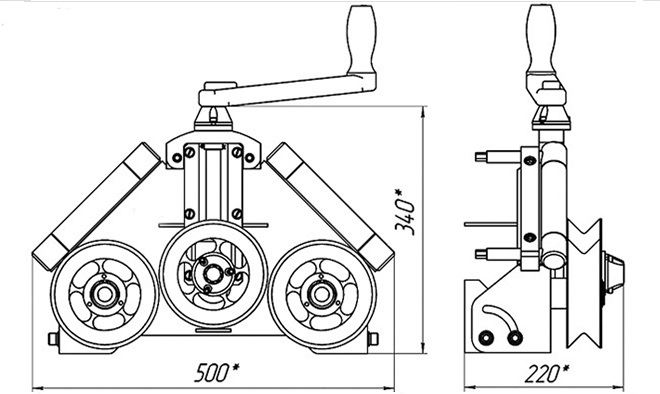
Ориентировочные размеры самодельных вальцов
Для того чтобы качественно изготовить самодельные вальцы, можно изучить теоретические сведения, просмотреть видео на данную тему, но главное – придерживаться рекомендаций тех, кто уже добился при решении этого вопроса хороших результатов. Конечно, чтобы сделать свой вальцеватель, необходимо обладать не только соответствующими знаниями, но и определенными навыками изготовления и использования различных технических устройств.
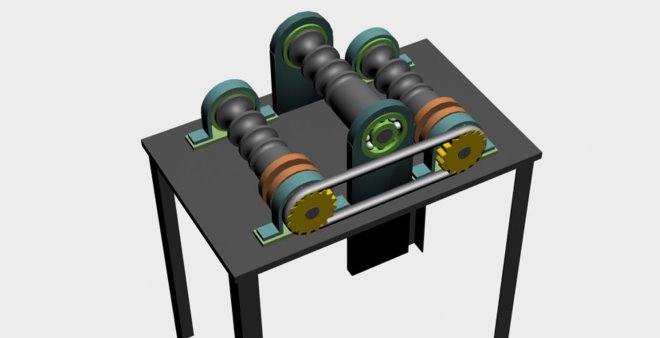
Кинематическая схема станка
Самодельные вальцы могут быть сделаны даже из подручных материалов, которые практически всегда есть в любом гараже или домашней мастерской. При этом эффективность таких вальцов, если они изготовлены с учетом всех рекомендаций, будет ненамного ниже, чем у моделей, выпускаемых серийно.
Чертежи валов станка:
Как самостоятельно изготовить профилегиб
Чтобы сделать профилегибочный станок своими руками, надо придерживаться следующей последовательности действий.
- В первую очередь изготавливается основание или станина, для чего можно использовать трубы большого диаметра или стальные швеллеры.
- Серьезное внимание следует уделить изготовлению вертикальной опоры станка, материалом для которой может послужить профиль П-образного сечения. Именно в верхней части такой опоры, которая должна отличаться высокой надежностью, устанавливается деформирующий трубу узел – вальцовый механизм. Для монтажа вертикальной опоры, нижняя часть которой надежно фиксируется под станиной, вам потребуется струбцина соответствующего размера. При таком способе крепления вертикальной опоры деформационное усилие, оказываемое на изгибаемую профильную трубу, будет равномерно распределяться по двум подающим вальцам.
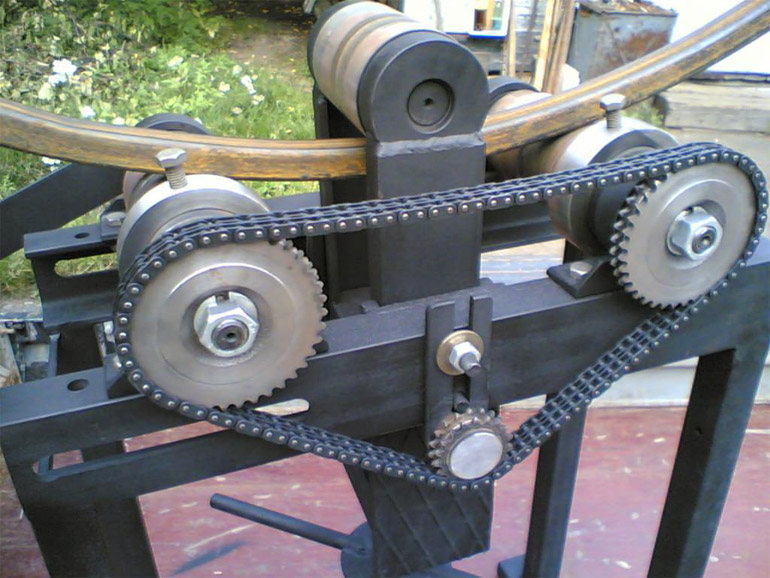
- Чтобы привести во вращение подающие вальцы, используют цепную передачу, которую можно собрать, используя для этого цепь и звездочки от старого велосипеда. Звездочки, которые по своим геометрическим параметрам должны строго соответствовать характеристикам используемой цепи, фиксируются на подающем и ведомом валах. При монтаже цепного механизма подачи для вашего самодельного станка следует обеспечить хорошее натяжение цепи и только после этого приступать к фиксации рукоятки подающего механизма. Естественно, что приводной механизм вашего станка для вальцевания профтруб должен обеспечивать легкое вращение подающего и ведомого валов.
- Сами самодельные вальцы, которые будут оказывать давление на изгибаемую профильную трубу и тем самым воспринимать основную нагрузку при работе станка, лучше всего изготовить из стали, прошедшей процедуру закалки.
Весь процесс изготовления ручного профилегиба подробно отображен на фотографиях ниже.
Для того чтобы прокатный станок для профильных труб, сделанный своими руками, обладал высокой универсальностью и мог использоваться для обработки изделий различного размера, в его конструкции необходимо предусмотреть возможность выполнения радиальной регулировки. Такая важная опция позволяет изменять величину зазора между рабочими валками. Чтобы сделать свои самодельные вальцы еще более функциональными, можно предусмотреть в их конструкции возможность выполнения и угловой или, как ее еще называют, осевой регулировки.
Самодельные устройства для гибки профильного трубного проката, изготовленные по универсальным схемам, можно в дальнейшем подвергать модернизации, если в этом возникает необходимость. Например, их можно оснастить электрическим приводом или установить на них большее количество рабочих валков.
Конструкция станка может быть проще, если использовать гидравлический домкрат, как показано на видео ниже.

