

Способы ручного гнутья труб большого и малого диаметра
Ручная гибка труб. Гибка труб с песком и нагревом.

Ручная гибка труб. Гибка труб с песком и нагревом.
Несмотря на наличие соединительных деталей в виде тройников, угольников и т. д., часто возникает необходимость в гибке стальных труб. При малом радиусе закругления и большом диаметре трубы гибка выполняется в горячем состоянии на специальных гибочных станках. Холодную гибку малого диаметра можно выполнять вручную.
Гибка труб с песком.
Чтобы труба при изгибании не сминалась и не выпучивалась, а сохраняла нормальное сечение на месте изгиба, ее набивают речным песком (см. ст. Гибка труб с песком. Механизация уплотнения песка в трубах при гнутье. Заглушки для набитых песком труб.). Песок должен быть сухим, чистым и не крупным (зерно до 2 мл в диаметре). Речной песок обеспечивает хорошее перемещение перчинок вовремя гибки. Горный же песок для этого непригоден, так как он не обладает необходимой подвижностью. Нельзя, набивать трубу сырым песком, так как образовавшийся пар может разорвать ее или выдавить пробки.
Деревянная пробка для труб.
Труба с песком закрывается деревянной конусной пробкой.
Между пробкой и сухим песком рекомендуется класть небольшой слой влажного песка, чтобы уплотнить пробку и уменьшить около нее текучесть сухого песка. После этого труба набивается полностью песком и закрывается пробкой со второго конца (рис. 1, а); при массовом производстве для гибки труб можно применять пружину (рис. 1, б).
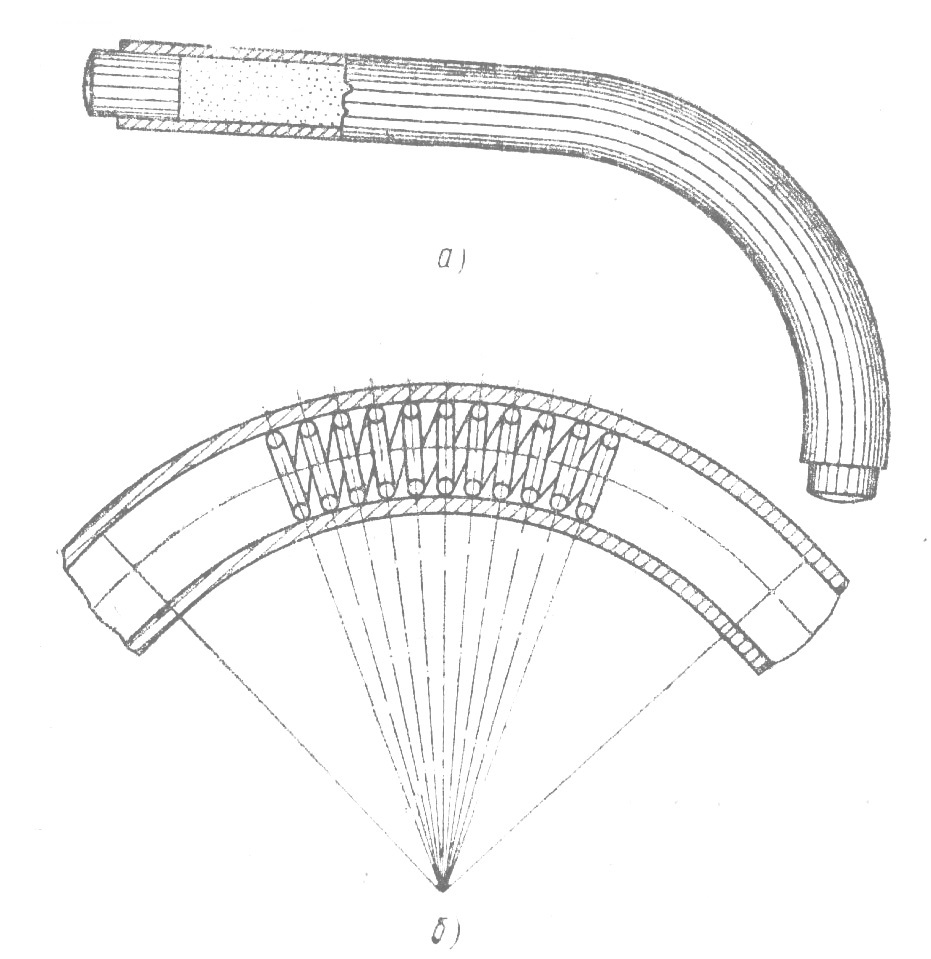
Рис. 1. Гибка трубы набитой песком — а; гибка трубы с вставленной пружиной — б.
Нагрев трубы.
При нагревании необходимо следить, чтобы нагревалась только часть трубы, подлежащей изгибу. Если нагревание будет распространяться дальше, то трубу следует охлаждать водой, иначе трудно будет получить нужный радиус закругления.
Разметка трубы.
Перед изгибом трубы производится разметка: намечаются места гиба и длина нагреваемого участка; поперек трубы мелом наносится черта, соответствующая вершине будущего угла, и от нее в обе стороны откладывается по половине длины части, подлежащей нагреву. Границы участка отмечаются мелом так, как и на раскаленной трубе меловая черта хорошо видна.
При нагревании трубы н горне необходимо следить за цветом накала в месте нагрева во избежание пережога. Нагревание ведется до тех пор, пока не нагреется песок. Это можно определить по отскакивающей от трубы окалине. Если песок не прокалится, то труба быстро охладится, и при изгибании могут получиться трещины, или изгибание не будет закончено в один нагрев и придется производить нагревание вторично, а от этого ухудшается качество металла.
При нагревании трубы необходимо применять древесный уголь, торф или кокс. Кузнечный уголь непригоден для этой цели из-за содержания в нем серы, которая может перейти в металл и вызвать в трубе трещины.
Радиус закругления трубы.
При нагревании трубы радиус закругления берется не меньше четырех диаметров трубы. Длина нагреваемого участка трубы зависит от угла изгиба и диаметра трубы. При угле в 90° нагреваемый участок должен быть примерно равен шести диаметрам трубы. Если трубу необходимо согнуть на 60°, 45° или 30°, длина нагреваемого участка должна быть соответственно меньше, т. е. равна 4, 3 и 2 диаметрам (рис. 2) трубы.
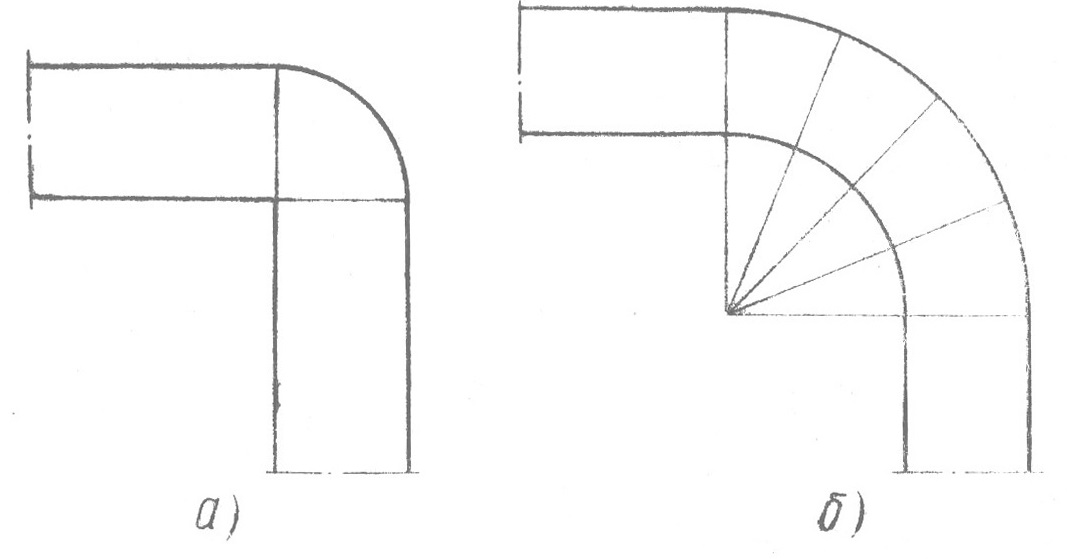
Рис. 2. Радиус изгиба трубы.
а – малый радиус изгиба; б – нормальный радиус изгиба.
При изгибе сварной трубы в приспособлении для гибки необходимо, чтобы шов трубы располагался не сверху и не снизу (рис. 3), а обязательно сбоку сгиба, иначе труба может лопнуть по шву. При расположении сварного шва сверху он будет растягиваться, а при расположении снизу — сжиматься.
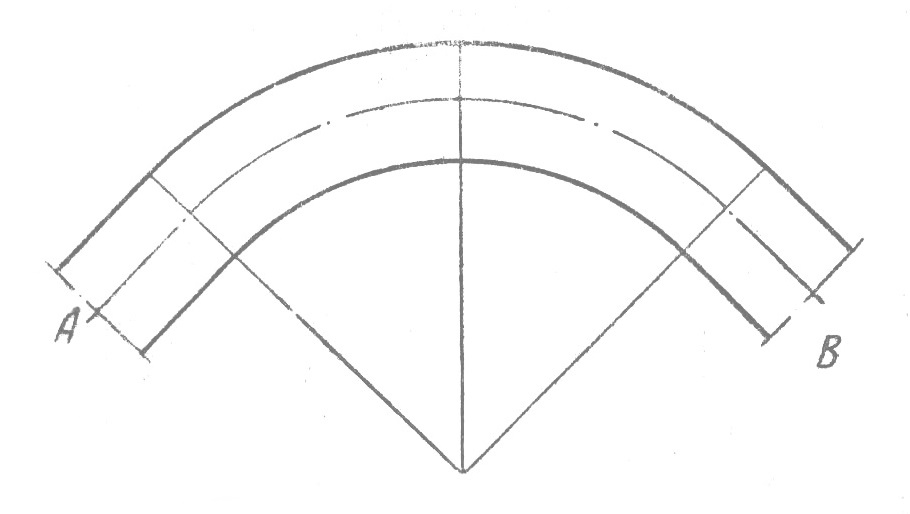
Рис. 3. Правильное расположение сварного шва АБ при загибе трубы.
Правильность изгиба проверяется шаблоном, приготовленным из прутка круглого железа. После того, как часть трубы изогнута, ее следует охладить и продолжать изгибание дальше
Ручной станок для гибки труб.
Гнуть трубы малых диаметров можно непосредственно в тисках и приспособлениях, а трубы больших диаметров с помощью так называемого трубогиба. Если труба не перегнута, то до требуемого угла ее можно довести, охлаждая водой выпуклую или вогнутую сторону колена. Ранее в статье отводы стальные ГОСТ я перечислял некоторые из способов ручной и автоматической гибки труб. Наиболее употребительные приемы загиба труб показаны на рис. 4.
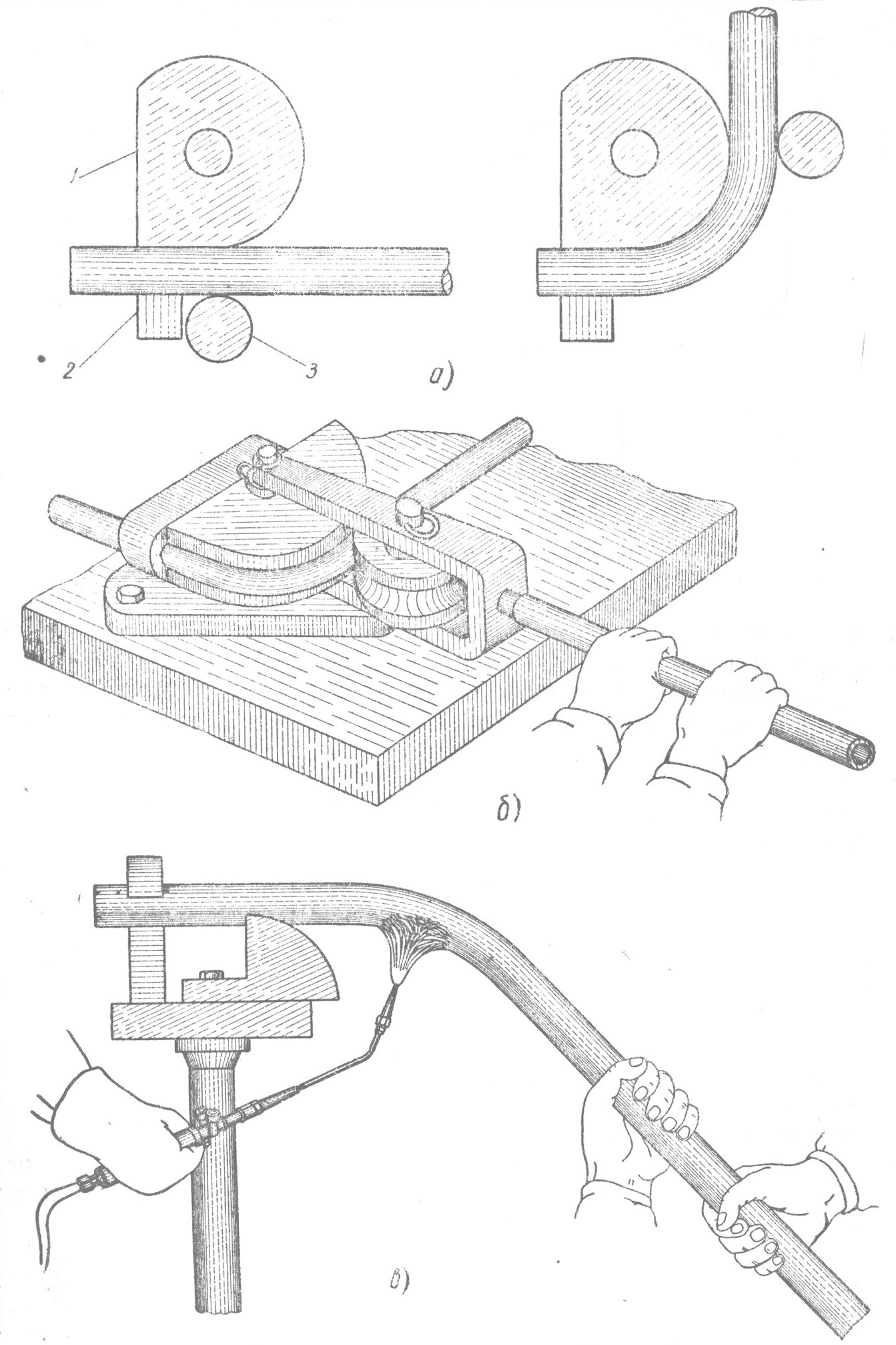
Рис. 4. Некоторые приемы гибки труб.
а – схема гибки роликами; 1 – неподвижный ролик; 2 – упор; 3 – подвижный ролик; б – приспособление для гибки труб; в – гибка труб с местным подогревом.
Если сравнивать стальные трубы с медными, то можно сказать, что у медных труб изгиб получается более плавным и гнутся они гораздо легче. Латунные трубы находятся где-то посередине между стальных и медных. Перед гибкой медные и латунные трубы подвергаются отжигу. Место загиба нагревают до темнокрасного цвета, а затем охлаждают на воздухе или в воде. Перед тем как согнуть медные и латунные трубы их набивают песком (см. ст. гибка труб песком) либо заливают расплавленной канифолью. После затвердевания канифоли, трубу начинают гнуть. Для гибки используют специальные приспособления или тиски. После того, как согнули трубу канифоль удаляется нагревом её стенок.
Статья оказалась Вам полезной?! Поделитесь в социальных сетях.
Способы ручного гнутья труб большого и малого диаметра
Изменение формы труб
Для чего может использоваться методика по изменению формы труб? Если площадь помещения, в котором производится их установка, ограничена, а применение специальных фитинговых соединений недопустимо, то стоит прибегнуть к гибке. Как обеспечить “безболезненное” изменение физических характеристик стальных или пластиковых поверхностей? Гибка труб выполняется как в специальных, так и в домашних условиях. Под “специальными” условиями имеется ввиду применение автоматических трубогибочных машин, которыми оборудованы рабочие мастерские. Данный способ наиболее эффективен, так как ограничений по радиусу нет, а количество материала требуется на ваше усмотрение. Не стоит забывать, что стоимость и затраченное время не совсем пропорциональны результату, поэтому будет разумно рассмотреть способ гибки труб большого и малого диаметров в домашних условиях.

Необходимость гнуть требы появляется тогда, когда необходимо подстроить трубы под особенности помещений.
Что для этого понадобится? В первую очередь инструмент. Если вы прибегаете к изменению формы труб единожды, то данный способ вам не подойдет, так как рациональнее будет обратиться к мастеру. Итак, используемый инструмент будет напрямую зависеть от диаметра стенок и толщины трубы:

Все металлические трубы, для качественного гнуться, подвергаются нагреву.
- Если это профильные трубопроводы с толстыми и тонкими стенками, то можно применить способы распила. После расчетов радиуса закругления выполняются пропилы, которые равноудалены и расположены поперечно. Их можно нанести угловой шлифовальной машиной (болгаркой). Колонна сгибается в нужном положении, а места распила завариваются сваркой.
- Гибка труб из меди производится весьма просто. Если это холодное время года, то результат не заставит себя ждать. Наполняем трубу водой, а один из концов перекрываем. После чего выставляем на улицу до замерзания. Впоследствии произвести гибку такой трубы вручную не составит особого труда.
- Для изменения формы стояков с диаметром большого типа (или ТБД) потребуются многоэтапные работы. Стальную пружину с общим диаметром, меньшим чем внутренний диаметр трубы на 2 мм, обвивают вокруг предполагаемого участка изгиба. После чего поверхность разогревается паяльной лампой, а с помощью специальной болванки (ее радиус должен быть равен радиусу изгиба) выполняется гибка.
- Гибка труб из “нержавейки” также потребует нагрева и, кроме того, применения наполнителя. В качестве такого наполнителя можно использовать песок.
- При гибке металлопластиковых колонн большого диаметра можно применить один из народных способов. После расчетов соотношений диаметра к радиусу изгиба и длине труба засыпается обычной поваренной солью, которую требуется предварительно прогреть на сковороде. В дальнейшем можно произвести гибку по требуемым шаблонам.
Кроме вышеперечисленных “обыденных” методов, гибка труб может производиться с помощью специализированных способов гнутья. Одним из таких является применение ручного трубогиба, который имеет вид обычных плоскогубцев. Минусы такого способа – необходимость в нагреве и невозможность работы с трубами большого диаметра.
Если рассматривать холодные методы гибки, с использованием пневматических и гидравлических приспособлений, то их всего три:
- обкатка
- наматывание
- изгиб на двух опорах
Ручное исполнение данных способов полностью исключается, так как промышленность выпускает специальные установки, которые выполняют гибку автоматически, шаблонно и вне зависимости от диаметра.
Рассмотрим принцип, при котором гибка труб выполняется на примере работы обкаточного станка. Такие станки могут производить сгибание труб как большого, так и малого диаметра. Между специальными роликами вставляется один из концов “водовода”. Используя рукоятку, прижимной ролик проворачивается, а материал проходит в паз. Материал загибают в требуемом направлении, при этом учитывая погрешность при окончательном распрямлении трубы.
Холодная и горячая гибка труб
 Гнутые трубы широко применяются в аппаратостроении, при производстве теплообменных аппаратов, в химической и нефтехимической отрасли, в общем машиностроении и в строительстве. Применение гибки труб позволяет уменьшить количество сварных швов при изготовлении трубопроводов с отводами.
Гнутые трубы широко применяются в аппаратостроении, при производстве теплообменных аппаратов, в химической и нефтехимической отрасли, в общем машиностроении и в строительстве. Применение гибки труб позволяет уменьшить количество сварных швов при изготовлении трубопроводов с отводами.
Гибку труб малого диаметра обычно осуществляют в холодном виде. При этом минимальный радиус гибки по осевой линии равен диаметру трубы. Горячая гибка труб создает лучшие условия для гибки, материал становится более пластичным, вероятность образования дефектов (трещины, гофры, остаточные деформации) уменьшается.
В обоих случаях гибки одной из важных задач технологического процесса является обеспечение равнозначности сечения трубы и отсутствие гофр. Гофры появляются от воздействия тангенциальных сил, а искажения сечения происходят от влияния радиальных сил при гибке. Качество гибки обеспечивается правильным расчетом режимов. Рекомендации по расчету приведены на рис. 1.
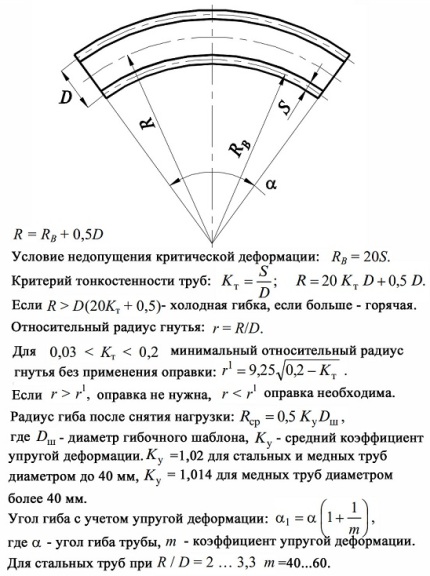
Рис. 1. Расчет параметров гибки труб
Также при гибке нужно учитывать пружинение трубы после снятия нагрузки. Оно зависит от физико-механических характеристик материала (чем больше модуль упругости Е, тем больше возможна деформация), способа гибки и особенностей геометрии трубы.
Трубы малого диаметра гнут в ручных приспособлениях, для гибки труб большого диаметра применяют механизированные трубогибы. Холодную гибку труб можно произвести несколькими способами:
1) Гибкой с обкаткой (диаметр труб до 70 мм). Гибка с обкаткой производится при невысоких требованиях к круглости сечения в месте гиба (рис.2, а).
2) Гибкой с наматыванием (диаметр до 20 мм). Ползун может быть неподвижным или продольно перемещаться (рис.2, б).
3) Гибкой на двух опорах (диаметр до 300 мм). Опоры проворачиваются вокруг осей, усилие гибки прилагается посередине (рис.2, в).
4) Гибкой с волочением — для тонкостенных цельнотянутых труб. Обжатая труба проходит через продавливающую фильеру и фиксируется зажимом. Эта технология дает возможность производить гибку коротких труб на малый угол (рис.2, г).
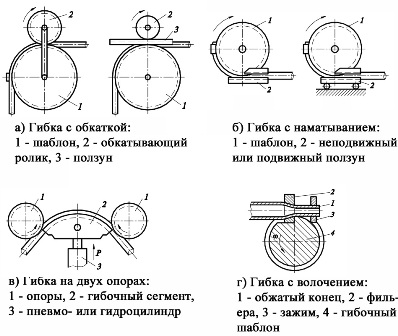
Рис. 2. Холодная гибка труб
Гибка труб с подогревом производится тремя основными способами (рис.3):
1) Протяжкой на рогообразном сердечнике. Предварительно трубная заготовка подогревается и проталкивается плунжером по сердечнику. При гибке одновременно происходит и калибровка трубы (рис.3, а).
2) Гибкой в штампах. Этот метод гнутья наиболее производителен, однако ввиду дороговизны штамповой оснастки такой способ экономически оправдан только при серийном и массовом изготовлении. Штамповка является традиционным способом изготовления крутоизогнутых патрубков (отводов).
3) Гибкой с подогревом ТВЧ (рис.3, б). Нагрев трубы до 1000 градусов непосредственно перед гибкой производится в кольцевом индукторе.
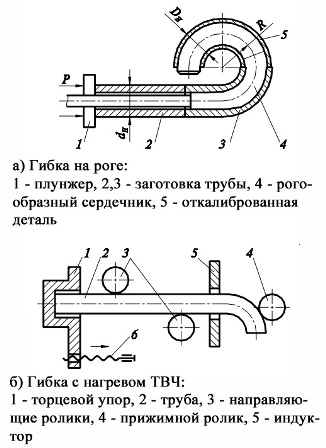
Рис. 3. Горячая гибка труб
Устойчивость стенки труб от деформаций при гибке обеспечивается гибочным ручьем (для наружней стенки) и дорнами (оправками) для внутренней стенки. На рис.4 показаны различные конструкции дорнов и оправок, на рис.5,6 — приспособления для ручной гибки труб и трубогибочные станки.
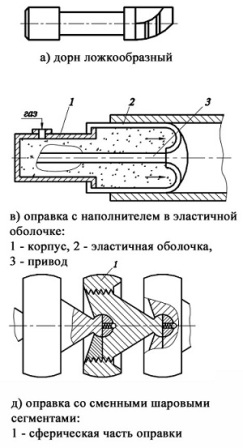
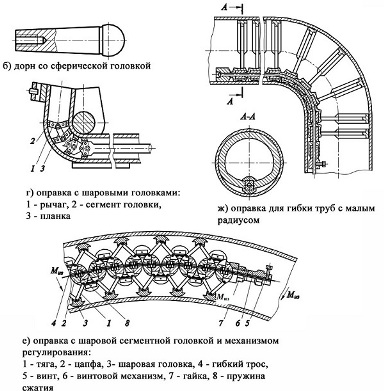
Рис. 4. Конструкция дорнов и оправок для гибки труб
Гибка труб
Гибка труб: «холодный» и «горячий» способы
 Гибка труб своими руками допустима лишь в разовых случаях. Если процесс сборки металлоконструкции или трубопровода предполагает использование большого количества «гнутых» труб, то процесс деформации изделий лучше всего проводить на особых станках – трубогибах.
Гибка труб своими руками допустима лишь в разовых случаях. Если процесс сборки металлоконструкции или трубопровода предполагает использование большого количества «гнутых» труб, то процесс деформации изделий лучше всего проводить на особых станках – трубогибах.
Впрочем, в данной статье мы рассмотрим оба варианта деформации труб, примеряя каждый способ к изделиям разной формы и диаметра.
ГИБКА ТРУБ СТАЛЬНЫХ ИЛИ ПЛАСТИКОВЫХ: СПОСОБЫ РЕАЛИЗАЦИИ ПРОЦЕССА
По большому счету, существует всего два способа деформации трубного проката:
- холодная гибка труб
- деформация разогретых изделий
Первый способ – «холодная» гибка – возможен только в том случае, если деформируемая труба изготавливается из достаточно пластичного материала, способного менять свою форму под влиянием внешних сил.
Поэтому «холодную» гибку, как правило, практикуют при деформации относительно небольших металлических труб (за исключением труб из чугуна).
Правда, гибка труб из нержавеющей стали (или любых других труб с повышенной кольцевой жесткостью) вынуждает нас задействовать в этом процессе особые станки – трубогибы. Поскольку собственными силами мы можем согнуть только очень пластичные трубы из меди или алюминия.
жесткостью) вынуждает нас задействовать в этом процессе особые станки – трубогибы. Поскольку собственными силами мы можем согнуть только очень пластичные трубы из меди или алюминия.
Впрочем, «мягкие» пластиковые трубы такому способу гибки не поддаются даже на трубогибах. Ведь, несмотря на декларируемую мягкость, пластиковые трубы либо не обладают достаточной пластичностью для такого способа деформации, либо у них нет кольцевой жесткости, достаточной для удержания изделия в согнутом состоянии (полиэтиленовые изделия без армирующего каркаса).
Исключение можно сделать только для комбинированных материалов на основе полиэтилена — гибку металлопластиковых труб выполняют только «холодным» способом. Внутри такой трубы находится армирующий пояс из алюминия – в процессе деформации гнут именно его и форму после гибки удерживает именно он.
Горячая гибка – возможна практически в любом случае. Ведь в разогретом состоянии пластичность любого материала повышается на порядок. Например, высокотемпературная гибка стальных труб (или изделий из любого другого металла) осуществляется очень просто: трубу просто нагревают в месте деформации и сгибают руками. То есть станки или механические трубогибы, в этом случае, нам уже не понадобятся.
С пластиком, в данном случае, опять возникают проблемы. Горячая деформация невозможна в принципе – полимерные трубы теряют свою кольцевую жесткость при нагреве выше 250 градусов Цельсия. То есть, в процессе горячей деформации такая труба просто растечется по поверхности.
Ну, а теперь, когда мы познакомились со способами деформации, давайте перейдем от теории к практике и разберем, как гнуть трубы «холодным» и «горячим» способом.
ХОЛОДНАЯ ГИБКА – ОСНОВНЫЕ ЭТАПЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Используя холодную гибку, трубы можно согнуть практически под любым углом. Но сделать это можно всего двумя способами: вручную и с помощью специальных механизмов. Причем и сами механизмы могут использовать либо электрическую или иную энергию, либо энергию мускульной силы оператора.
К основным способам ручной деформации относятся следующие варианты:
- наматывание изделия на шаблон
- деформация изделия на опорах
Причем первый способ допустим только в том случае, если материал трубы будет достаточно пластичным. Ну а второй способ можно использовать и для более жестких труб.
 Первый вариант – наматывание на шаблон – реализуется следующим способом. На первом этапе процесса гибки трубу нужно заполнить каким-либо сыпучим веществом. Поэтому в изделие засыпают песок (можно соль) или заливают воду, которую охлаждают до состояния льда. Сыпучее вещество не позволит измениться профилю трубы.
Первый вариант – наматывание на шаблон – реализуется следующим способом. На первом этапе процесса гибки трубу нужно заполнить каким-либо сыпучим веществом. Поэтому в изделие засыпают песок (можно соль) или заливают воду, которую охлаждают до состояния льда. Сыпучее вещество не позволит измениться профилю трубы.
Далее мы берем калибр – округлую и твердую поверхность – и гнем трубу, наматывая изделия вокруг калибра. Само изделие, при этом, удерживается за края мерного отрезка, а гнется только середина.
По такой методике осуществляется гибка труб из дюраля или латуни, или иного материала с достаточно высокой пластичностью. Сам изгиб получается относительно ровным, но такая технология сопровождается большими объемами отходов. Ведь даже гибка медных труб – очень пластичных изделий – требует достаточно большого рычага. Следовательно, согнув участок в середине мерного отрезка, мы будем вынуждены избавиться от «рукоятей» — концов, за которые держались в процессе загиба.
Второй вариант – деформация на опорах – реализуется следующим способом:
- Сгибаемое изделие устанавливают на две точечные опоры. Центр трубы, при этом, находится над пустотой.
- Далее мы наносим удары в центральную точку, равноудаленную от двух опор. И под влиянием этих ударов труба немного сгибается. Причем саму трубу можно немного сдвигать, перенося центральную точку на пока еще недеформированный участок.
Подобная технология гибки труб грешит неаккуратностью – с внешней стороны изделия несут на  себе следы ударов, а их поперечное сечение отклоняется от первоначального профиля. Кроме того, «лишний» металл соберется в складку на внутренней поверхности загиба. Поэтому холодная гибка на двух опорах – это не наш метод.
себе следы ударов, а их поперечное сечение отклоняется от первоначального профиля. Кроме того, «лишний» металл соберется в складку на внутренней поверхности загиба. Поэтому холодная гибка на двух опорах – это не наш метод.
Правда, используя различные ручные приспособления для гибки труб, мы можем исправить эту ситуацию. Для этого нам нужны: ножовка по металлу, линейка и сварочный аппарат. Линейкой мы отмеряет несколько точек на трубе (в месте загиба изделия), ножовкой делаем надрезы в теле трубы. А сварочным аппаратом завариваем швы после завершения деформации на опорах. И никакого деформирования тела или профиля изделия – лишний металл мы уже удалили, сделав надрезы ножовкой.
Впрочем, несмотря на все наши ухищрения, ручная деформация уступает, по всем параметрам такому способу, как механическая гибка труб в стационарных условиях.
Основные способы механической гибки труб
Вся механическая гибка основана всего на двух способах:
- Обкатке трубы
- Гидравлической деформации трубы
Причем для реализации этих технологий используют как электрифицированные, так и ручные станки для гибки труб. Последние используют в качестве источника деформирующего усилия мускульную силу оператора, приложенную к рычагу или струбцине.

Электрифицированная и ручная гибка труб методом обкатки осуществляется следующим способом:
- изделие устанавливается на подающие вальцы станка
- Деформирующий валец подводится к поверхности трубы и упирается в нее с нужным усилием.
- Оператор включает мотор или начинает вращать барабан подающего механизма с помощью особой рукояти.
- Геометрические параметры процесса регулируют в ходе обкатки, поджимая деформирующий валец. Ведь чем большее усилие на этом вальце, тем больше радиус загиба трубы.
В итоге, такая, почти самостоятельная гибка труб – ведь большинство станков работают именно на ручном приводе – позволяет согнуть под нужным радиусом значительные партии заготовок. Причем качество гибки оказывается существенно выше любого, по-настоящему, ручного варианта. Да и сам процесс деформации происходит быстрее. Однако обработка круглых труб, а равно и гибка труб большого диаметра, на вальцевых трубогибах невозможна. Для этих целей лучше использовать либо прессы, либо специальные станки для гидравлического деформирования труб.
Последний способ основан на деформации изделия, заполненного жидкой средой (водой или маслом), проводимой в контакте со специальным калибром. По сути, этот процесс повторяет ручную гибку методом наматывания, только результаты этого процесса выглядят более впечатляющее. Кроме того, гидравлическое деформирование дает возможность не только согнуть трубу, но и изменить диаметр сечения изделия.
ГОРЯЧАЯ ГИБКА – КАК ЭТО ДЕЛАЕТСЯ ?
Горячее деформирование дает возможность согнуть самые жесткие трубы. Причем, как и в случае с холодной гибкой, горячий вариант можно реализовать с помощью всего двух технологических процессов: ручного и механического деформирования.
Горячая ручная гибка
Горячая гибка вручную выполняется теми же способами, что и холодная ручная гибка. То есть мы  практикуем те же методы: наматывание на калибр и деформацию на опорах. Только перед подачей изделия на калибр или на опоры его нагревают.
практикуем те же методы: наматывание на калибр и деформацию на опорах. Только перед подачей изделия на калибр или на опоры его нагревают.
Причем оборудование для гибки труб вручную горячим способом нужно почти точно такое же, что и при холодной деформации. Только в процессе «горячей» обработки задействуют еще и паяльную лампу или резак, которыми прогревается место деформации.
Поэтому воду в процессе горячей гибки в качестве наполнителя не используют.
Технология и способы гибки труб
При производстве жестких металлоконструкций из цельной заготовки в качестве альтернативы сварке и резьбовому соединению все чаще применяется гибка труб.

Человечество начало применять трубу очень давно — ее прототипом были тростник и бамбук, из которых сооружались первые водоводы. Еще в древнем Риме научились изготавливать трубы из бронзы. Первые методы промышленного производства таких металлических изделий возникли в начале 19 века. В настоящее время выпускаются миллионы и миллионы тонн продукта, без которого не могут обойтись огромное количество отраслей хозяйственной деятельности человека.
При производстве жестких металлоконструкций из цельной заготовки в качестве альтернативы сварке и резьбовому соединению все чаще применяется гибка труб. Это объясняется целым рядом причин:
- снижение материалоемкости, так как нет ввариваемых патрубков;
- уменьшение трудоемкости при создании конструкций по сравнению со сварными и резьбовыми соединениями;
- лучшие гидроаэродинамические показатели прохода;
- отсутствие неблагоприятного воздействия на структуру металла по сравнению со сваркой;
- преимущество в герметизации относительно резьбовых соединений;
- лучший внешний вид конечного изделия.
Гнутье труб осуществляется различными методами. Применение той или иной технологии определяется следующими основными факторами:
- материал изготовления;
- толщина стенок;
- профиль;
- размер сечения (диаметр или высота профиля);
- радиус сгиба;
- необходимая точность гнутья;
- допустимые пределы деформации гнутой конструкции;
- качественные показатели прочности и долговечности в месте изгиба.
Горячая гибка труб
Гнутье труб с предварительным разогревом применяют в случаях,  когда нет возможности применить трубогибочные устройства и приспособления для гиба холодным способом. Процесс гибки труб с предварительным разогревом весьма трудоемок и производится с наполнителем. В этом качестве используют сеяный речной песок без органических включений и слишком мелких фракций, которые при термическом воздействии могут спекаться и пригорать к стенкам. Песок не должен быть влажным, чтобы исключить возникновение высокого давления пара в трубе при ее нагреве.
когда нет возможности применить трубогибочные устройства и приспособления для гиба холодным способом. Процесс гибки труб с предварительным разогревом весьма трудоемок и производится с наполнителем. В этом качестве используют сеяный речной песок без органических включений и слишком мелких фракций, которые при термическом воздействии могут спекаться и пригорать к стенкам. Песок не должен быть влажным, чтобы исключить возникновение высокого давления пара в трубе при ее нагреве.
Гибка стальных труб производится при температуре порядка 900 о С без пережога и с одним нагревом — иначе ухудшается качество продукции. Размер разогреваемого участка определяется сечением и радиусом гибки. По окончании процесса удаляют заглушки, извлекают песок, очищают и промывают полость трубы.
Холодная гибка труб
Строго говоря, гибка труб отрицательно влияет на характеристики их качества. Возникают заметные дефекты, основными из которых являются:
- уменьшение толщины стенки на внешней стороне изгиба;
- появление гофровых складок на внутренней стороне изгиба;
- искажение формы прохода трубы — из круглой она превращается в овальную.
Особенно подвержены деформациям трубы из мягких металлов и с тонкими стенками. Поэтому гибка тонкостенных труб требует применения механического стабилизатора — им служит дорн.
Дорном называют специальный элемент оснастки, который в процессе гибки располагается в полости трубы по месту ее изгиба. Он предназначен для предотвращения деформаций стенок трубы в гибочном процессе. Дорн может быть жесткой или гибкой конструкции.
Жесткий дорн — это направляющий элемент, выполненный из твердого металла, с закругленным торцом с рабочей стороны. Его заправляют непосредственно в точку изгиба. Гибкий дорн также состоит из твердого стержня. На одном его краю находятся один или несколько изгибающихся сегментов, выполненных в виде шаров или полусфер особой формы.
Эти конструкции, находясь в месте изгиба, обеспечивают неизменность формы прохода. По завершении процесса дорн выталкивается из гибочной зоны, а шарики дополнительно калибруют внутреннюю поверхность. Использование гибкого дорна достаточно сложно. Для его применения в трубогибе должно быть устройство автоматического управления дорном.
Трубогибы с использованием дорна, в силу своей специфики, бывают только стационарными. Они производятся для работы как в полуавтоматическом, так и в полностью автоматическом режиме. Работа высокопроизводительных дорогостоящих трубогибов контролируется системой ЧПУ, которая отслеживает все текущие параметры технологического процесса.
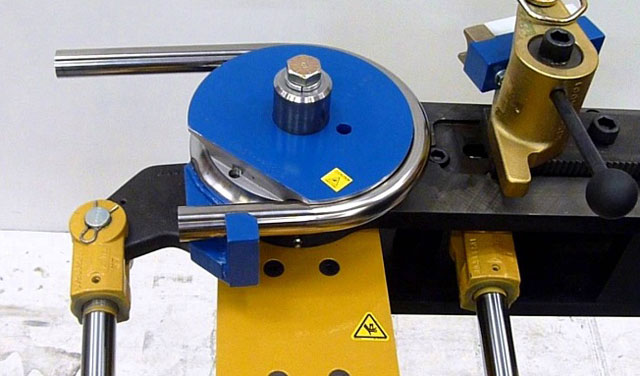
Переносные трубогибы
- Трубогибы рычажные. За счет большого плеча возможно совершать необходимые действия исключительно мышечным усилием человека. В изделиях из пластичного металла, включая нержавеющую сталь сечением до 3/4 дюйма, они позволяют делать загиб до 180 о .
- Трубогибы арбалетного типа. Изделие размещают на двух опорных точках,

 вращающихся вокруг собственных осей. Гибочный башмак, соединенный с перемещающимся штоком, прилагает усилие к той части трубы, которая расположена между опорами. Такие легко переносимые трубогибы способны согнуть трубу из нержавейки диаметром до 100 мм на угол до 90 о . Шток, создающий давление, может быть выполнен как:
вращающихся вокруг собственных осей. Гибочный башмак, соединенный с перемещающимся штоком, прилагает усилие к той части трубы, которая расположена между опорами. Такие легко переносимые трубогибы способны согнуть трубу из нержавейки диаметром до 100 мм на угол до 90 о . Шток, создающий давление, может быть выполнен как:
- механический винтовой;
- гидравлический с ручным приводом;
- гидравлический с электроприводом.
- Электрические трубогибы. В них гибка труб производится на сменных гибочных сегментах различного радиуса. Здесь с помощью поворотной оправки заготовку загибают под определенным углом.
Положительные свойства этого инструмента:
- универсальность, которую обеспечивает сменный набор сегментов и поворотных оправок для разных сечений труб;
- угол изгиба до 180 о ;
- автоматическая работа без дополнительных действий;
- плавное изменение скорости, присутствие обратного хода;
- фактическое отсутствие деформации изгиба, благодаря безукоризненному согласованию всех элементов оснастки и необходимой динамики подачи;
- простота использования, легкая замена насадок;
- высокая производительность;
- компактность и малый вес, благодаря большой приведенной мощности привода.
При отсутствии электросети такие трубогибы обеспечиваются приводом, работающим от встроенного аккумулятора.
Станочная гибка труб
Гибка профиля из металла не представляет для такого станка никакой проблемы, так же как и гибка профильной трубы. Универсальность оборудования данного типа обусловлена тем, что вальцовка по сути — это деформация материала по некоторому направлению. Этот метод можно отнести к самому общему виду гибки металла. Изгиб профильной трубы обеспечивается установкой необходимой формы (калибра) роликов или валков.
К достоинствам такого станка следует отнести возможность получения гнутого профиля большой длины — более 5 метров, что бывает часто необходимо в строительстве. Кроме того, заготовку можно гнуть на угол до 360 градусов — на полный круг. Гибку труб большого диаметра производят на электрических станках со следующим принципом изгиба: сначала один конец заготовки устанавливается в специальный захват, а затем наматывается на колодку нужного радиуса.
Такие станки позволяют реализовать точный угол загиба (до одного градуса). Это обеспечивается либо простым механическим путем, либо заданием параметров в цифре с контролем всего процесса на мониторе на высокоавтоматизированных комплексах. Станки используются только в заводских условиях.
Методы гибки труб и профилей
Процесс сгибания труб присутствуют во многих производственных операциях: в прокладке нефтегазовых трасс, тепловых магистралей, в монтаже сетей водопровода и водоотведения, систем промышленной вентиляции и кондиционирования. Гнутые трубы выполняют роль ответвлений, соединительных отрезков, отводов и ограждений в конструкциях различных механизмов и жестких металлических конструкций.
Во всех случаях гибка труб производится с помощью трубогибочных машин. Каждая технология изменения направленности трубы имеет свои особенности и показания, которые следует учитывать при выборе оборудования.
Факторы, влияющие на выбор технологии гибки труб
Сгибание трубной заготовки представляет собой процедуру изменения направленности трубы, в том числе – геометрии отрезка. Данный процесс выполняется на трубогибочных станках разными технологиями, использование которых во многом зависит от:
- Материала трубопровода
- Величины наружного и внутреннего диаметра
- Толщины стенки трубы
- Требуемой точности гибки
- Сложности конструкции
- Величины радиуса сгибания
- Допустимых величин деформации заготовки
- Качественных показателей прочности
- Срока эксплуатации конструкции, в том числе на отрезке изгиба.
Выбирая трубогибочный инструмент, необходимо определить для каких целей он будет использоваться, так как от правильного выбора зависит принцип работы, производительность оборудования, метод гнутья и объемы задействованных ресурсов. В настоящее время существует два варианта гибки труб на профилегибах и трубогибочных машинах – метод холодной или горячей гибки.
В чем заключается особенности горячей гибки труб?
Метод горячего сгибания труб заключается в предварительном подогреве зоны будущего сгиба детали или всей детали по необходимости. Данная процедура выполняется газовыми либо нефтяными горелками или в горнах. Также подогревание заготовки может проходить на станках с помощью токов высокой частоты. Данная технология является весьма трудоемкой, поэтому ее задействуют, когда отсутствуют агрегаты для холодной гибки труб. 
Главной особенностью горячей гибки труб является использование специального наполнителя. В подавляющем большинстве им выступает чистый речной песок определенной фракции, без включения мелких или крупных частиц, в том числе без органических или неорганических примесей. Присутствие посторонних включений может повлечь за собой их пригорание к частицам песка или поверхности трубы. Кроме того, песок не должен быть мокрым, иначе при повышении температуры возникнет высокое давление пара в трубе и ее деформация.
Принцип действия горячей гибки труб
- После засыпания песка в заготовку происходит повышение температуры до 900 градусов по С и выполняется гибка трубы нужного радиуса.
- Нагревание детали происходит единоразово без пережога, чтобы не допустить ухудшения качества.
- Выбор размера подогреваемой зоны на трубе зависит от угла сгибания, толщины и размера диаметра.
- После завершения процедуры, вынимают заглушки, удаляют наполнитель и прочищают заготовку.
Метод холодной гибки труб
Метод холодной гибки труб — это процесс изменения радиуса трубы без нагрева в месте сгиба.
Холодным способом выполняется сгибание профиля и трубных заготовок из:
- Меди.
- Алюминия.
- Стали.
- Цветных сплавов.
- Железа.
Кроме того, холодная гибка труб выполняется многими видами трубогибочных машин, в том числе — полуавтоматическими станками с ЧПУ, что положительно сказывается на точности гибки. Это особенно важно при выполнении сложной пространственной гибки труб или сгибания хрупких тонкостенных деталей. Именно поэтому данный способ получил гораздо большее распространение, чем технология горячего сгибания. 
В случае работы с тонкостенными или хрупкими трубами рекомендовано использование механического стабилизатора – дорна.
Способы гибки труб и профилей на трубогибочных и профилегибочных станках
Холодный метод гибки труб подразумевает два варианта гибки:
- Сгибание инструментом без дорна. Данная технология применяется для сгибания труб большого радиуса (от 3D), заготовок с толстыми стенками, а также в случаях, когда не требуется высокая точность работ. Данный способ является устаревшим и в последние годы используется все реже.
- Сгибание трубы дорновым инструментом. В зависимости от вида трубогибочной машины выполняется сгибание заготовки в различных плоскостях определенным способом:
Как производится гибка металлических труб: технологические тонкости выполнения работ

Трубы, согнутые под углом, нашли применение в нефтяной и химической отраслях, машино- и аппаратостроении. Без них не обходится ни один архитектурный или строительный проект.
Для поворотов можно использовать всевозможные фитинги, но тогда возможно возникновение течи, а иногда это просто недопустимо из эстетических соображений. Более привлекательный внешний вид и высокую надежность обеспечивает гибка труб — процесс, не нарушающий их целостность.
Мы расскажем, как лучше согнуть металлическую трубу как по холодной, так и по горячей технологии. В представленной нами статье описана специфика сгибания труб, выполненных из различных материалов. Приведены особенности работы с профильными и обычными круглыми трубами.
Особенности процесса гибки
Каждый металл обладает своими особенностями, без их учета невозможно придать металлическому прокату сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы.
Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр. Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
Способы сгибания труб
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.

После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта.
Специфика горячей технологии
Выбирают этот метод, когда нужно согнуть трубу диаметром от 10 см. Деформируют трубы горячим способом как вручную, так и с применением механизмов. Существует такое понятие, как минимальный радиус изгиба.
Протяженность зоны трубы, которую необходимо нагреть, определяют исходя из диаметра трубы и угла изгиба. При этом закругление не может быть меньшим, чем диаметр трубы, умноженный на 3.
Находят длину нагреваемого участка по формуле:
L = α х d / 15
В формуле: L — искомая длина в мм, α — угол изгиба в градусах, d — диаметр трубы снаружи в мм, 15 — коэффициент. Допустим, трубу диаметром 200 мм нужно изогнуть под углом 60⁰, тогда L = 60 х 200/15 = 800 мм, т.е. 4 диаметра.

Чтобы согнуть трубу, ее нужно нагреть до 900⁰. Оптимальная температура для начала гибки 760⁰, а на конец — 720⁰С. При пережоге ухудшаются прочностные характеристики материала.
В процесс горячего изгиба входит несколько операций:
- изготовление шаблона;
- набивка песком;
- разметка участка;
- нагрев;
- изгибание.
Чтобы не деформировалось сечение трубы и на внутренней ее части в месте изгиба не образовывались сладки, внутреннее пространство набивают кварцевым песком.
Предварительно песок сушат и прокаливают, с целью удалить органические примеси при температуре от 150 до 500⁰, а после пропускают через мелкое решето с размером ячеек 3,3 х 3,3 мм. Перед тем как начать набивку трубы, нужно заглушить один ее конец.
В качестве заглушек применяют деревянные или металлические пробки, имеющие отверстие для выхода газов. Мелкий и влажный песок использовать нельзя, т.к. первый при термическом воздействии спекается и крепко пристает к стенкам труб.
Второй, в результате образования пара, способствует возникновению высокого внутреннего давления, что может стать причиной вылета пробки. Недопустимо наличие в набивке камешков, они могут продавить стенку трубы.
Процесс набивки трубы очень трудоемкий, поэтому ее транспортируют к вышке и придают ей слегка наклонное или вертикальное положение. Так как качество изгиба находится в прямой зависимости от уплотнения набивки, трубу на протяжении процесса непрерывно обстукивают. Глухой звук свидетельствует о хорошем наполнении заготовки.
Перед тем как приступить непосредственно к главной операции, на набитой песком трубе прорисовывают участки будущих изгибов, приложив шаблон. Нагревают трубы в печах или горнах. Сгибают как вручную, так и механизированным способом.
В последнем случае используют специальные плиты, оснащенные упорными стойками, с помощью которых фиксируется нагретый участок трубы и прижимами, служащими для удержания конца трубы на плите. На противоположный торец трубы надевают трос, натяжение которого с помощью лебедки или шпиля и заставляет трубу изгибаться.
Чтобы стенки трубы не деформировались, в пространство стойка-труба помещают прокладки — прямые или изогнутые. Свободный конец с надетым на него тросом подстраховывается при помощи подставки. Во время процесса осуществляют контроль геометрии трубы, периодически прикладывая к ней шаблон.
Изогнув трубу под нужным углом, из нее удаляют пробки путем выжигания или просто выбивают их. Песок высыпают, трубу очищают и промываю. Выполняют окончательную проверку изгиба при помощи шаблона.
Гибка холодным методом
Для изменения конфигурации труб небольших диаметров используют различные ручные приспособления, для больших — механизированные трубогибы. В домашних условиях чаще всего требуется гибка водогазопроводных стальных труб, применяемых в устройстве систем водоснабжения и отопления.
Гибка трубы под 90⁰ называется отводом, 180⁰ — калач, с образованием уступа — утка, в виде петли — скоба.

Для ручной гибки существуют и другие приспособления. В домашних условиях для изготовления змеевика для нагрева воды, трубку из нержавейки диаметром около 20 мм просто наматывают на отрезок трубы большого диаметра. Предварительно на большую трубу наваривают скобу, укладывают ее на опоры и зажимают.
Трубку плотно набивают песком и закрывают пробками, затем вставляют в скобу и начинают навивку. Трубу, используемую в качестве шаблона, нужно прокручивать, поэтому потребуются усилия как минимум двух человек. Закончив навивку, змеевик ровняют.

Гибку трубы из нержавеющей стали или другого материала в домашних условиях можно выполнить и на самом простом приспособлении. Его целесообразно применять при небольших объемах работ.
Несложный механический станок для сгибания трубы можно соорудить собственными руками, особенно, если вы владеете навыками сварщика и знакомы со сварочным аппаратом:
Гибка труб
 Гибка труб может осуществляться несколькими методами. Для выполнения работ применяются ручные, полуавтоматические и автоматические станки. Выбор метода гибки определяется материалом трубы, ее диаметром и толщиной стенки, требуемой точностью и объемами работ. Гибка труб большого диаметра производится на специальных мощных трубогибочных станках. В настоящее время гибка металлических труб осуществляется методами горячей гибки вручную, вальцовки, наматывания и обкатки.
Гибка труб может осуществляться несколькими методами. Для выполнения работ применяются ручные, полуавтоматические и автоматические станки. Выбор метода гибки определяется материалом трубы, ее диаметром и толщиной стенки, требуемой точностью и объемами работ. Гибка труб большого диаметра производится на специальных мощных трубогибочных станках. В настоящее время гибка металлических труб осуществляется методами горячей гибки вручную, вальцовки, наматывания и обкатки.
Горячая гибка труб
Самым старым методом гибки является горячая гибка труб. При этом методе трубу набивают песком, производят разметку, нагревают трубу и выполняют непосредственно гибку. Наполнение трубы песком помогает предотвратить сплющивание трубы в процессе гибки. Выполнение гибки горячим методом требует высокой квалификации специалиста и больших затрат времени на выполнение работы.
Вальцовка, или холодная гибка
При методе вальцовки (или холодной гибки с помощью роликов) труба зажимается прижимным роликом. Диаметр сгиба определяется диаметром ролика. Этим методом производится гибка профильной трубы по радиусу с использованием одного станка. Применяется метод применяется для гибки труб большого диаметра. Не подходит вальцовка для получения малых радиусов гиба и тонкостенных труб. Недостатком холодной гибки является невысокая точность радиуса гибки.
Гибка профильной трубы методом наматывания
 Гибка профильной трубы методом наматывания осуществляется путем вталкивания трубы в зону гибки с помощью различных средств. Различают наматывание вращательным движением с помощью кулачка или ролика, с помощью прижима или с помощью шаблона для гибки на опорах. Этот метод является быстрым и довольно простым в реализации, часто используется на месте прокладки трубы. Метод наматывания не применяется для гибки труб малого радиуса и гибки тонкостенных труб. При гибке наматыванием получается большая овальность.
Гибка профильной трубы методом наматывания осуществляется путем вталкивания трубы в зону гибки с помощью различных средств. Различают наматывание вращательным движением с помощью кулачка или ролика, с помощью прижима или с помощью шаблона для гибки на опорах. Этот метод является быстрым и довольно простым в реализации, часто используется на месте прокладки трубы. Метод наматывания не применяется для гибки труб малого радиуса и гибки тонкостенных труб. При гибке наматыванием получается большая овальность.
Гибка труб обкаткой
При гибке труб обкаткой труба закрепляется с помощью захвата на матрице. Матрица с захватом поворачиваясь обеспечивают сгиб трубы. Метод применяется в промышленном производстве. Этим методом можно выполняется гибка труб с маленьким радиусом и тонкостенных труб.
Особенности гибки труб
Гибка труб из различных материалов имеет свои особенности. Гибка медных труб производится в холодном состоянии с  заполнением канифолью, а в горячем состоянии – песком. Гибка алюминиевых труб в силу меньшей пластичности материала и возможности его разрыва имеет ограничения по радиусу сгиба.
заполнением канифолью, а в горячем состоянии – песком. Гибка алюминиевых труб в силу меньшей пластичности материала и возможности его разрыва имеет ограничения по радиусу сгиба.
Гибка труб – достаточно сложный процесс, требующий внимательности при проведении работы. При нарушении технологии гибки могут возникнуть дефекты, такие как:
- деформации внутренней и внешней поверхности трубы;
- борозды на внешней поверхности трубы;
- разрыв трубы;
- деформации сечения трубы (образование овальности сечения);
- растяжение и утончение трубы на сгибе.
Свести к минимуму брак в процессе гибки позволяет применении автоматизованного оборудования. Автоматизация гибки позволяет учесть все трудности процесса и обеспечить надлежащий уровень качества. На современных гибочных станках может осуществляться как гибка круглой трубы, так и гибка квадратной трубы.
«А-Завод» предоставляет услуги гибки труб, в том числе выполняет нестандартыне работы, такие как гибка труб на заказ. Фирмой выполняется гибка труб в Москве с обеспечением высокого качества и выполнением всех пожеланий заказчиков. Цена гибки труб зависит от их профиля, диаметра и материала, сложности работ и может изменяться в достаточно широких пределах.
© 2017 ООО «Электрик-Мастер»
ИНН 7724811430, ОГРН 1117746903306
Информация на сайте не является публичной офертой. Характеристики и цены уточняйте у менеджеров.
Особенности дорновой гибки труб
Если необходимо произвести расчет и гибку трубы для создания сложного профиля, используйте только профессиональное ручное или полуавтоматическое оборудование. Именно для этого в производстве «БиэМ» применяется методика дорновой гибки труб. Но в чем заключается ее суть и каковы преимущества такого метода?
В этой статье мы хотим рассказать, чем отличается гибка труб с помощью трубогиба от обычной конвейерной работы.

Преимущества дорновой обработки
Услуги дорнового трубогиба в «БиэМ» позволяют обрабатывать трубы большого и малого диаметра из нержавеющей стали, алюминия, латуни, меди и высокоуглеродистого металла.
- Гибка трубы с дорном исключает высокий процент брака и позволяет создавать готовые детали с высоким уровнем качества. Металл на выходе после обработки на дорновом трубогибе получает ровный сгиб без деформации и заломов.
- При деформации труб на дорне с прямоугольным или круглым сечением удается избежать использования сварных швов и механических соединений (фитингов). Они оказывают негативное влияние на готовое изделие и значительно снижают герметичность и общую эластичность металла.
- При дорновой гибке труб получается создать форму без сужений, микротрещин и волновых складок внутри стенки. Механические и полуавтоматические трубогибы позволяют создать угол заготовки почти до 180°.
- Дорновые станки с ЧПУ-управлением в автоматическом режиме могут задавать последовательность формирования углов трубы с точностью до 0,1°.


Если использовать стандартные конвейерные методики, тогда воздействие на трубы осуществляется под давлением от гидравлических или ручных приводов.
Такая грубая обработка приводит к возникновению усилий на трубу, в результате которой на внутренней стенке по радиусу сгиба возникают гофрированные складки. Стенка с внешней стороны радиуса, наоборот, подвергается силам растяжения с нарушением структуры металла. В результате труба деформируется и теряет свою прочность. Это приводит к появлению микротрещин, который значительно сокращают срок эксплуатации.
Гибка трубы с горном позволяет полностью избавиться от такого недостатка и получить идеально ровный изгиб.
Виды основных трубогибов для дорновой обработки
На производственных участках «БиэМ» используются как автоматические, так и полуавтоматические трубогибы. Рабочий процесс выполняется с предварительным составлением схемы сгиба на основе параметров заготовки. Даже тонкостенным трубам из пластичных металлов удается придать нужную форму без деформации.
Для работы мастера используют следующие виды дорновых трубогибов:
- Арбалетный. Конструкция рамы имеет Т-образную форму и позволяет задавать угол сгиба до 180°. Подходит для изготовления труб для работы в отопительных и водопроводных системах.
- Гидравлический. Позволяет выполнять гибку труб с диаметром до 100 мм с максимальным углом в 90°. Также подходит для создания формы сгиба тонкостенного металла с квадратным или профильным сечением.
- Электрический. Устройство для обработки широкого профиля труб и создания идеальных изгибов с точностью контура до 0,1°. Все процессы построены на использовании автоматического ЧПУ-управления и запрограммированных систем работы.


Мы, например, выполняем дорновую гибку труб в Санкт-Петербурге только с использованием профессиональных трубогибов. Вообще, в нашей компании все работы по гибке металла выполняются с использованием предварительных расчетов максимально допустимого угла. Для каждого металла и диаметра сечения используются отдельные формулы, чтобы создать идеально ровный контур без малейших деформаций.
Изготовление заборов, в том числе с элементами холодной ковки от 6000 руб.

