

Технология производства пенопласта и экструдированного пенополистирола
Просмотр темы
 тему, страницу
тему, страницу
Оставлять сообщения на форуме могут только зарегистрированные пользователи
Нет ни одной темы.
Если Вы добавите тему, она будет первая! Оставлять сообщения на форуме могут только зарегистрированные пользователи
Журнал
Ноябрьский номер журнала
Подписка на журнал
В следующем номере
-
Тема номера: ПЕРЕДОВЫЕ ПОЛИМЕРНЫЕ ТЕХНОЛОГИИ И МАТЕРИАЛЫ
- Вторичный материал под оболочкой из первичного
- Повышение эффективности производства с помощью цифровизации
- Инновационный многостанционный литьевой комплекс
- ПЭТ – самый экологичный пластик
- Система удаленного мониторинга производственных процессов литья под давлением
- Читать полностью
Популярные запросы
Контакты
Адрес редакции:
105066, Москва, Токмаков пер., д. 16, стр. 2, пом. 2, комн. 5
Отдел подписки:
Прямая линия:
+7 (499) 267-40-10
E-mail: podpiska@vedomost.ru
Отдел рекламы:
Прямая линия:
+7 (499) 267-40-10, +7 (499) 267-40-15
E-mail: reklama@vedomost.ru
©2008-2020 Журнал «Полимерные материалы»
Все права защищены
Копирование информации данного сайта допускается только при условии установки ссылки на оригинальный материал.
- Новости отрасли
- О полимерах
- Форум
- Журнал
- Подписка
- Реклама
Настоящим, в соответствии с Федеральным законом № 152-ФЗ «О персональных данных» от 27.07.2006 года, Вы подтверждаете свое согласие на обработку компанией ООО «Концепция связи XXI век» персональных данных: сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, передачу в целях продвижения товаров, работ, услуг на рынке путем осуществления прямых контактов с помощью средств связи, продажи продуктов и услуг на Ваше имя, блокирование, обезличивание, уничтожение.
Компания ООО «Концепция связи XXI век» гарантирует конфиденциальность получаемой информации. Обработка персональных данных осуществляется в целях эффективного исполнения заказов, договоров и иных обязательств, принятых компанией в качестве обязательных к исполнению.
В случае необходимости предоставления Ваших персональных данных правообладателю, дистрибьютору или реселлеру программного обеспечения в целях регистрации программного обеспечения на Ваше имя, Вы даёте согласие на передачу своих персональных данных.
Компания ООО «Концепция связи XXI век» гарантирует, что правообладатель, дистрибьютор или реселлер программного обеспечения осуществляет защиту персональных данных на условиях, аналогичных изложенным в Политике конфиденциальности персональных данных.
Настоящее согласие распространяется на следующие персональные данные: фамилия, имя и отчество, место работы, должность, адрес электронной почты, почтовый адрес доставки заказов, контактный телефон, платёжные реквизиты. Срок действия согласия является неограниченным. Вы можете в любой момент отозвать настоящее согласие, направив письменное уведомление на адрес: podpiska@vedomost.ru с пометкой «Отзыв согласия на обработку персональных данных».
Обращаем Ваше внимание, что отзыв согласия на обработку персональных данных влечёт за собой удаление Вашей учётной записи с соответствующего Интернет-сайта и/или уничтожение записей, содержащих Ваши персональные данные, в системах обработки персональных данных компании ООО «Концепция связи XXI век», что может сделать невозможным для Вас пользование ее интернет-сервисами.
Давая согласие на обработку персональных данных, Вы гарантируете, что представленная Вами информация является полной, точной и достоверной, а также что при представлении информации не нарушаются действующее законодательство Российской Федерации, законные права и интересы третьих лиц. Вы подтверждаете, что вся предоставленная информация заполнена Вами в отношении себя лично.
Настоящее согласие действует в течение всего периода хранения персональных данных, если иное не предусмотрено законодательством Российской Федерации.
Экструдированный пенополистирол или пенопласт
Экструдированный пенополистирол и пенопласт — современные теплоизоляционные материалы, лидирующие по популярности среди аналогов, представленных на рынке. Достаточно трудно выбрать только один из двух утеплителей, обладающих похожими техническими характеристиками. Нередко покупателей удивляет разница в ценах двух очень похожих материалов.
Ценные свойства
Этот полимер получают методом вспенивания под давлением гранул полистирола, которые увеличиваются в объеме до 50 раз. Их подвергают сушке и стабилизации, а затем запекают в контурных формах. При помощи раскаленных металлических нитей полученные блоки разрезаются на удобные брикеты в виде плит с требуемыми размерами.
Пенопласт обладает многими достоинствами:
- малый вес при плотности 50 кг/м 3 ,
- удобство в работе,
- влагоустойчивость,
- отличное сохранение тепла,
- отсутствие реакции на действие простых эфиров, спиртов, углеводородов и некоторых других химических соединений,
- самая низкая стоимость в линейке синтетических утеплителей.

Необходимо отметить и недостатки:
- он не портится при попадании воды, но гранулы распадаются, теряются теплоизоляционные характеристики,
- нецелесообразно использование паронепроницаемого материала во влажных помещениях, требующих качественной системы вентиляции,
- быстро растворяется в углеводородах, сложных эфирах и ацетоне,
- недостаточная прочность и повышенная ломкость.
В составе только некоторых видов присутствуют антипирены, снижающие степень его горючести.
Производители обещают 20-50 лет эксплуатации утеплителя, хотя он зависит от условий применения и составляет около 20 лет.
Экструдированный полистирол – что это такое?
ЭППС является улучшенной версией и отличной альтернативой пенопласту. Технология производства также подразумевает применение вспенивателя. Но дальше гранулы помещаются в формы для высушивания под большим давлением с добавлением модифицирующих присадок, улучшающих свойства материала. При экструзии создаются замкнутые и очень плотно примыкающие друг к другу ячейки, поэтому новый утеплитель не способен намокать.

Экструдированный пенополистирол отличается великолепными эксплуатационными характеристиками, например:
- эффективно удерживает тепло (индекс теплопроводности может достигать 0,043 Вт/м·K),
- эксплуатируется при температуре -50 – +70 0 С,
- отталкивает воду (коэффициент поглощения – до 0,4% от общего объема, в соответствии с требованиями ГОСТ-17177.94),
- не портится при контакте с бытовыми и строительными веществами – битумом, мылом, содой, гипсом, цементом,
- снижает уровень наружного шума на 30 дБ.
Высокая устойчивость к деформации позволяет применять полистирольные плиты в утеплении чердачных полов и перекрытий.
К недостаткам относятся:
- чувствительность к УФО,
- низкую паропроницаемость, затрудняющую проветривание влажного помещения,
- разрушение под действием строительных растворителей,
- горючесть.
По заверениям производителей экструдированный вспененный полистирол полвека готов служить верой и правдой. Подобным сроком не сможет похвастаться ни один из теплоизоляционных материалов.
Видеоролик рассказывает о необыкновенно привлекательных свойствах экструдированного пенополистирола:
Существует разновидность – экструзионный полистирол XPS (что это такое, объясняют специальные справочники). Многофункциональная теплоизоляция Extruded Polystyrene Foam получается методом экструдирования из начальной версии полистирола. Он применяется для изготовления экструзионных плит.
Как выбрать оптимальный вид утепляющего материала?
Методы изготовления
Основой для производства пенопластов и пенополистирола служит одно и то же сырье, но производственные технологии кардинально отличаются друг от друга:
- «пропаривание» полимерных микрогранул используется для получения пенопласта,
- экструзия – метод вспенивания полистирола с этапами плавления гранул и добавления реагента для вспенивания.
Экструдирование массы означает ее обработку специальным инструментом для формирования пенистого полистирола. Ячейки наполняют природным или углекислым газом при создании огнеупорного утеплителя с более ровной структурой.
Технические характеристики
При одном и том же теплоизоляционном коэффициенте внешний вид двух утеплителя очень отличается. Экструзионный полистирол обладает значительными преимуществами:
- долговечен,
- не деформируется,
- поглощает звуки.
Плиты экструдированного полистирола обладают высокими рабочими показателями (specification):
- уровень прочности при сжатии достигает 80 кпа,
- коэффициент теплопроводности составляет 0,028-0,033 Вт/(м·K),
- плотность – около 35 кг/м 3 .
Пенопласт уступает по некоторым параметрам вспененному полистиролу:
- в прочности – всего 450-750 кпа,
- по коэффициенту теплопроводности, достигающему 0,07 Вт/(м·K),
- по максимальной плотности, составляющей менее 155 кг/м 3 .
Иногда специалисты рекомендуют применять совместно пенопласт и экструзионный полистирол: характеристики утепленного объекта при этом значительно улучшаются. На практике пенопласт толщиной 4 мм не способен заменить двадцатимиллиметровый пенополистирол.

Полистирол вспенивающийся ПСВ производят по суспензионной технологии, когда гранулы рассеиваются по фракциям. Такой материал применяют в производстве изоляционных панелей, плит, блоков, декоративных элементов, строительных фасонных деталей и промышленной упаковки.
Оптимальное применение утепляющих материалов
Несмотря на то, что экструдированный полистирол – это звукоизолирующий утеплитель, обладающий ярко выраженными достоинствами, многие российские покупатели предпочитают ему морально устаревший пенопласт. Это происходит из-за недостаточного понимания разницы между материалами. Цена пеноплекса, которая иногда в несколько раз превышает стоимость пенопласта того же объема, влияет на выбор мастера. Хотя показатели эффективности утепляющих материалов очень зависят от точного соблюдения технологических предписаний по его установке.
В некоторых европейских странах уже запретили применять в ремонте и строительстве привычный и всегда доступный пенопласт. Это решение принимают в связи с выделением и токсичных и очень вредных для человеческого организма веществ при возгорании утепляющего материала. Специалисты строительных компаний рекомендуют использовать надежный экструдированный полистирол, имеющий доказанное временем качество. Хотя его тоже нельзя отнести к категории абсолютно безопасных и экологически чистых товаров.
В защиту его можно сказать, что он выигрывает в сравнении у многих аналогичных товаров и относится к группе прочных и очень качественных утеплительных материалов. Пеноплекс обходит его по многим показателям, но бывают ситуации, когда можно использовать только пенопласт. К примеру, такие плиты, имеющие идеальные показатели влагопоглощения и воздухопроницаемости, применяют при отделке фасадов домов. У экструдированного полимерного утеплителя уровень адгезии недостаточен, поэтому он мало подходит для отделки зданий снаружи. В нашей компании вы можете купить монолитный поликарбонат.
Сравнение свойств пенопласта и пенополистирола проводит специалист строительной сферы:
Технология производства экструзионного пенополистирола
На сегодняшний день образовался довольно большой спрос на эсктрузионный вспененный полистирол в связи с развитием строительства как частного, так и коммерческого. Вспененный полистирол обладает лучшими потребительскими свойствами по сравнению с обычным пенопластом, обладает практически нулевым влагопоглощением, повышенной жесткостью.
В зависимости от технологии производства вспененный полистирол бывает следующих типов:
- прессовый пенополистирол
- EPS — безпрессовый пенополистирол ПСБ
- XPS — экструзионный пенополистирол
Производить вспененный экструзионный полистирол стали довольно давно, поначалу вспенивание производилось с помощью жестких фреонов, затем применяли смесь жестких и мягких фреонов, затем перешли к применению только мягких фреонов. После того как было доказано что фреоны способствуют разрушению озонового слоя вместо фреонов стали применять вспенивание с помощью CO2 .
Для вспенивания применяются смеси полистирола общего назначения и впс (вспенивающийся полистирол), также добавляют пигменты или красители, нуклеаторы, антипирены. Применяемые добавки зависят от необходимых требований к готовому изделию.
Вспенивание происходит методом свободного вспенивания через плоскощевую фильеру, затем полученное полотно проходит через безвакуумный калибратор состоящий из двух охлаждаемых пластин или через охлаждаемые формующие валки. При применении охлаждаемых пластин на них крепится тонкий лист фторопласта для уменьшения трения между вспенивающимся листом и металлом пластин. Калибратор стали применять относительно недавно, а раньше применялись охлаждаемые формующие валки. После предварительного охлаждения и формовки полотно проходит через тянущее устройство.
После тянущего устройства для полотна даётся пространство для окончательного воздушного охлаждения, обычно это растояние составляет от 10м до 20м, за время прохождения этого расстояния полотно практически полностью остывает и завершается процесс вспенивания, изделие стабилизируется и готово для обработки поверхностей.
Поверхность полотна обрезается, как с боков, так и сверху-снизу, т.е полотно получается правильной геометрической формы, после чего оно нарезается на листы заданной длины.
Обрезанные кромки дробятся, гранулируются и заново перерабатываются в изделие.
При высокой производительности линии применяется дополнительное устройство для охлаждения листов перед упаковкой. Это устройство представляет собой автоматический укладчик карусельного типа, который берет листы с одного конвейера и перекладывает их на другой конвейер, за время перекладывания листа, он успевает почти полностью остыть и стабилизироваться и соответствено лист становится готовым к упаковке. Время нахождения листа на устройстве дополнительного охлаждения составляет от 60сек.
Далее листы складываются в стопы и упаковываются в пленку стретч или стретч-худ.
При экструзии используются два одношнековых экструдера, первый используется для расплавления и перемешивания сырья, а второй как насос расплава, также во втором экструдере происходит полное разложение вспенивающих добавок входящих в состав впс. Также возможны варианты применения шестеренчатых насосов расплава, но они как правило применяются на линиях малой производительности.
Производство экструдированного пенополистирола
Благодаря экструзионной переработке, пенопласт получается с отличной закрытой пористой микроячеистой структурой. Такая технология повышает его физические и механические характеристики при достаточно низком водном поглощении. Это объясняет его долговечность и эффективность в эксплуатации.
Давайте разберем основные технические характеристики пенополистирола:
- Прочность.
- Теплопроводность.
- Влагоустойчивость.
Свойства пенополистирола
Поговорим о каждом свойстве конкретнее.

Прочность
Благодаря технологии производства, экструдированный пенополистирол занимает первенство по крепости. Обычный пенопласт похвастаться такой прочностью не может, по этому, в настоящее время он менее востребован.
Теплопроводность
Одно из основных свойств пенополистирола – это его низкая теплопроводность. Пенопласт состоит непосредственно из полистирола и пузырьков воздуха в нем. Поскольку воздух надежно содержится внутри, он служит отличным теплоизолятором. Данное свойство позволяет применять пенопласт при строительных и утеплительных работах.
Благодаря доступности и относительной дешевизне материала, это достаточно выгодный выбор при отеплении своего дома.
Влагоустойчивость
Экструдированный пенополистирол обладает достаточно сильной устойчивостью к влаге. В отличие от обычного пенопласта, экструдированный пенополистирол всегда остается сухим.
Такое свойство позволяет укладывать пенопласт в местах наибольшего скопления влаги или протекания жидкостей.
Технология производства
Сырьем для производства пенопласта, является полистирол. Он имеет вид полупрозрачного стеклянного бисера диаметром от 0,2 до 3,5 мм, разделенного на отдельные категории для производства пенопласта определенного вида.
Технология производства изделий из пенопласта включает в себя несколько этапов. Первый этап – это обработка сырья в отдельной камере при помощи вспенивания. Благодаря этому получаются шарики.

При завершении первого этапа, полистирол помещают в бункер, где на протяжении суток, он подвергается высыханию.
После этого их формуют под воздействием пара. Благодаря пару происходит соединение отдельно взятых шариков в однородную массу.
Далее получившийся продукт нарезают на блоки и, в конечном счете, пенопласт предстает перед глазами потребителей. Стоит также отметить, что производство изделий из пенопласта является безотходным.
Для поэтапного создания пенополистирола, сырье проходит через так называемую линию по производству пенопласта. Данное оборудование используется преимущественно на заводах-изготовителях.
Линия по производству пенопласта
Линией называется совокупность оборудования для поэтапного, практически автоматизированного создания пенопласта, о котором писалось ранее.
Линия состоит из следующего оборудования:
- Предвспениватель.
- Сушильная установка.
- Блок-форма для пенопласта.
- Установка вакуумирования.
- Вентилятор пневмотранспорта.
- Станки для резки.
- Станок фрезерной кромки.
- Компрессор.
- Электродный паровой котел.
- Бункер выдачи-раздачи.
- Паронакопитель.
- Дробилка пенопласта.
- Склеивающий пресс.

Предвспениватель
Представляет собой цилиндрическую емкость, внутри которой есть активатор из нержавеющей стали для перемещения шариков. Мотор-редуктор обеспечивает вращения активатора.
Предвспениватель имеет устройство для загрузки сырья вручную. Выгрузка же происходит с пневмотранспортного вентилятора.
Он предназначен для первого этапа производства. Осуществляет процесс первичного вспенивания, посредством паровой обработки.
Сушильная установка
Представляет собой металлический короб, внутри которого под наклоном находится сетка из нержавеющей стали. В боковой части находится тепловентилятор, подающий сухой горячий воздух внутрь камеры.
С другой стороны расположен пневмотранспортный вентилятор, для выгрузки высушенных шариков и переходу на следующий этап.
Блок-форма для пенопласта
Состоит из следующих компонентов:

- Камеры, разделенные на отсеки.
- Формовочная камера.
- Устройство выталкивания готового блока.
- Устройство закрывания формовочной камеры.
- Устройство загрузки.
Блок-форма требуется для создания блоков пенополистирола определенных размеров, путем термической обработки вспененных шариков.
Установка вакуумирования
Создает пустоту в блок-форме. Применение вакуумирования, увеличивает продуктивность создания блоков пенополистирола. Установка нужна для ускоренного охлаждения после этапа пропаривания.
Вентилятор пневмотранспорта
Имеет специальную крыльчатку, которая позволяет избежать деформации уже вспененных гранул. Вентилятор используется для транспортировки шариков пенополистирола по трубопроводу.
Станки для резки
Станки для резки делятся на несколько видов резки:
- Комплексная.
- Горизонтальная.
- Вертикальная.
Станок для комплексной резки осуществляет вертикальную и горизонтальную резку блока на листы установленного размера.
Станок для горизонтальной резки нужен для разделения блоков на листы требуемой толщины.

Станок для вертикальной резки осуществляет разделение отформованного блока на менее здоровые блоки необходимой длины.
Станок фрезерной кромки
Требуется для придания определенной формы, путем применения различных фрез.
Компрессор
Он предназначен для подачи сжатого воздуха в пневмопривод блок-формы.
Электродный паровой котел
Удобная конструкция объединяет в себе:
- Парогенератор.
- Питательный бак.
- Насосную установку.
- Трубопроводы.
- Приборы контроля и управления.
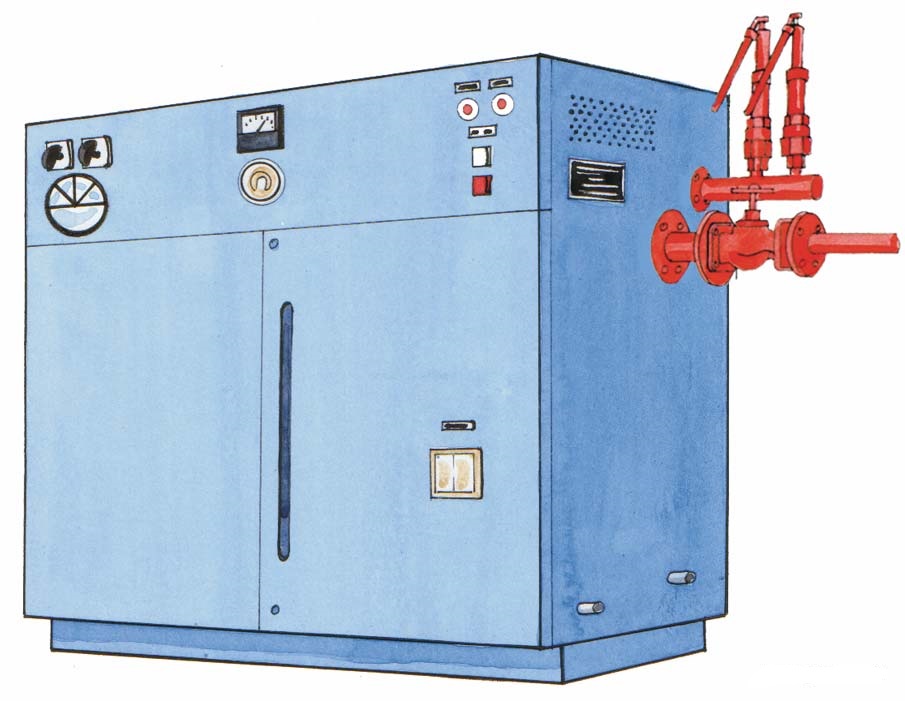
Паровой котел предназначен для генерации насыщенного водяного пара.
Бункер выдачи-раздачи
Бункер представляет собой сшитый специальным образом мешок из полипропилена, который пропускает воздух.
Бункер выдачи-раздачи нужен для кондиционирования и хранения вспененных шариков.
Паронакопитель
Представляет собой стальную и герметичную емкость с определенным объемом. Паронакопитель требуется для сохранения пара, создаваемого паровым котлом.
Дробилка пенопласта
Установка дробления требуется для измельчения отходов производства и последующей переработке.
Склеивающий пресс
Представляет собой разборную пространственную конструкцию. Пресс предназначен для создания блоков несъемной опалубки из листового пенополистирола.
Теперь вы имеете представление о том, как производится пенопласт. Узнали о его свойствах и процессе создания. Также мы рассмотрели линию по производству пенопласта и узнали, какие составляющие в нее входят. Надеюсь, данная статья помогла вам разобраться во всех аспектах, которые вам интересовали.
Что лучше: пенопласт или экструдированный пенополистирол?
На современном строительстве в качестве утеплителя применяется как пенопласт, так и экструдированный пенополистирол, и довольно часто возникает вопрос — что лучше: пенопласт или экструдированный пенополистирол.
Пенополистирол – является одной из разновидностей пенопласта. Но если говорить о каждом материале поотдельности, то можно выделить следующие преимущества этих материалов.

Преимущества экструдированного пенополистирола

Теплоизоляция пола пенополистиролом
Экструдированный пенополистирол отличается довольно низкой теплопроводностью, стойкостью к воздействию химических элементов, стабильностью и безопасностью для окружающих. Кроме того, у него довольно невысокий коэффициент водопоглощения (ячейки имеют закрытую структуру), благодаря нулевой капиллярности, отличная стойкость к влаге, а также стойкость к замерзанию и таянию и диффузии паров.
Данный прочный и надёжный материал, обладающий цельной микроструктурой, маленьким весом, отличается лёгкостью обработки, прочностью к сжатиям, долговечностью, совершенно не поддаётся гниению, обеспечивает хорошую тепло и шумоизоляцию. Для применения этого материала не обязательно быть профессионалом.
Данный материал успешно используют для теплоизоляции различных подвальных и полуподвальных помещений, фундаментных стен, теплоизоляции внутренних стен, потолка, кровель, которые эксплуатируются (например, крытые сады), и которые не эксплуатируются, а также для устройства теплоизоляции наружных стен зданий (при этом можно не применять дополнительную гидроизоляцию), для теплоизоляции бетонных полов, и т.д.
Пенопласт и его особенности
Как пенополистирол, так и пенопласт изготавливаются из гранул полистирола, только разновидности этого материала используется разные и технология производства отличается. Также, оба эти материала легко воспламеняются, но и легко затухают, когда их извлекают из огня.

В отличии от пенополистирола, утеплитель для стен пенопласт более уязвим к воздействию химических веществ, боится температур выше +60 ºС и ниже +65 ºС. Также пенопласт может выдержать около 100 циклов заморозки и размораживания. Данный материал менее долговечен, чем экструдированный пенополистирол, так как связь между гранулами пенопласта ослабевает быстрее, отчего он попросту начинает осыпаться. Идеально, когда пенопласт скрыт наружной стеной, или же заделан слоем штукатурки. Так же заделывать следует и пенополистирол, если желаете, чтобы он прослужил Вам максимально долго.
Пенопласт бывает очень различным, например, иметь профилированную поверхность, или быть оклеенные рубероидом (такие плиты используют для плоских крыш), или покрытые фольгой (такие плиты пенопласта используют в системе «тёплый пол»). Бывают также пенопластовые плиты, к которым приклеен гипсокартон, их используют для выполнения внутренних перегородок. Пенополистерол бывает лишь одного вида.
Трудно однозначно сказать, какой из этих материалов лучше, ведь их применяют для выполнения разных видов работ. К примеру, пенополистерол не совсем целесообразно использовать для теплоизоляции наружных стен, выгоднее использовать пенопласт, он дешевле, и уровень его теплопроводимости вполне приемлем, а у пенополистирола даже превышает нужный уровень теплопроводимости. А вот для подвальных помещений пенополистирол то, что нужно! К тому же, разница ещё и в том, что квадратов пенопласта нужно больше, чем пенополистирола, поэтому, если нужно уменьшить объём работ, лучше выдрать второе, а если нужно сэкономить – первое.
Также у данных материалов много общего:
- небольшой вес;
- лёгкость в применении;
- низкая теплопроводимость;
- экологичность.
Заказывайте утепление Вашего дома у профессионалов нашей компании!
Утеплитель пенополистирол: характеристики и области применения
В 1831 году впервые путём нагревания смолы бальзамного дерева Storax (Стиракс) химики получили вещество «стирол», имеющее в составе коричную кислоту, ванилин и стирол. Ранее такая смола применялась парфюмерами в составе духов и как антисептическое средство.
Пенополистирол (ППС), но же пенопласт, обязан своему появлению шведским химикам, которые в 1931 году запатентовали своё изобретение, научившись получать вспененный полистирол из стирола. Известный же сегодня ППС был синтезирован в 1950 году немецкой компанией BASF. В СССР производство началось в 1939 году прессовым методом (марка ПС-1, ПС-4), а в 1958 году — беспрессовым (марка ПСБ).
Мытищенский завод «Стройпластмасс» стал производить его в 1959 году. В 1961 году было освоено производство пенополистирола, который назвали самозатухающим (марка ПСБ-С). Методы производства постоянно совершенствуются, снижается содержание стирола в готовом изделии. Популярен так же продукт, произведённый экструзионным способом. Основным первичным сырьём является нефть, поэтому материал принято считать органическим.
Технология производства пенополистирола прессовым методом
Марки ПС-1 и ПС-4 производятся следующим образом:
- Эмульсионный тонкодисперсный полистирол марки Б в виде белого порошка смешивается с порообразующим составляющим в шаровых мельницах, после чего пропускается через сито 0.25 — 2 мм.
- Смесь прессуется при температуре 140°С — 170°С и удельном давлении 200 кг/см Полученные заготовки вспениваются методом направленного вспенивания в гидравлических камерах при 100°С в условиях насыщенного пара.
Выпускают в виде прямоугольных плит, полусфер и других форм, в которых заготовки опрессовывались. Геометрия изделий ограничена возможностью исполнения пресс-форм.
Беспрессовый метод получения пенопласта ПСБ и ПСБ-С
Суть процесса в следующем: под воздействием температуры свыше 80°С гранулы полистирола преобразуются из твёрдого состояния в текучее, а поданный изопентан (горючий углеводород) вскипает уже при 28°С и давлением своего пара вспенивает исходное сырьё. Далее срабатывает уникальное свойство гидрофобного материала — вспененные гранулы свариваются между собой под действием воды при сравнительно невысоких температурах 90-100°С.
Преимущества данного метода в том, что на выходе можно получить изделие любой, даже самой замысловатой конфигурации. Для повышения огнестойкости используется антиперен (тетрабромпараксирол), который добавляют в исходное сырьё в количестве 4-5%. Самозатухающий пенопласт получают введением в его состав фосфорорганических веществ.
Характеристики ППС и сферы применения
Не только российский, но и мировой рынок высоко оценил достоинства вспененного ППС. Он представляет собой материал из сваренных гранул с тонкой ячеистой структурой. Между сваренных между собой гранул существуют пустоты, доля твёрдых веществ в готовом изделии95-96%. От кажущейся плотности линейно зависит большинство свойств материала, иными словами, чем она больше, тем выше прочность и меньше паропроницаемость, воздухопроницаемость, гигроскопичность. ППС обладает устойчивостью к химическому воздействию, биологически инертен — не является пищей для плесени и грибков, грызуны им тоже не питаются, однако ценят строительные свойства и могут устроить в нём жильё.
Благодаря низкой теплопроводности λ=0.036 ВТ/м*К, в гражданском и промышленном строительстве используется как недорогой, доступный, надёжный и неприхотливый утеплитель.
Применяется для теплоизоляции стен в так называемых «мокрых фасадах», утепления откосов оконных и дверных проёмов, потолков и межэтажных перекрытий. Реже используется для термоизоляции внутри помещений преимущественно из-за своей горючести класса Г1 — Г2. Это значит, что при контакте с открытым огнём пенопласт возгорается. При удалении источника пламени не будет гореть только самозатухающий ППС маркиПСБ-2. Самовозгорание ему несвойственно.

Более того, последнее время в сети активно обсуждается вред ППС для здоровья человека при внутреннем утеплении. Приводятся данные, о том, что пенополистирол выделяет фенол, стирол, бензол и ещё длинный список «приятных» неожиданностей. Кроме того, при сгорании пенопласт выделяет фосген — боевой газ времён Первой мировой войны.
Понятно, что при таком «букете» прописывать ППС на своих квадратных метрах мало кто захочет. Может быть, это действительно мнение авторитетных специалистов, а может происки конкурирующих производителей, однако, если хозяин дома всё-таки решил использовать ППС в качестве утеплителя, лучше от греха подальше «выселить» его на улицу. Снаружи в виде «мокрого фасада» под слоем штукатурки он вряд ли будет опасен для здоровья.
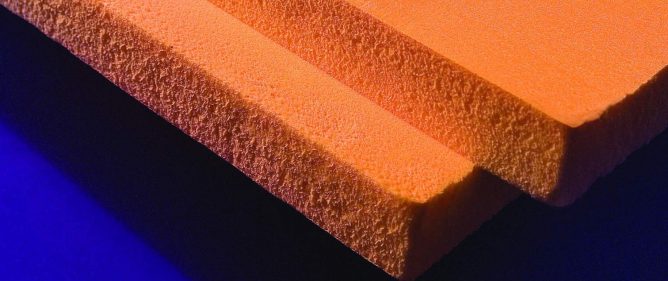
Экструдированный пенополистирол — производство и характеристики
В отличие от пенопласта, экструдированный пенополистирол (ЭППС) представляет собой пластик и имеет однородную ячеистую структуру, где масса ячеек диаметром около 0.1 мм равномерно распределена и составляет единое тело.
Производится ЭППС методом вспенивания полистирола при высоком давлении и температуре. Изначально с изобретением материала, в его производстве вспенивателя применяли различные фреоны. Однако протесты экологов привели к замене фреонов на обычный углекислый газ СО². 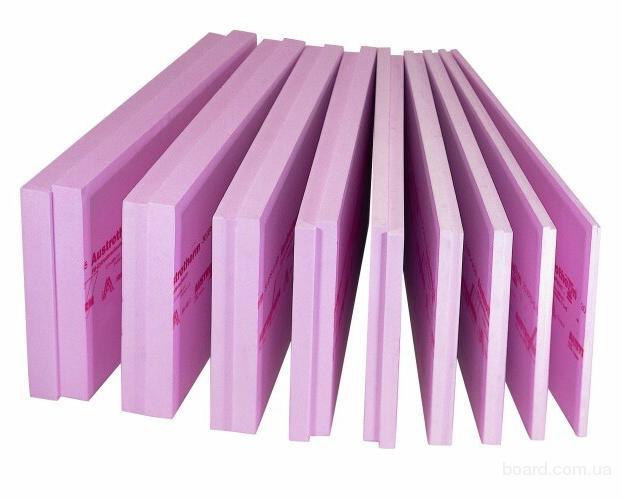 Процесс изготовления выглядит следующим образом:
Процесс изготовления выглядит следующим образом:
- В суспензию полистирола вносятся добавки для повышения противопожарных свойств (антипирены), для распределения осветлителя (нуклеаторы) и пигменты.
- Производится предварительное вспенивание и вылеживание вспененных гранул.
- Спекание полуфабриката и формовка.
- Вытягивание полотна.
- Охлаждение естественным путем, при этом происходит окончательное вспенивание. Иногда на мощных производственных линиях применяется принудительное охлаждение методом перекладывания.
- Процесс стабилизации.
- Обработка поверхности до удаления шероховатостей.
- Нарезка и упаковка готового ЭППС.
Рынок ЭППС в Российской Федерации ежегодно растёт примерно на 25%. При всех прочих сходствах с пенопластом, его можно выделить как отличный гидроизолятор, который можно применять при утеплении фундаментов и подвалов снаружи, в том числе и на вспученных грунтах. Несложное производство ЭППС даёт возможность его изготовления на небольших линиях, чем активно пользуется малый и средний бизнес в России.
Производство пенополистирола (пенопласта) высокого качества

Что такое полистирол или пенопласт?
Под пенополистиролом (пенопластом) обычно понимают вспененный полистирол. Пенопласт (ГОСТ 15588-86) является теплоизоляционным поропластом, который получают путем вспучивания полистирола под действием высокого давления и температуры с использованием газообразователя (пентан). Вспененный полистирол представляет собой многоячеистые влагостойкие гранулы, размеры которых составляют от 5 до 15 мм. Гранулы на 2 % состоят из полимера и на 98% из воздуха. Ячеистый пенополистирол формируется в готовое изделие без применения различных вяжущих веществ, данный технологический процесс протекает только под действием высокой температуры, спекая гранулы полистирола друг с другом.
Пенопласт, или пенополистирол, это экологически чистый, практически безвредный материал. Одноразовую посуду и различные виды упаковки для длительного хранения продуктов изготавливают именно из пенополистирола. Пенопласт — один из самых качественных теплоизолирующих материалов. По соотношению цены и качества этот материал на порядок лучше других строительных изоляционных материалов.
Технология производства видео:
Производство пенопласта.
Использование пенопласта в строительстве позволит уменьшить затраты на отопление. Технические характеристики пенополистирола стабильны во времени, он влагостойкий и сохраняет свои параметры при пониженных температурах. У пенопласта высокая прочность к механическим воздействиям. Что немаловажно, он устойчив к возгоранию и имеет первую степень огнестойкости.
При горении пенопласт разлагается на воду и углекислый газ, а они, в свою очередь, не позволяют пламени распространиться. Влагостойкость этого материала позволяет использовать его для утепления цокольных этажей, стен подвалов, фундаментов и других подземных элементов зданий. Пенополистирол не создает питательную среду для бактерий и грибков, не выделяет растворяющихся в воде веществ и не разлагается. Необходимо выделить основные достоинства пенополистирола:
- легкость в обработке (резке), без применения защиты органов зрения и дыхания;
- склеивание с использованием клея, гипсовых и цементных растворов;
- устойчивость к действию минеральных масел, кислот, щелочей, воды;
- высокий показатель прочности, в частности на сжатие;
- пенополистирол пожаробезопасен, не токсичен, не выделяет губительных для озонового слоя веществ;
- пенополистирол не образует пыль, без запаха и не ядовит;
- пенополистирол не содержит питательных веществ для микроорганизмов и поэтому на него не оказывают влияние бактерии, грибки, грызуны и плесень.
На сегодняшний день имеется ряд технологических методов вспенивания полистирола на производстве:
- перемешивание полистирола с пенообразователями;
- использование газообразователей, процесс разрушения которых идет с выделением газа, или добавление веществ образующие газообразные вещества;
- внедрение под высоким давлением газа в исходную смесь с дальнейшим введением жидкости, которая быстро испаряется под влиянием высокой температуры.
Физико-химические свойства (плотность материала и форма пространственных ячеек) полистирола фактически зависят от выбора производства, исходной композиции и внешних условий для затвердевания. При горении изделий из пенопласта не попадает в окружающую среду вредных веществ. Выделяются в воздух те же химические соединения, что и при сжигании дерева или угля. Пенополистирол является влагоустойчивым строительным материалом, практически не намокает и не впитывает жидкость. Кроме этого он долговечен и устойчив к различным химическим веществам таким, как щелочь, слабые кислоты, растворы солей, мыло, цемент, известь, водорастворимые краски и т.д. Панели из пенополистирола не создают питательную среду для развития грибов и бактерий, и поэтому их использование достаточно безопасно в микробиологическом аспекте.
Пенопласт обладает достаточно низким коэффициентом теплопроводности, вследствие его химического состава. Равномерно распределенный воздух между гранулами, составляет приблизительно 98% от общего объема самого пенопласта, по этой причине его чаще всего используют в строительстве для теплоизоляции различных помещений, фундаментов, трубопровода, так как при этом минимальны потери тепла. Плитку и панели из пенопласта часто применяют для утепления садовых домов, лоджий, полов современных квартир.
На сегодняшний день пенополистирол довольно активно используют в современном строительстве. Из пенопласта создают конструкции для подземных стоянок автомобилей и подогреваемых дорожек. С каждым годом растет объем продажи пенопласта, его часто применяют для обшивки бассейнов, ремонта дорог, создания спортивных площадок. Пенополистирол удобен в монтаже, его легко резать, придавая необходимую форму, это качество часто используют при внутренней отделки квартир, где требуется вырезать различные детали из материала по контуру.
Современная технология производства пенопласта предлагает покупателям более усовершенствованный универсальный материал – это экструдированный пенополистирол. Он достаточно недавно стал поступать в продажу, все больше завоевывая рынок пенопласта. Также следует отметить еще один возможный вариант использования пенопластовых плит – упаковка различной продукции при ее транспортировке. В конечном итоге можно сделать вывод о том, что пенополистирол незаменимый материал, он существенно сокращает затраты при монтаже и установке плит и панелей из пенопласта, позволяет в короткий срок окупаться деньгам, потраченным на сохранение тепла при помощи пенопласта.
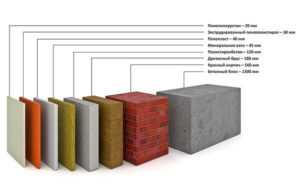
Технология производства пенопласта и экструдированного пенополистирола
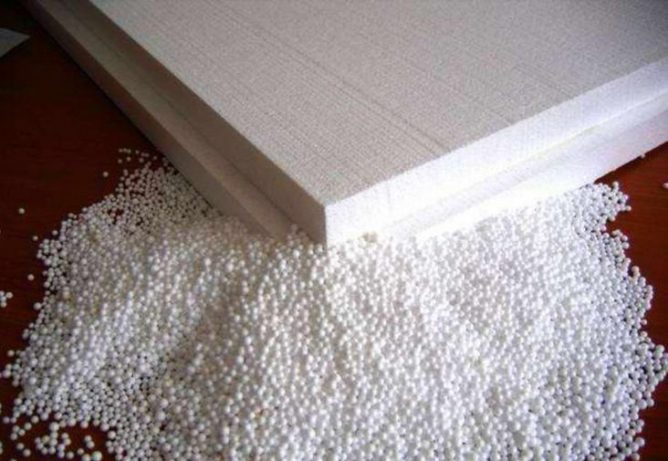
Для изготовления пенополистирола (пенопласта) необходим суспензионный полистирол. Гранулы этого материала могут быть различного размера от 0,4 до 3,2 мм (в зависимости от марки сырья). В состав гранул входит легкокипящий компонент пентан, способствующий их увеличению в несколько раз при определенных условиях. Именно на этом свойстве материала основывается технология производства пенополистирола.

Схема наружного утепления с помощью пенополистирола.
Этапы производства пенополистирола
Заключается технология изготовления пенопласта во вспенивании суспензионного полистирола. Чтобы получить необходимый результат, применяют пар. Далее происходит спекание гранул. Затем формируется крупногабаритный блок, который впоследствии режется на листы. Но, прежде чем загрузить сырье в бункер, выполняется механическое перемешивание гранул с различными добавками-модификаторами.
Чтобы готовый материал был более огнестойким, в его состав добавляются антипиреновые добавки. Для защиты пенопласта от воздействия тепла и кислорода применяют антиоксиданты и термостабилизаторы, для предотвращения плесневения абиотические компоненты. При производстве экструдированного пенополистирола вводятся стабилизаторы-нуклезиаты, которые способствуют получению более однородной и мелкой структуры пор.
Вернуться к оглавлению
Вспенивание гранул полистирола

Технологическая схема производства листового пенополистирола.
Вспенивание суспензионного полистирола происходит в два этапа. Причем для каждой партии сырья определяется оптимальное время на прохождение данной стадии. Оно зависит от качества сырья. Этот период должен строго соблюдаться, так как если происходит увеличение временных интервалов, то гранулы могут разрушаться.
Первый этап обработки материала проходит в предвспенивателе. Этот агрегат емкость с отверстиями в днище, через которые происходит подача пара. Также он оснащен активатором для размешивания гранул. Во время вспенивания (около 5 минут) в емкости поддерживается температура около 100-110° С.
Процесс вспенивания происходит следующим образом. Благодаря действию водяного пара активизируется пентан, который входит в состав гранул суспензионного полистирола. Они размягчаются и вырастают в объеме, при этом количество материала может увеличиться в 30-50 раз. Целостность и герметичность ячеек сохраняются.
Чтобы процесс вспенивания происходил с ускорением, гранулы перемешиваются при помощи механического активатора. В конце этого цикла материал под давлением поднимается. Через окно выгрузки выталкивается в промежуточную емкость, а затем при помощи пневмотранспорта перемещается в бункер для вылеживания.
Вернуться к оглавлению
Сушка и вылеживание вспененных гранул

Схема пенополистирола в качестве утеплителя.
В гранулах полистирола, которые были вспенены, заключается около 10-15% влажности. Внутри них присутствует разрежение, так как происходила конденсация остатков пентана и пара. В результате под воздействием этих факторов может произойти сжатие гранул, что повлечет снижение объема материала и увеличение насыпной плотности. Именно по этой причине технология производства пенопласта предусматривает этап высыхания.
Цель данной стадии:
- укрепление наружных стенок гранул,
- восстановление внутреннего давления.
Благодаря тому, что теплый воздух (около 35° С) проникает в ячейки материала, полистирол приобретает нужные параметры сопротивления сжатию. Причем чем ниже у материала насыпная плотность, тем быстрее будет поглощаться воздух.
Процесс сушки занимает около 5 минут. В некоторых случаях он совмещается с этапом транспортировки. Во время перемещения материала влажность может быть снижена до 6-3%. Кроме потери влажности, сушка способствует значительному увеличению текучести материала.

Схема основных видов пенополистирола.
Это, в свою очередь, позволяет заполнять бункера для вылеживания более эффективно. Эти специальные устройства представляют собой металлическую основу с фиксированным мешком из воздухопроницаемой ткани. В них хранят гранулы при температуре, не превышающей 22-28° С. Продолжительность может составлять от 6 часов до суток. Зависит это время от объемного насыпного веса гранул: при снижении веса срок увеличивается, но он не должен превышать 14 суток, так как за такой период изопентан улетучивается и гранулы теряют способность к вспениванию.
Между тем способов вылеживания существует несколько. Чтобы сократить время выдержки, применяется метод перекачивания гранул при помощи воздушного потока из бункера в бункер. При таком подходе достаточно 2-3 часов для приобретения материалом необходимых показателей водопоглощения и прочности.
Вернуться к оглавлению
Производство блоков и их резка
Производство или выпекание блоков проводится в специальной блок-форме. Это устройство из стали в виде прямоугольника имеет двойные стенки, причем внутренняя часть перфорированная (это необходимо для подачи пара).

Схема панели из пенополистирола.
После прогревания формы в нее засыпаются гранулы, и она герметично закрывается. Повторное вспенивание проводится также под воздействием водяного пара под давлением.
На качество пенополистирола влияет своевременное прекращение процесса формирования. Если он прерван раньше необходимого срока, то недостаточно вспененные гранулы плохо сплавятся. Если же материал передержан, то ячейки разрушаются и появляются усадочные явления. В обоих случаях качество изделия значительно ухудшается.
После этого следует процесс охлаждения. Полученные блоки размещаются в цехе, где могут находиться от 12 до 720 часов. За это время материал теряет излишнюю влажность. Именно ее избыток не позволяет производить резку сразу же после охлаждения. Чтобы получить плиты нужной толщины, используется автоматический станок. А в качестве режущего элемента применяются разогретые нихромовые струны. На заключительном этапе листы помещают на станок с вертикальной резкой и торцуют.
Вернуться к оглавлению
Экструдированный пенополистирол
Процесс производства экструдированного пенополистирола несколько отличается от изготовления пенопласта, хотя по химическому составу эти материалы довольно схожи. Экструзия это своеобразный технологический процесс, который заключается в выдавливании материала, имеющего высокую вязкость. Пропускается такое сырье через экструзионную головку особенное формующее приспособление, которое позволяет получить изделие, имеющее поперечное сечение нужной формы.
Исходным материалом для экструдированного пенополистирола служит полистирол общего назначения.

Таблица характеристик экструдированного пенополистирола.
Гранулы вспенивают, но не при помощи водяного пара, а с использованием специального агента.
Ранее в качестве вспенивающих материалов для получения экструдированного пенополистирола использовались различные фреоны (жесткие, мягкие и их смеси). Сейчас применяют безфреоновые компоненты на основе СО2.
Для изготовления экструдированного пенополистирола создаются определенные условия, которые запускают процесс преобразования полистирола. Как и при производстве пенопласта, гранулы вспенивают, и получается вязкотекучая масса. Согласно технологии идет обработка не отдельных гранул, а жидкообразного вещества.
Готовый материал состоит из массы закрытых ячеек, которые наполнены воздухом, и обладает цельной микроструктурой. Размеры ячеек составляют 0,1-0,2 мм.
По окончании производства остатки вспенивателя, как правило, на протяжении суток вытесняются окружающим воздухом. В готовом материале между ячейками отсутствуют микропоры.
При точном соблюдении технологии производства как обычного пенопласта, так и экструдированного пенополистирола, получается легкий и прочный материал, обладающий низкой теплопроводностью и паропроницаемостью, а также устойчивый к водопоглощению.
Обзор оборудования для самостоятельного производства пенополистирола
Собственное производство экструдированного пенополистирола и пенопласта – довольно выгодный бизнес. Вложения в новое оборудование и обустройство цеха окупаются уже в первую пару месяцев работы. После этого дело начинает приносить стабильный доход, который за вычетом зарплат и сырья легко преодолевает показатель в 20 %. При такой рентабельности бизнес полностью окупает себя уже через полгода. Прибавим к этому высокий спрос на полимерные утеплители, который продолжает расти, и получим отличный вариант собственного дела.

Что потребуется для работы?
Чтобы организовать производство пенопласта в домашних условиях и подобрать необходимый комплект оборудования, нужно ориентироваться в тех процессах, которые проходит вспененный полимер. Основные этапы этой технологии:
1. Нагрев полистирольного гранулята ПСВ и его вспенивание.
2. Вылеживание в холодном бункере сроком от 12 ч до суток для выравнивания внутреннего давления и отвердения оболочек.
3. Прессовка в форме и повторный нагрев с помощью пара – для сцепления шариков пенопласта друг с другом.
4. Охлаждение и нарезка плит.
Создавая собственный мини-цех для производства на дому, следует заранее продумать расстановку оборудования для удобной работы, а также подвести трехфазную сеть на 380 В.
Основные элементы линии
1. Устройства предварительного и вторичного вспенивания (для получения более легкого материала плотностью до 12 кг/м3).
Для вспучивания гранул пенопласта хватит обычного ПН-01. Приемный бункер этого аппарата вмещает до 60 л ПСВ, а на обработку сырье отправляется в более объемную камеру (700 л). Производительность предвспенивателя – 600 кг/ч. Как правило, его делают из листовой стали, но можно заказать изготовление паропроводов и основной емкости из нержавейки, хотя это и увеличит стоимость оборудования на 65 %. Дозатор в комплекте также повлияет на цену агрегата – еще плюс 35-40 %.
Вместо стандартного приемного бункера на предвспениватель можно установить конструкцию с компактным роторным тепловентилятором для первичного разогрева гранул. Узел дополняется ВР 80-75 производительностью от 750 м3/ч и мощностью 180-2200 Вт.
2. Парогенератор с накопительной емкостью (аккумулятором).
Лучше, чтобы это был экономичный твердотопливный котел с утилизатором отходов. Но для его обслуживания потребуется еще один рабочий и соблюдение ряда требований пожарной безопасности. Если нет возможности использовать такой нагреватель, подойдет электрический паровой генератор производительностью 100 кг/ч для линии, рассчитанной на 20 м3 пенопласта в смену.
3. Бункер с охлаждающим вентилятором и вкладыши.
Система настолько примитивна, что при желании ее легко сварить самостоятельно. Машзаводы выпускают разборные модели, стягивающиеся болтами. Это просто устойчивый каркас из металлических труб (можно б/у) с ребрами жесткости. Внутренний объем бункера вылеживания зависит от производительности вспенивателей, но обычно не превышает 15-30 кубов. Здесь основная деталь – плотный мешок-вкладыш из прорезиненной брекерной ткани, который надевается на рамную конструкцию.
Вентилятор можно приобрести отдельно, выбрав такую же модель ВР, как и для бункера предвспенивателя. Также для загрузки/выгрузки сырья на дне нужно будет установить коническую трубу Вентури с верхним приемником (5 тыс. рублей). Ее концы подключаются к рукавам пневмотранспорта, подающим легкий гранулят под давлением. Соответственно, в эту схему придется включить еще и компрессор.

4. Формовочное оборудование для производства пенопласта.
Эти блоки не стандартизированы и могут иметь самое разное исполнение. Все зависит от качества металла и особенностей конструкции. Загрузка вспученного и охлажденного полистирола проводится либо вручную, либо по пневмотрубам. Обычно формы имеют размеры примерно 1х2 м, их ширина колеблется от 200 до 750 мм, но можно заказать изготовление блоков с другими параметрами.
Обработка загруженного пенопласта паром происходит в течение всего 2-6 мин. Для управления процессами возможно подключение электропривода к крышке формы (около 25 тыс. рублей). Полностью автоматизированный узел с вакуумным охлаждением и разгрузкой выходит гораздо дороже.
Здесь применяются различные столы и торцовщики, раскраивающие блок пенопласта на отдельные листы нужного размера. Самые простые модели оборудования способны перерабатывать 10-12 м3/ч, с увеличением количества разделяющих струн растет и производительность столов (до 30 м3/ч). Впрочем, точность нарезки у всех одинаковая – 1 мм. А для экономии сырья и повторной переработки остатков полистирола стоит приобрести специальную дробилку. Она позволит создать действительно безотходную схему производства.

Мини-заводы
Можно и не собирать технологическую цепочку по частям – куда проще, если это будет готовая мини-линия по производству пенопласта. Она легче в наладке и обслуживании, а разница в цене между полным комплектом и набором из отдельных машин обычно невелика, хотя и не всегда в пользу первого варианта. Сделаем небольшой обзор доступных предложений в этом сегменте рынка и сравним характеристики.
Мини-завод немецкой марки AEG производительностью 7 м3/ч (56 кубов за смену). Укомплектован дополнительными узлами: силосами хранения сырья, дробилкой для подготовки отходов к повторной переработке и упаковочным станком. Выпускает блоки пенопласта с плотностью 9-25 кг/м3 и размером 1040х2040х630 мм.
2. ООО Оборудование и технологии.
Воронежская компания, предлагающая недорогие готовые линии в двух вариантах производительности: 40 и 100 м3. В комплектацию уже входит станок для вертикального и горизонтального раскроя блоков из пенопласта, включен шеф-монтаж с пусконаладочными работами и обучением персонала (30 тыс. рублей). Формы поставляются размером 1000х2000х(50-400) мм, выпускаемые линией марки пенопласта: от М15 до М35.

Поставляет мини-заводы для изготовления листового пенопласта в объемах от 20 до 400 м3/см. Для организации производства у себя дома достаточно будет самой скромной линии, выпускающей 2,5 м3/ч готовой продукции. Вместе с набором оборудования идут блок-формы размером 1000х1000х600 мм и установка горячей нарезки. Энергопотребление мини-цеха – 25 кВт.
Правда, в базовом варианте нет парогенератора, хоть и предусмотрен накопитель объемом в 2,5 м3. Однако у того же Пенолидера можно не только купить оборудование для производства пенополистирола, но и подобрать подходящий котел, ориентируясь на доступность энергоносителей. Это увеличит затраты еще на 108-338 тысяч.
| Линия | Производительность, м3/смена (8 часов) | Цена (в зависимости от комплектации), тыс. руб. |
| Penoceh-1000 | 56 | 1 500 – 2 800 |
| Оборудование и технологии | 40 | 807 – 1 500 |
| Пенолидер | 20 | 1 230 – 1 560 |
| SFBZ-120/90 для ЭППС | 30 | 7 080 |
Можно сэкономить 40-50 %, если купить линию б/у для пенопласта или же просто договориться с производителем о минимальной комплектации. Но сохранив часть денег, придется потратить больше времени на сборку и запуск цепочки. Здесь уже каждый сам выбирает, что важнее.

