

Способы соединения элементов трубопровода
Способы соединения стальных труб: со сваркой и без, с помощью дополнительных элементов
Места соединения трубопровода не должны отличаться по качеству от труб. Они должны быть:
- прочные – выдерживать внутреннее и внешнее давление, возникающее при воздействии воды или газа, а так же грунта и подземных вод;
- герметичные – не пропускать ни газ, ни жидкость;
- не разрушаться из-за коррозии;
- не менять качество транспортируемой среды;
- внутреннее сечение соединений не должно быть меньше внутреннего сечения трубы.

Качество и надежность соединений может быть обеспечена только при соблюдении технологии их монтажа.
Основные способы соединения
- сварка;
- при помощи резьбовых фитингов;
- при помощи фланцев.
Сварка является наиболее прочным соединением. Технология сварки стальных труб существует двух видов:
- стыковая;
- враструб.
Сварка встык происходит путем оплавления соединения при помощи сварочного оборудования. Перед началом работы следует подготовить как детали, так и сварочный аппарат. Труба торцуется и зачищается, сварочный аппарат нагревается до 250-и градусов. Потом происходит стыковка материала до достижения оптимального зазора между деталями. При данном методе образуется значительное количество наплывов на внутренней стенке трубы, что ухудшает показатели проходимости.
Чтобы избежать наплывов, применяется метод — враструб. Происходит одновременное прогревание торца трубы и раструба. Потом она задвигается в раструб, зазор заполняется жидким металлом, который при застывании создает надежное и герметичное соединение. Чаще всего при монтаже трубопроводов из стальных элементов используют дуговую электросварку или газовую сварку. Преимущество газовой сварки – возможность соединения стальных и пластиковых деталей.
Соединение без сварки
Безсварочная стыковка применяется в домах и квартирах, если невозможно использовать сварочный аппарат или сварка может испортить пол, стены, мебель. В любых условиях не привариваются счетчики, фильтры, радиаторы и др. Соединения без сварки могут быть разъемными и неразъемными, резьбовыми и безрезьбовыми, с фитингами, муфтами и фланцами.

Резьбовое
Резьбовые соединения относятся к разъемным и выполняются при помощи фитингов и фланцев. Подобные детали легко разбираются и используются для монтажа труб, имеющих резьбу на концах. Фитинги дают возможность создать соединения в местах, где требуется переход на другой диаметр или разветвление.
Фитинги резьбовые производятся из чугуна, стали и пластика. Чугунные на торцах имеют буртики для обеспечения прочности. Стальные — полностью гладкие, пластмассовые имеют форму шестигранника (под гаечный ключ).
Чугунные фитинги используются для трубопроводов с давлением, не превышающем 1,6 МПа, и температурой до 175 градусов при условном проходе до 40 мм. Стальные виды используются в системах любого диаметра при давлении до 1,6 МПа. Они монтируются при помощи трубного ключа.
Трубы должны быть отрезаны перпендикулярно оси и очищены от заусенцев. Затем на нее наворачиваются фитинги с применением уплотнителя из льна, пропитанного олифой или суриком. Если температура теплоносителя превышает 100 градусов, то уплотнителем служит асбестовый шнур, пропитанный графитом. Если при монтаже арматуры она легла неправильно, соединение следует разобрать и собрать заново, заменив уплотнитель.
Преимущество резьбового соединения – возможность демонтировать его без дополнительного оборудования.
Безрезьбовое
Подобное крепление создается при помощи обжимных фитингов (муфт). Главная их часть – зажимное кольцо, которое при закручивании гайки подгоняется под размер трубы и при помощи зубцов блокирует крепление, впиваясь в материал. Важным элементов является и обжимное кольцо, обеспечивающее правильное прижимание.
Муфта обжимная развинчивается и надевается на подготовленные концы двух деталей и устанавливается симметрично им. Обе гайки затягиваются ключом.
Переход стальной трубы на пластиковую и медную
При монтаже трубопроводов часто приходится соединять элементы, изготовленные из разных материалов, используя резьбовые фитинги или фланцы. Соединение пластиковой и стальной трубы небольшого диаметра (до 40 мм) осуществляется при помощи фитинга, один конец которого имеет резьбу для стали, а на другой – гладкую муфту. В качестве уплотнителя используется льняное волокно.
Крепление стальной трубы с полипропиленовой большого диаметра производится при помощи различных фланцев. Чаще всего используют стальные виды, оснащенные буртами и по диаметру соответствующие трубе. Труба обрезается, на нее надевается фланец и резиновая прокладка. Фланец надвигается на прокладку и соединяется с ответным фланцем через резьбу. При работе со стальными и пластиковыми материалами применяется та же схема, что и для полипропиленовых труб со стальными.
Стыковка медной и стальной чаще всего тоже осуществляется при помощи обжимных фитингов. Один их конец имеет резьбу, другой гладкий, так как припаивается к меди. Фитинг разбирается, на стальную трубу надевается обжимное кольцо и зажимная гайка. Труба вставляется в фитинг, гайка закручивается.
Способы соединения труб
Способы соединения труб — Резьбовое соединение – традиционное разборное соединение стальных труб небольшого диаметра и металлических фитингов полимерных труб. Для герметичности применяются различные материалы: лен, краска, герметик, уплотнительная нить, резиновые прокладки и др.
Фланцевое соединение – разборное соединение, которое применяется при монтаже стальных труб большого диаметра. Для герметизации используются различного рода прокладки.
Сварка – неразборное соединение труб. Широко используется для стальных труб малого и большого диаметра. Является также одним из способов соединения полимерных труб без использования дополнительных компонентов, как при склейке. Обязательное условие – соединяемые таким способом трубы должны быть выполнены из идентичного материала. Технологии сварки металлических и полимерных труб сильно отличаются друг от друга.
Пайка – наиболее употребляемый и известнейший способ неразборного соединения таких металлических материалов, как медь. Он используется профессионалами из-за низкой стоимости фитингов и высокой надежности соединений. По современным стандартам, в трубопроводных системах сани тарной воды соединение медных труб размером 28х1,5 мм может производиться с использованием технологии низкотемпературной пайки (легкоплавкий низкотемпературный припой). Существует мягкая и твердая пайка.
Цанговое соединение – распространенный механический способ, применяемый главным образом для соединения медных труб и труб из нержавеющей стали. Для герметизации соединения, как правило, применяется резиновая прокладка.
Обжимное непрессовочное соединение – неразборное соединение, производимое посредством обжимания стыковки труб фитингом. Данный способ используется не только для стальных нержавеющих, но и все чаще для соединения медных труб. При соединении полимерных труб используется специальная гильза, прижимающая трубу, предварительно надетую на фитинг.
Обжимное резьбовое соединение – механическое разборное соединение, применяемое для соединения полимерных труб с металлическими фитингами. В зависимости от систем, предлагаемые на сегодняшний день обжимные резьбовые соединения могут сильно отличаться друг от друга.
Склейка, или холодная сварка, — при таком способе соединение труб происходит при помощи специального клея или средства для холодной сварки. Такая технология предполагает предварительную очистку склеиваемых поверхностей специальным веществом, после чего наносится реагент и происходит соединение материалов.
В большинстве соединительных систем для герметизации соединений используются, как уже упоминалось, дополнительные компоненты: прокладки, уплотнительные нити, пакля и др. Технология гильзовых обжимных (напрессовочных) соединений позволяет исключить из монтажа уплотнительные элементы для предотвращения протечек даже при работе с агрессивной средой. Компрессионное соединение не требует специального оборудования и легко монтируется двумя ключами.
Для полипропилена и полибутена(трубы НПО «Стройполимер», «Aguaterm», «Prandelli», «Arili» и др.) обычно используют метод диффузионной сварки, для ПВХ (трубы « Nibco » и др.) – агрессивные клеи. Трубы из сшитого полиэтилена («Virsbo», «Rehau», «Uponor» и др.), а также металлопластиковые («Henco», «Giacomini», «Kitek», «Valsir» и др.) крепятся с помощью резьбовых компрессионных гильз и пресс-фитингоф.
Термическое удлинение и принципы компенсации. Трубы желательно использовать в рекомендуемых пределах по давлению. Если использовать давление большее, чем положенный номинал для трубы, то труба быстрее выйдет из строя. Маркировки PN 10 и PN 20 свидетельствуют о номинальном значении давления, которое превышать не стоит. Имейте в виду, что трубы (особенно полипропиленовые не армированные) имеют приличный коэффициент расширения. Чтобы спроектировать грамотно, нужно либо ставить специальные компенсаторы, либо делать расчет на расширение и подготовить соответствующее место.
При прокладке пластиковых систем водоснабжения применяют три основных типа компенсаторов:
- « L » — плечо;
- «Z» — обход;
- «U» — компенсатор.
Трубы из ХПВХ, используемые в сантехнических системах, имеют температурный коэффициент линейного удлинения, равный 0,062 мм . Приращение длины при увеличении температуры надо определять для отрезка между двумя соседними постоянными опорами.
ФИТИНГИ — Фитинги изготавливают из чугуна, стали, меди, бронзы (сплава меди и цинка) и других цветных сплавов, полибутилена, полипропилена, поливинилхлорида.
Фитинги по способу соединения можно квалифицировать на:
- резьбовые фитинги;
- фитинги для капиллярной пайки;
- компрессионные (обжимные) фитинги;
- пресс-фитинги;
- самофиксирующиеся фитинги.
Резьбовые фитинги – самая старая система соединений, долгие годы применяющаяся для стальных труб. Такой фитинг, имеющий внутри резьбу, накручивается на резьбу труб, соединяя их.
Фитинги для капиллярной пайки соединяют металлические трубы с помощью припоя. Под внутренней резьбой фитинга припаяна проволочка из олова или меди, реже – из серебра. Фитинг надевают на трубу, предварительно покрытую флюсом. Соединение нагревают горелкой до тех пор, пока припой не станет жидким и не затечет в щель между фитингом и трубой. Затем вся конструкция должна остыть и после внешней чистки (нужно пользоваться специальным чистящим средством для меди) труба готова к эксплуатации. Это самый прочный вид соединения. Но он подходит только для металла.
Компрессионные (обжимные) фитинги изготовляют из меди, латуни, стали, пластиков и металлопластика. Такими фитингами можно соединять трубы разных диаметров. В них фиксация с трубой осуществляется с помощью кольца, прижимаемого гайкой к телу изделия, а герметизация – О-образным EPDM уплотнителем. Кольцо может быть разрезным, как, например, у продукции от GENERAL FITTING (Италия), и цельным, как у EMMETI (Италия).
Компрессионные фитинги монтируются обычным инструментом, но являются разборными, что не позволяет замоноличивать их в конструкциях. Простота такого соединения особенно удобна для ремонта водопровода в труднодоступных местах. Но это не самое надежное соединение: именно такие фитинги чаще всего и текут.
Пресс-фитинги предназначены только для соединения пластиковых и металлопластиковых труб. Состоят из корпуса и втулки, которая обжимается вокруг трубы с помощью специального инструмента. Фитинги у трубы «Mepla» от «Geberit» вообще не имеют обжимной втулки, ее роль выполняет сама труба , имеющая алюминиевый слой толщиной от 0,8 мм . Пресс-фитинги являются неразборными, вследствие чего их надежность выше, чем у компресс ионных фитингов.
Самофиксирующиеся фитинги – механическое устройство, в основе которого – система внутренних колец. Одно из колец имеет зубцы. Если на него надавить специальным ключом-съемником, зубцы намертво входят в другое, так называемое О-образное кольцо. Соединение получается прочным и надежным. Самофиксирующийся фитинг – разборное соединение. Он так же легко снимается надавливанием специального ключа, как и надевается. Фитинг сделан из меди, он замечательно соединит трубы из всевозможных материалов любого сечения.
Виды, типы соединения труб.
Сегодня во время строительства трубопроводов используют разнообразные виды соединения труб. Достаточно часто для упрощения монтажа и повышения надежности места соединения некоторые изготовители выпускают раструбы, которые оборудованы неподвижными соединительными кольцами из резины. Давайте подробнее рассмотрим процесс монтажа труб и что для этого необходимо. Для расчета веса трубы, либо длины трубы вы можете воспользоваться трубным калькулятором
Разъемные способы соединения труб.
Абсолютно все соединения сантехнических труб можно разделить на два типа. Такие как:
- Неразъемные;
- Разъемные.
Следует отметить, что выбирать тот или другой тип нужно в зависимости от материала, из которого изготовлена труба. Помимо этого разъемные соединения труб делятся на муфтовые и фланцевые.
Фланцевый способ соединения.


Соединение, именуемое фланцевым, используется во время монтажа ПВХ-труб. При этом необходимо применять чугунный крепеж с резиновой прокладкой. Для правильного монтажа фланцевого соединения нужно придерживаться следующей последовательности работ:
- Выполнить обрезание трубы в месте соединения, фаску можно не делать, но срез обязан получиться идеальным;
- Надеть на срез свободный фланец;
- Вставить резиновую прокладку так, чтобы она выступала на 10 см от среза;
- Наложить фланец на прокладку, после чего соединить его при помощи болтов с ответными фланцами;
- Болты нужно закрепить, не прикладывая излишка усилий.
Муфтовый способ соединения.
Муфтовое соединение используется только во время монтажа напорных или же безнапорных труб, а также во время ремонта трубопровода. Порядок выполнения работ следующий:
- Срезать концы соединяемых элементов под углом 90 градусов;
- Приложить к месту соединения муфту таким образом, чтобы ее центральная часть лежала на стыке труб;
- Нанести отметки для обозначения положения муфты;
- Изнутри обработать муфту и концы трубы;
- Вставить одну из труб;
- Установить обе трубы таким образом, чтобы их продольная ось была единой. Муфту надвинуть на вторую трубу, согласно отметке нанесенной в начале.

Неразъемные способы соединения трубопровода.
Неразъемные методы отличаются тем, что во время разъединения трубопровода нарушается целостность трубы или крепления. Вышеуказанный способ: можно разделить на несколько видов:
- Раструбный;
- Крепеж сваркой;
- Склейка труб.
Раструбный способ соединения осуществляет в несколько этапов.
- Во-первых, нужно очистить от грязи раструб с резиновым кольцом одной трубы и гладкий конец иной. Прокладку из резины, не имеющей никаких дефектов, необходимо разместить правильно. После чего с гладкого конца убрать фаску.
- Во-вторых, при помощи силиконовой смазки нужно смазать соединяемые поверхности.
- В-третьих, отрегулировать размещение труб и вставить гладкий конец в раструб.
- В-четвертых, нужно задвигать трубу только до специальной монтажной метки.

Сварка труб.
Сегодня существует только две разновидности соединения труб при помощи сварки: встык и враструб. Если выбрана сварка враструб, то сварочным аппаратом нужно одновременно оплавить внутреннюю часть раструба и наружную поверхность гладкого конца. После чего трубы достаточно быстро соединяются.

Сварка встык представляет собой оплавление концов обеих труб и соединение их с приложением некоторого давления.
Следует отметить, что сварка труб является непростой задачей, для выполнения которой необходимо специальное оборудование. Именно поэтому далеко не все способы сварки доступны для домашнего использования.
Дуговая и газовая электросварка является наиболее распространенными. Но перед началом всех сварочных работ нужно произвести подготовку. Вначале необходимо произвести промывку всех замасленных частей труб при помощи каустической соды (едкого натра) и теплой воды. В месте будущего соединения срезается кромка, которая впоследствии обрабатывается растворителем.
Принцип действия любого газового сварочного аппарата заключается в том, что газ во время сгорания образует столб пламени, которое расплавляет присадочный материал и формирует так называемое сварочное соединение. Проволоку чаще всего используется в качестве присадочного материала. При помощи газовой сварки соединяются полимерные и металлические трубопроводы.
Дуговая сварка отличается тем, что соединение происходит при использовании неплавящихся или плавящихся электродов. В случае если выбраны неплавящихся электроды, нужно использовать присадочный материал.
Следует отметить, что сварочные работы, выполненные высококвалифицированным специалистом, смогут обеспечить наибольшую надежность соединения.
Склеивание труб.
Также сегодня доступен и другой способ неразъемного соединения труб, который называется клеевое соединение. Для использования данного метода необходим специализированный клей, так как им будут промазываться кромки соединяемых труб. Учитывая материалы, которые будут склеиваться, используют следующие разновидности клея:
- «металл + резина» или «резина + резина» — 88Н;
- Для металлических и пластмассовых труб – БФ-2;
- Эпоксидный клей – для соединения полимерных, а также металлических деталей.

Чтобы соединить поливинилхлоридные трубы нужно:
- Ошкурить и обезжирить специализированным средством на основе метиленхлорида концы труб;
- При помощи кисточки или тампона покрыть клеем края труб и вставить друг в друга. Если все сделано правильно, то на стыке будет выделяться валик из клея;
- Для обеспечения герметичности еще раз промажьте стык клеем.

Главное преимущество такого рода соединения труб состоит в том, что уже после небольшого промежутка времени трубопровод может использоваться.
Как соединить трубы из разных материалов.
Для соединения полимерных труб с деталями из других материалов используют специализированные переходники, уплотнительные элементы, а также фитинги. Давайте рассмотрим, как соединяется пластик с другими материалами:
Способы соединения труб, уплотнительные и демпфирующие устройства
Неразъёмные соединения элементов трубопроводов стальных труб выполняют газовой и электрической сваркой. Соединения медных или латунных груб производят сваркой или пайкой, алюминиевых — пайкой.
Разъёмные соединения производят с помощью фланцев, штуцеров, фитингов, дюритов, муфт, фасонных частей колен, тройников, стаканов и др. (например, быстросцепляющие соединения — гайки Рота для соединения пожарных шлангов).
Фланцевые соединения применяют для трубопроводов с Dy = 32 . 500 мм и давлением до Ру ≤ 6,4 МПа. Соприкасающиеся поверхности фланцев делают плоскими, а для средних и больших давлений сред изготавливают с круговыми проточками и выступами (рис. 1.11 а).
Штуцерные соединения (рис. 1.11 в) используют в трубопроводах с Dy= 3. 32 мм, работающих при различных давлениях до 100 МПа, они удобны при монтажных работах, обеспечивают плотность соединений, имеют малую массу.
Фитинговые резьбовые соединения (рис. 1.11 6) используют для соединения водогазопроводных труб со следующими параметрами: Dy = 10 . 80 мм и Ру до 1,6 МПа при t ≤ 175 °С. Фитинги изготавливают из стали либо из ковкого чугуна. Для уплотнений этих соединений применяют подмотку из пакли или льна на сурике и белилах, а также фторопластовую ленту. Фитинги воздействуют на уплотнения, которые, деформируясь, уплотняют места соединений муфты с трубами. Этим достигается не только герметичность соединения, но и достаточная его прочность. Уплотнения изготавливаются из специального синтетического материала. Принцип работы этого устройства аналогичен предыдущему, за исключением того, что в нем фланцевое соединение заменено накидными гайками, обеспечивающими герметичность соединений труб.
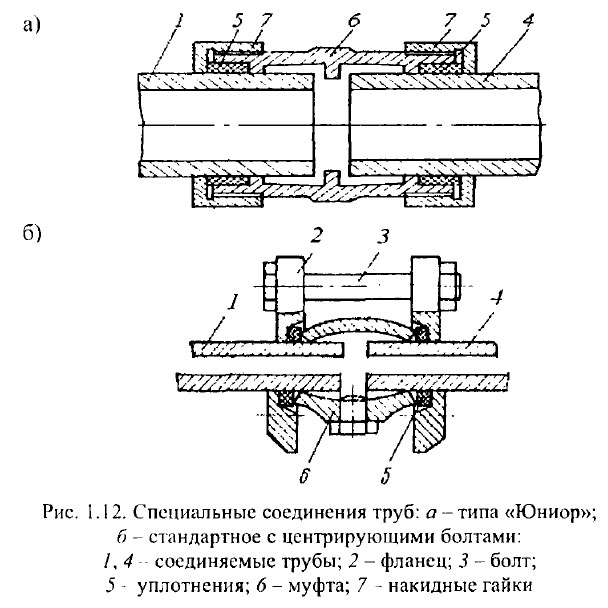
Для трубопроводов применяются следующие типы фитингов: отводы, тройники, муфты, крестовины, патрубки для прочистки, компенсационные патрубки, переходные патрубки с одного диаметра на другой, с пластика на чугун, пробки, вакуумные клапаны. В трубопроводах при давлении до 4 МПа и условном проходе от 32 до 600 мм иногда применяются специальные соединения (рис. 1.12), обеспечивающие возможность небольшого относительного перемещения труб, а также излом оси в пределах 5 . 6°. Уплотнение в этом соединении достигается стягиванием свободных фланцев 2 болтами 3 (рис. 1.12 б). В результате промежуточная муфта 6 воздействует на сальник 5, который, деформируясь, уплотняет место соединения муфты 6 с трубами 1 и 4 (рис. 1.12 а). Этим достигается не только герметичность соединения, но и достаточная его прочность. Уплотнения изготавливаются из специального синтетического материала. Принцип работы устройства аналогичен предыдущему, за исключением того, что фланцевое соединение заменено накидными гайками 7.
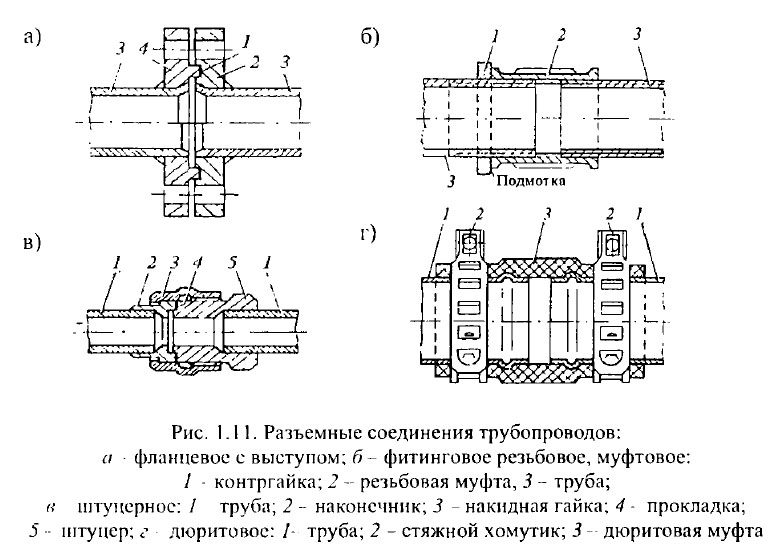
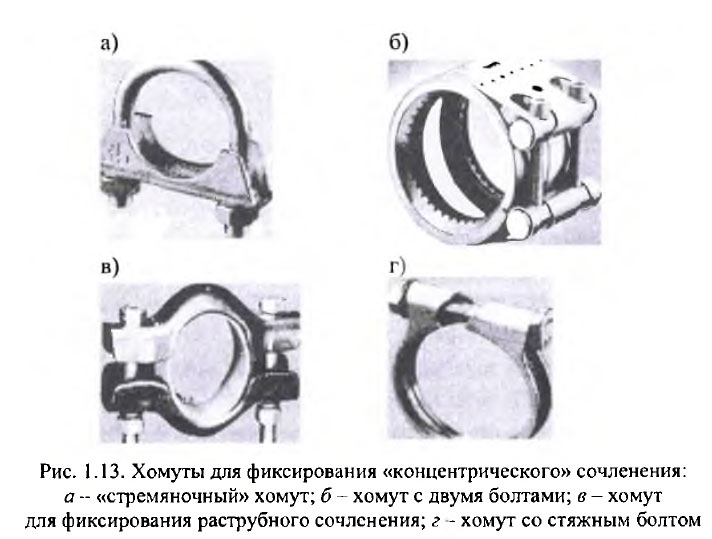
Дюритовые соединения (см. рис. 1.11 г) представляют собой цилиндрические муфты, состоящие из нескольких прорезиненных слоев ткани, т.е. соединения с помощью резиновых муфт и стяжных металлических хомутов (рис. 1.13). Плотное прилегание и удержание муфты обеспечивается кольцевыми муфтами высотой 1,5 . 2 мм или приваркой проволочных колец на концах труб. Их легко монтировать, они эластичны, способствуют снижению вибрации и уменьшают массу последних. Их нельзя использовать в противопожарных системах. Основным недостатком этих соединений является быстрое разрушение резины (срок службы 2 . 3 года). Они применяются для соединения труб, в которых рабочей средой могут быть масло, вода, сжатый воздух, с трубами размером Dy = 3 . 50 мм, давлением Ру ≤ 1,6 МПа и температурой t ≤ 130 °С.
Быстросцепляющее соединение шланга с металлическим трубопроводом (рис. 1.14) применяется на пневматических магистралях с давлением воздуха до 6 бар и изготавливается из нержавеющей стали. Это очень простое и быстрое соединение/разъединение, герметичное, обеспечивающее вращение шланга с помощью шариков в механизме.
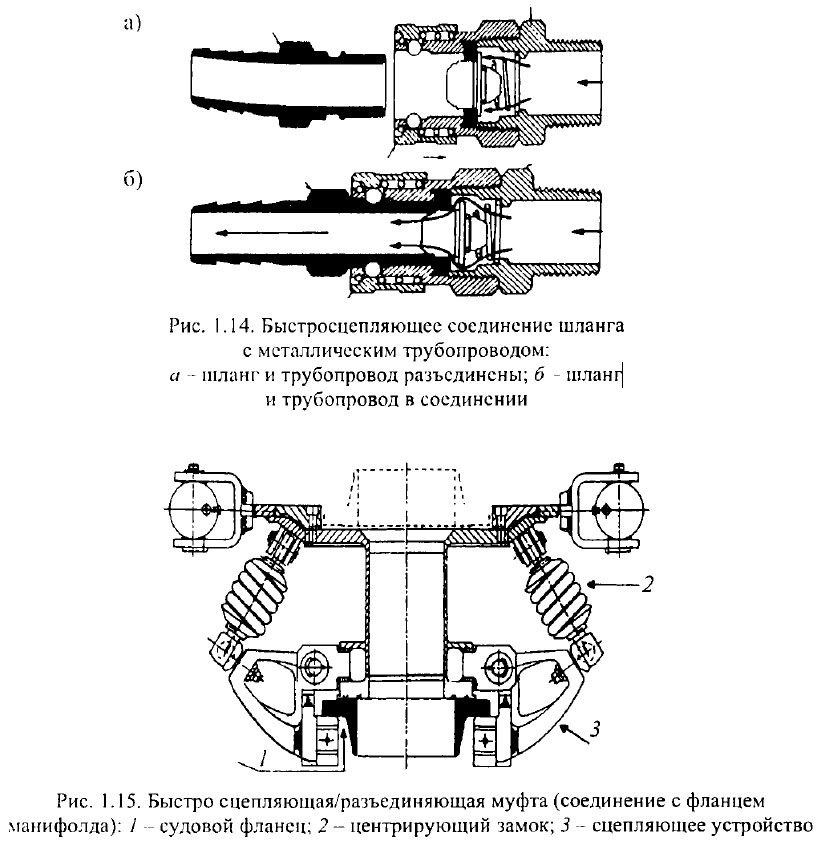
Соединительные муфты (хомуты) применяются в судовых системах для различных соединений (рис. 1.15).
Компактные соединители для труб обеспечивают экономное и надежное соединение труб с гладкими концами, а также пластмассовых и металлических труб, в особенности труб из высококачественной стали.
Трубопровод подачи и удаления газов, жидкостей и твердых веществ можно удобно и надежно соединить с помощью нескольких ручных приемов даже при условии стесненного места для монтажа.
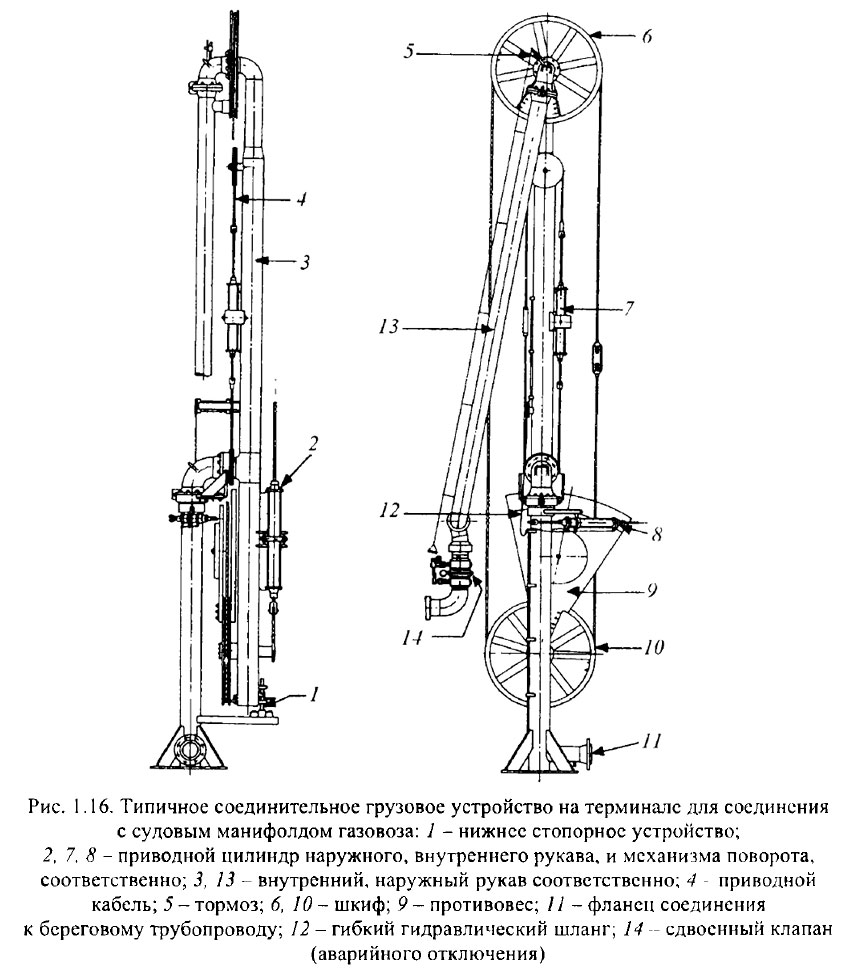
На газовозах для подключения грузового манифолда к берегу применяются быстросцепляющие муфты, которые обеспечивают герметичную и надежную подачу груза до 4000 л/мин (см. рис. 1.15), либо специальное грузовое устройство на терминале для соединения с судовыми манифолдами (рис. 1.16).
Литература
Судовые системы — Костылев, И.И., Петухов, В.А. [2010]
Трубы и их соединения
Трубопроводы являются основным и наиболее ответственным видом конструкций тепловых сетей. Они должны обладать следующими основными свойствами: высокой механической прочностью и герметичностью при рабочих параметрах теплоносителя; коррозионной стойкостью; неизменяемостью свойств материала труб при длительном воздействии теплоносителя; иметь малую шероховатость внутренней поверхности; малый коэффициент линейного температурного удлинения и высокое сопротивление теплопередаче стенок труб; простоту, надежность и герметичность соединений отдельных элементов; отличаться простотой хранения, транспортировки и монтажа; небольшой стоимостью. Однако применяемые в строительстве типы труб отвечают далеко не всем предъявляемым требованиям.
В настоящее время для строительства тепловых сетей в основном применяют стальные трубы из стали марок Ст2 СтЗ, СтЮсп, Ст20сп, 10Г2С1, 15ГС, 16ГС. Преимущественное применение стальных труб для тепловых сетей обусловлено их высокими механическими качествами и эластичностью, а также возможностью, использования сварки, которая обеспечивает надежность и герметичность соединения. Выбор материалов для трубопроводов и арматуры тепловых сетей следует производить в соответствии с требованиями «Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды» Госгортехнадзора СССР.
Согласно этим правилам трубы, запорно-регулирующая арматура, фланцы и другие устройства подбирают по условным давлениям и проходам. Под условным давлением ру понимают наибольшее избыточное давление, допустимое для длительной эксплуатации трубы или изделия при температуре 20°С. С повышением температуры теплоносителя допустимое давление должно уменьшаться, и это фактическое допустимое давление называется рабочим. Рабочее (расчетное) давление — это наибольшее давление при заданной температуре среды. Для температуры теплоносителя до 200°С условное давление равно рабочему. Под условным проходом Пу подразумевают номинальный внутренний диаметр трубы или изделия. Трубы с определенным условным диаметром имеют постоянный наружный диаметр и отличаются лишь толщиной стенки.
Трубопроводы разделяют по параметрам теплоносителя на категории. Для тепловых сетей определяющими являются следующие параметры: 1) для подающих и обратных линий водяных тепловых сетей — максимальная температура в подающей линии и наибольшее давление воды в трубопроводах с учетом рельефа местности и работы подкачивающих насосных подстанций на тепломагистрали; 2) для трубопроводов систем горячего водоснабжения — температура 75°С, наибольшее давление в подающем трубопроводе.
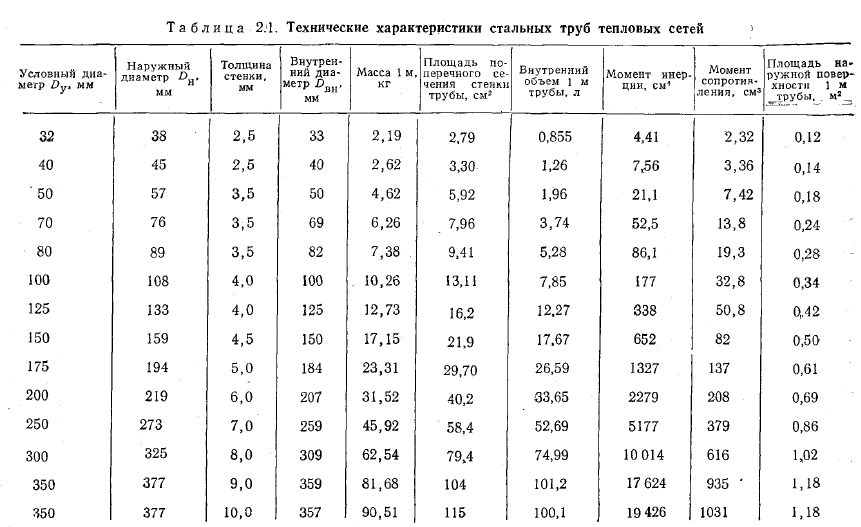
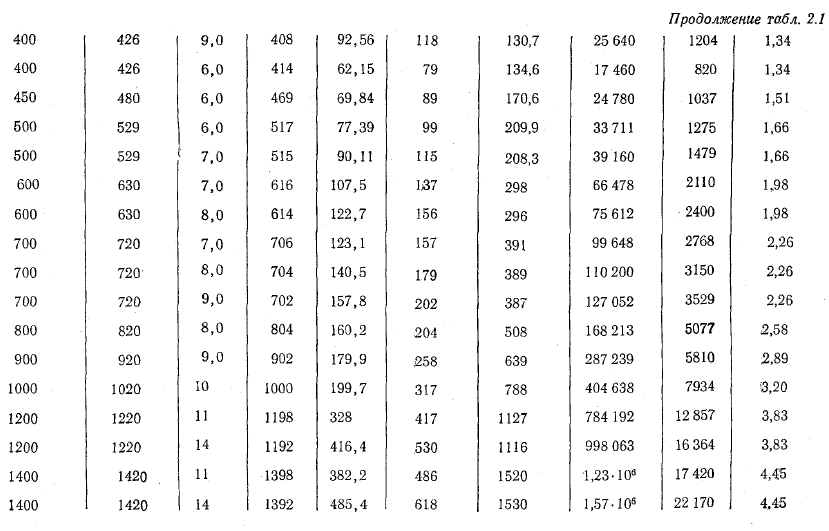
В тепловых сетях применяют в основном бесшовные горячекатаные и электросварные трубы. Бесшовные горячекатаные трубы (ГОСТ 8732—78) выпускают с наружными диаметрами 32—426 мм. Электросварные прямошовные (ГОСТ 10706—76) и со спиральным швом (ГОСТ 8696—74) изготовляют с наружным диаметром более 426 мм. Трубы водо- газопроводные (ГОСТ 3267—75) —обыкновенные и усиленные — допускается применять в тепловых сетях после центральных тепловых пунктов (ЦТП). Основные размеры и технические характеристики стальных труб тепловых сетей приведены в табл. 2.1.
Бесшовные горячекатаные и электросварные прямошовные трубы с калиброванными торцами допускается использовать при всех способах прокладки тепловых сетей. Электросварные со спиральным швом рекомендуются для воздушных и канальных прокладок. Для трубопроводов тепловых сетей при температуре горячей воды 115°С и ниже применяют стальные электросварные трубы; для тепловых сетей горячего водоснабжения — оцинкованные стальные трубы. Стальные трубы при монтаже тепловых сетей соединяют электрической или газовой сваркой. Фланцевое соединение применяется только при установке фланцевой арматуры.
При изготовлении и монтаже стальных трубопроводов используют приварные детали, которые предназначены для изменения направления потока теплоносителя (отводы) или изменения диаметра трубопровода (переходы), устройства ответвлений (тройники), закрытия свободных концов трубопроводов (заглушки). Все детали рекомендуется выполнять по размерам междуведомственных нормалей (МВН). Толщина стенок фасонных деталей не должна превышать толщину стенки трубы более чем на 3 мм; в противном случае усложняется подгонка торцов трубы и детали при сварке.
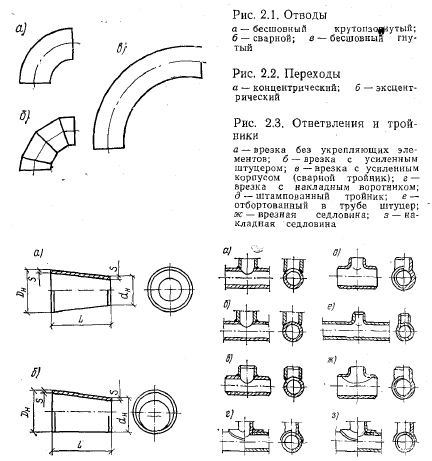
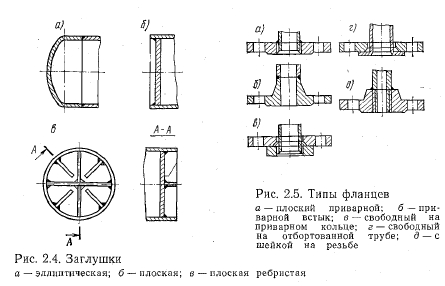
Отводы бывают гнутыми и сварными (рис. 2.1). Для гибких компенсаторов, поворотов и других гнутых элементов трубопроводов применяют крутоизогнутые отводы заводского изготовления с радиусом изгиба не менее одного диаметра трубы. Допускается использовать нормально изогнутые отводы с радиусом изгиба 3,5 диаметра трубы. Их изготовляют при нагреве трубы порядка 1100°С и с набивкой песком. Отводы с радиусом изгиба более 3,5 диаметра трубы изготовляют на трубогибочных станках путем изгиба труб в холодном состоянии и без набивки песком. В пространственных конструкциях трубопроводов между гладкими нормальными отводами предусматривают прямой отрезок трубы длиной больше ?>у, а при DY меньше 100 мм прямой отрезок трубы принимают равным не менее 100 мм. Крутоизогнутые отводы допускается сваривать между собой без прямого участка. Вваривать отводы непосредственно в трубу без штуцера запрещается.
Для трубопроводов тепловых сетей больших диаметров (7)у>400 мм) с рабочим давлением теплоносителя до 2,16 МПа (22 кгс/см2) и температурой до 350°С допускается применять сварные секторные отводы. Отводы изготовляют из электросварных труб и собирают с помощью сварки из секторов с углами скоса HHS и 15°. Гидравлическое сопротивление сварных колен с углами скосов 11° 1.5 несколько меньше, чем с углами 15°. Радиусы отводов принимают равным R= (1-1-3)Дн+50 мм. По гибкости сварные отводы мало уступают гладко-изогнутым, а по компактности намного превосходят их.
Переходы применяют для стыкования труб различных диаметров. По конструкции их подразделяют на концентрические и эксцентрические (рис. 2.2).Концентрические переходы применяют преимущественно для линий трубопроводов, расположенных вертикально, а эксцентрические — для расположенных горизонтально. Применение эксцентрических переходов облегчает удаление теплоносителя из трубопровода при его отключении. Переходы должны быть плавными, внезапное изменение диаметра трубопровода не допускается. Угол наклона поверхности переходов не должен превышать 15°. При подземной прокладке тепловых сетей переходы от труб одного диаметра к трубам другого диаметра должны находиться в тепловой камере.
Тройники и ответвления (рис. 2.3) по конструкции подразделяют на равнопроходные — без изменения диаметра ответвления и переходные —с уменьшением диаметра ответвления.
Заглушки используют для отключения участков теплопроводов и ответвлений на период ремонтов или гидравлических испытаний сетей, а также для заглушения торцов труб. В зависимости от назначения заглушки бывают концевые и промежуточные. Концевые заглушки устанавливают на конечных и тупиковых участках трубопроводов, они могут быть фланцевыми и приварными. Промежуточные заглушки, представляющие собой стальной диск, применяют лишь при ремонте трубопроводов и оборудования. Их устанавливают на любом фланцевом соединении. Эти заглушки имеют специальный «хвостик», показывающий место их установки. После окончания ремонта заглушки убирают. Приварные заглушки по конструкции подразделяют на эллиптические, плоские и плоские ребристые (рис. 2.4). Заглушки эллиптические изготовляют из листовой стали холодной и горячей вытяжкой в штампах. Заглушки плоские и плоские ребристые изготовляют вырезкой из листовой стали с последующей сваркой на месте монтажа трубопровода.
Фланцы (рис. 2.5) применяют для присоединения на трубопроводах различной фланцевой арматуры или элементов тепловых сетей (грязевиков, элеваторов, подогревателей и др.). С целью обеспечения взаимозаменяемости фланцев всех типов их присоединительные размеры (наружный диаметр, диаметр болтовой окружности, число и диаметры болтовых отверстий) стандартизованы и установлены одинаковыми для одних и тех же условных давлений и проходов независимо от конструкции фланца. Фланцы выбирают по условному проходу трубы или арматуры и условному давлению. Тип фланцев для присоединения трубопроводной арматуры должен соответствовать типу входных фланцев этой арматуры.
Крепежные детали (болты, шпильки, гайки и шайбы) предназначены для сборки фланцевых соединений арматуры и оборудования. Для фланцев и фланцевых заглушек, рассчитанных на ру до 2,45 МПа (25 кгс/см) включительно и температуру до 300°С, применяют болты с шестигранной головкой или шпильки и гайки. Шпильки имеют преимущества перед болтамни, так как у шпилек при затяжке напряжения распределяются более равномерно, а у болтов в местах перехода стержня в головку происходит концентрация напряжений. Кроме того, шпильки можно устанавливать в труднодоступных местах.
Прокладочные материалы и прокладки применяют для уплотнения фланцевых соединений трубопроводов и арматуры. Они должны обладать достаточной упругостью и прочностью для восприятия внутреннего давления и при температурных изменениях трубопровода, а также теплостойкостью. Тип и материал прокладок выбирают в зависимости от параметров теплоносителя. Формы и размеры прокладок определяются конфигурацией уплотняемых соединений и их типоразмерами. Плотность фланцевых соединений при давлении до 4 МПа (40 кгс/см2) и температуре до 450°С в основном обеспечивается прокладками из паронита толщиной 1—2 мм. Применение толстых прокладок не рекомендуется, так как при этом увеличивается опасность их разрыва давлением теплоносителя и возникают перекосы фланцевых соединений.
Большим недостатком применяемых для строительства тепловых сетей стальных труб является подверженность их как внешней, так и внутренней коррозии. Как известно, нормативный срок службы стальных трубопроводов установлен 25—30 лет. Однако во многих случаях из-за разрушающих действий коррозии, возникающей при контакте металла с влагой, кислородом и другими агрессивными компонентами окружающей среды, фактический срок службы теплопроводов не превышает 8—10 лет, а в некоторых случаях повреждения на трубах встречаются по истечении 2— 3 лет эксплуатации. Особо следует отметить быструю коррозию трубопроводов горячего водоснабжения при закрытой схеме теплоснабжения. Кроме наружной коррозии они подвержены активной внутренней коррозии вследствие воздействия растворенного в водопроводной воде кислорода.
Для защиты тепловых сетей от наружной коррозии в соответствии со СНиП П-36-73 «Тепловые сети. Нормы проектирования» применяют различные противокоррозионные покрытия. Ввод в эксплуатацию тепловых сетей без наружного противокоррозионного покрытия стальных труб и металлических конструкций не разрешается.
Способы соединения труб различного типа
Особую сложность в соединении труб могут вызвать переходы с помощью муфт, тройников и прочих фитингов.
Муфты
Для устройства разъемного соединения стальных труб используют муфты.

Стальные муфты
При муфтовом соединении две детали соединяются за счет резьбы: на одной из деталей она должна быть внешней, на другой — внутренней.

Соединение труб с помощью муфты: 1 — конец муфты, 2 — прокладка, 3 — переходник
Обе детали должны иметь одинаковый внутренний диаметр резьбы. Диаметры в сантехнических трубах измеряются в дюймовой системе. Стандартные диаметры:
- 1/2 дюйма,
- 3/4 дюйма,
- 1 дюйм,
- 1,5 дюйма,
- 2 дюйма и др.
Дюймовая резьба подразделяется на:
- крепежную,
- трубную.
Крепежная резьба имеет более крупный шаг, позволяет сделать прочное соединение и используется для нарезания болтов, гаек, стержней и отверстий.
Трубная резьба мельче крепежной (ее глубина ограничена толщиной стенок трубы) и предназначена для соединения труб.
Сгоны

Способ соединения
Чаще всего детали такого типа используют при соединении двух частей трубы, которые невозможно повернуть. Внешне сгон имеет вид обыкновенной трубки прямой формы. На одном ее конце резьба более длинная, а на другом – более короткая.
Сторона с длинной резьбой предназначена для соединения стального сгона с муфтой и контргайкой. От того, насколько длинной будет резьба, зависит прочность водопровода. Короткая сторона может быть продолжена трубой или перекрыта заглушкой.
Для выполнения этой работы понадобятся два трубных ключа.

Пример соединения сгона с трубой
На короткой и длинной резьбе нужно сделать уплотнение изо льна. Для улучшения герметизации и исключения загнивания льна можно покрыть лен тонким слоем герметика. Подойдет как термостойкий герметик красного цвета для резьбовых соединений, так и обычный силиконовый. Излишки герметика убираем в процессе закручивания гайки.
Пресс-фитинги и компрессионные фитинги
Пресс-фитинг предназначен для соединения металлопластиковых труб и отличается высокой надежностью. При покупке следует учитывать, что трубы выпускаются с различной толщиной стенок, поэтому и комплектующие для них нужно подбирать соответствующие.

Виды пресс-фитингов для металлопластиковых труб
Существуют и пресс-фитинги для металлических труб. Внешне они напоминают муфты, но отличаются наличием герметизирующих колец. В такой фитинг сначала вставляется труба, затем герметизирующее кольцо, которое обжимается специально предназначенными для конкретного вида фитинга клещами.

Отрезаем трубу; резку производим под углом 90° относительно оси трубы (следим, чтобы труба не мялась и на ней не образовывались заусенцы)

Обрабатываем трубу калибром; снимаем фаску на внутренней кромке торца трубы; убираем оставшиеся стружки и пыль

Проверяем обжимную муфту на целостность и надеваем на трубу

Наконечник пресс-фитинга вставляем до упора в трубу; контролируем, чтобы прессфитинг сел правильно и до упора (для удобства конец фитинга смачиваем холодной водой)

Обжимаем муфту ручными или электрическими пресс-клещами (открываем пресс-клещи и вставляем часть, которую будем прессовать непосредственно над стальной гильзой; закрываем вставки пресс-клещей над гильзой и фиксируем)

Правильность выполненной работы увидим по оставшимся на стальной гильзе кольцевым полоскам
Компрессионные фитинги имеют такой же принцип действия как и пресс-фитинги, но отличаются применением колец с разрывом.
Виды соединения труб
При сооружении трубопроводов используются различные виды соединения труб. С целью упростить монтаж и увеличить надежность мест соединения некоторые производители выпускают раструбы, снабженные неподвижными соединительными резиновыми кольцами. Далее предлагаем в нашей статье подробно рассмотреть, что представляют собой работы по монтажу труб и что для этого требуется.

При сооружении трубопровода важно знать методы соединения труб
Разъемные методы соединения труб
Все сантехнические соединения труб можно разделить на 2 вида:
- разъемные;
- неразъемные.
Выбор в пользу того или иного вида основывается на том, из какого материала выполнены трубы. Разъемные соединения труб делятся на фланцевые и муфтовые.
Фланцевый метод соединения

Схема фланцевого соединения
Фланцевое соединение используется при соединении ПВХ-труб. При этом применяется фланцевый крепеж из чугуна с резиновой прокладкой. Последовательность работ такая:
- в месте соединения выполняется обрезание трубы, срез должен получиться идеально ровным, фаску можно не делать;
- на срез надевается свободный фланец;
- резиновая прокладка вставляется таким образом, чтобы она выступала от среза на 10 см;
- фланец накладывается на прокладку и соединяется с ней болтами с ответными фланцами;
- болты закрепляются без приложения лишних усилий.

Готовое фланцевое соединение
Муфтовый метод соединения
Для соединения безнапорных и напорных труб, а также при ремонте трубопровода трубы соединяются муфтовым соединением. Монтаж муфты проводится в таком порядке:
- концы соединяемых элементов срезают под углом 90 0 ;
- к месту совмещения прикладывается муфта, центральная часть которой должна оказаться ровно на стыке труб;
- на трубы наносятся отметки, обозначающие положение муфты;
- специальной смазкой обрабатываются соединяемые концы трубы и муфта изнутри;
- в муфту вставляется до предела одна из труб;
- далее трубы устанавливаются так, чтобы их продольная ось была единой, стыкуются, муфта надвигается на вторую трубу, согласно нанесенной на нее в начале монтажа линии.

Схема муфтового соединения
Общие правила монтажа трубопроводов
На практике соединение элементов трубопровода выглядит следующим образом.
Монтаж проводится вручную. Рычагом для позиционирования труб служит лом, между ним и трубами необходимо предусмотреть деревянную прокладку. Если рычаг не способен справиться со своей задачей, специалисты советуют воспользоваться домкратом.
После сооружения трубопровода проверяется правильность размещения в раструбе уплотнительной прокладки. Тонкая пластинка из металла (толщиной 0,5-0,8 мм) вставляется между раструбом и гладким концом. Пластина должна касаться резинового кольца. Далее пластина перемещается по окружности трубы, и в результате оценивается расположение кольца в раструбе: расстояние от него до пластины должно быть равномерным по всей окружности.

Расположение резинового кольца при раструбном соединении
Если монтаж или ремонт трубопровода проводится при минусовых температурах, следует соблюдать особую осторожность в работе и применять исключительно силиконовую смазку.
Неразъемные методы соединения труб
Раструбный метод соединения
Раструбное соединение канализационных труб относится к неразъемным видам соединения. При неразъемных методах разъединение элементов трубопровода производится с нарушением целостности крепления или трубы. Осуществляется склеиванием или сваркой. Используя данный метод, следуйте инструкции:
- соединению подлежат раструб с резиновым кольцом одной трубы и гладкий конец другой. Обозначенные части очищаются от загрязнений, проверяется отсутствие на них различных повреждений. Резиновая прокладка в раструбе должна быть размещена правильно и не иметь каких-либо дефектов. С гладкого конца убирается фаска;

Подготовка конца трубы
- соединяемые поверхности смазываются силиконовой смазкой, после этого оседание на них пыли, грязи недопустимо;
- регулируется расположение совмещаемых труб (они должны иметь одну продольную ось), гладкий конец вставляется в раструб;
- глубина продвижения отмечена на трубе монтажной меткой, далее которой задвигать трубу не рекомендуется.
Соединение сваркой
Неразъемные соединения, как уже говорилось выше, выполняются сваркой или склеиванием. В настоящее время существует два вида сварки:
- встык;
- враструб.
При сваривании труб враструб сварочным аппаратом одновременно оплавляется наружная часть гладкого конца одной трубы и внутренняя поверхность раструба другой. После детали трубопровода быстро соединяются.

Схема сварки трубы и муфты враструб
Стыковая сварка предполагает оплавление соединяемых концов труб и их соединение с приложением умеренного давления.
Сваривание труб – очень непростая работа, для которой требуется специализированное оборудование. Из-за этого не все виды сварки доступны для домашнего применения. Наиболее распространенные из них – это дуговая и газовая электрическая сварка. Перед началом сварочных работ проводится предварительная подготовка.
Подготовительные мероприятия включают в себя промывку замасленных частей труб раствором едкого натра (каустической соды), после этого – теплой водой. Места будущего соединения обрабатываются напильником (срезаются кромки) и растворителем.
Принцип действия сварочного оборудования, производящего газовую сварку, элементарный. Газ, сгорая, образует пламя, которое расплавляет присадочный материал и формирует сварное соединение. В качестве присадочного материала используется проволока, которая прокладывается в расстояние между соединяемыми поверхностями труб. Посредством газовой сварки могут быть соединены металлические и полимерные трубы.

Процесс сварки встык
В дуговой электросварке соединение труб происходит с помощью плавящихся или неплавящихся (угольных или вольфрамовых) электродов. Если выбраны неплавящиеся электроды, также вводится присадочный материал.
Квалифицированное выполнение сварочных работ гарантирует отсутствие свищей и других изъянов, а сварное соединение получается малозаметным.
Склейка труб
Существует и другой способ выполнения неразъемного соединения – клеевое соединение труб. Если Вы решили прибегнуть к данному способу, для этого Вам понадобится специальный клей, которым будут промазываться склеиваемые кромки труб. В зависимости от того, какие поверхности подлежат склеиванию, применяют следующие виды клея:
- для соединения металлических и полимерных деталей – эпоксидный клей;
- для пластмассовых и металлических труб – БФ-2;
- «металл + резина» или «резина + резина» – 88Н.
Для соединения поливинилхлоридных труб между собой применяют склеивание. Делают это в следующей последовательности:

Подготовка труб к склеиванию
- Ошкуривают соединяемые участки поверхности труб, обезжиривают специальным составом на основе метиленхлорида.
- В комплект для обезжиривания может входить специальный клей для канализационных труб из ПВХ, который обезжиривает и немного растворяет трубы для более прочного и долговечного их соединения.
- Потом подготовленные края труб покрывают с помощью тампона или кисти клеем и вставляют друг в друга. При правильном соединении на стыке выделяется валик из клея.
- Промазываем стык труб еще раз клеем для обеспечения высокой герметичности.

Нанесение клея на поверхность трубы
Соединенные путем склеивания канализационные ПВХ-трубы могут довольно скоро после монтажа эксплуатироваться. В этом и заключается преимущество данного способа соединения.
Соединение труб из различных материалов
Чтобы соединить полимерные трубы с деталями из других материалов применяют специальные переходники для канализационных труб, фитинги, уплотнительные элементы. Рассмотрим схемы соединения пластика с другими материалами:
- Соединение с раструбом чугунной трубы.

- Соединение с раструбом стальной трубы.

- Соединение с раструбом керамической трубы.

- Соединение с гладким концом стекловолокнистой трубы.

- Соединение с раструбом стекловолокнистой трубы.

- Соединение с чугунной трубой SML.
Способы соединения элементов трубопровода
Резьбовое соединение — традиционное разборное соединение стальных труб небольшого диаметра и металлических фитингов полимерных труб. Для герметичности применяются различные материалы: лен, краска, герметик, уплотнительная нить, резиновые прокладки и др.
Фланцевое соединение — разборное соединение, которое применяется при монтаже стальных труб большого диаметра. Для герметизации используются различного рода прокладки.
Сварка — неразборное соединение труб. Широко используется для стальных труб малого и большого диаметра. Является также одним из способов соединения полимерных труб без использования дополнительных компонентов, как при склейке. Обязательное условие — соединяемые таким способом трубы должны быть выполнены из идентичного материала. Технологии сварки металлических и полимерных труб сильно отличаются друг от друга.
Пайка — наиболее употребляемый и известнейший способ неразборного соединения таких металлических материалов, как медь. Он используется профессионалами из-за низкой стоимости фитингов и высокой надежности соединений. По современным стандартам, в трубопроводных системах санитарной воды соединение медных труб размером до 28×1,5 мм может производиться с использованием технологии низкотемпературной пайки (легкоплавкий низкотемпературный припой). Существует мягкая и твердая пайка.
Цанговое соединение — распространенный механический способ, применяемый главным образом для соединения медных труб и труб из нержавеющей стали. Для герметизации соединения, как правило, применяется резиновая прокладка
Обжимное напрессовочное соединение — неразборное соединение, производимое посредством обжимания стыковки труб фитингом. Данный способ используется не только для стальных нержавеющих, но и все чаще для соединения медных труб. При соединении полимерных труб используется специальная гильза, прижимающая трубу, предварительно надетую на фитинг.
Обжимное резьбовое соединение — механическое разборное соединение, применяемое для соединения полимерных труб с металлическими фитингами. В зависимости от систем, предлагаемые на сегодняшний день обжимные резьбовые соединения могут сильно отличаться друг от друга.
Склейка или холодная сварка — при таком способе соединение труб происходит при помощи специального клея или средства для холодной сварки. Такая технология предполагает предварительную очистку склеиваемых поверхностей специальным веществом, после чего наносится реагент и происходит соединение материалов.
В большинстве соединительных систем для герметизации соединений используются, как уже упоминалось, дополнительные компоненты: прокладки, уплотнительные нити, пакля и др. Технология гильзовых обжимных (напрессовочных) соединений позволяет исключить из монтажа уплотнительные элементы для предотвращения протечек даже при работе с агрессивной средой. Компрессионное соединение не требует специального оборудования и легко монтируется двумя ключами.
Для полипропилена и полибутена (трубы НПО «Стройполимер», «Aquaterm», «Prandelli», «Arili», «Еде Polimer» и др.) обычно используют метод диффузионной сварки, для ПВХ (трубы «Nibco» и др.) — агрессивные клеи. Трубы из сшитого полиэтилена («Wirsbo», «Rehau», «Uponor» и др.), а также металлопластиковые («Неnсо», «Giacomini», «Kitek», «Valsir», «Unicor» и др.) крепятся с помощью резьбовых компрессионных гильз и пресс-фитингов.
Термическое удлинение и принципы компенсации
Трубы желательно использовать в рекомендуемых пределах по давлению. Если использовать давление большее, чем положенный номинал для трубы, то труба быстрее выйдет из строя. Маркировки PN10 и PN20 свидетельствуют о номинальном значении давления, которое превышать не стоит. Имейте в виду, что трубы (особенно полипропиленовые не армированные) имеют приличный коэффициент расширения. Чтобы спроектировать грамотно, нужно либо ставить специальные компенсаторы, либо делать расчет на расширение и подготовить соответственно место.
При прокладке пластиковых систем водоснабжения применяют три основных типа компенсаторов:
- «L» — плечо,
- «Z» — обход,
- «U» — компенсатор.
Трубы из ХПВХ, используемые в сантехнических системах, имеют температурный коэффициент линейного удлинения, равный 0,062 мм. Приращение длины при увеличении температуры надо определять для отрезка между двумя соседними постоянными опорами. Как правило, гибкость материала и конструкция системы (разветвления, подходы и др.) создают естественную компенсацию. Для прямых отрезков длиной более 6 м необходимо делать искусственный компенсатор типа «U», обхода «Z» или плеча «L». Длину компенсатора можно определить из номограммы; если добавляется постоянная опоpa, длину компенсатора можно уменьшить. Подвижные опоры должны разрешать подвижки системы во время ее работы Системы центрального отопления и горячей воды необходимо монтировать всегда согласно проекту, в котором решены проблемы термического удлинения труб.
Виды фитингов
Фитинги изготовляют из чугуна стали, меди, бронзы (сплава меди и цинка) и других цветных сплавов, полибутилена, полипропилена, поливинилхлорида.
Фитинги по способу соединения можно классифицировать на:
- резьбовые фитинги;
- фитинги для капиллярной пайки;
- компрессионные (обжимные) фитинги;
- пресс-фитинги;
- самофиксирующиеся фитинги.
Резьбовые фитинги — самая старая система соединений, долгие годы применяющаяся для стальных труб. Такой фитинг, имеющий внутри резьбу, накручивается на резьбу труб, соединяя их.
Фитинги для капиллярной пайки соединяют металлические трубы с помощью припоя. Под внутренней резьбой фитинга припаяна проволочка из олова или меди, реже из серебра. Фитинг надевают на трубу, предварительно покрытую флюсом. Соединение нагревают горелкой до тех пор, пока припой не станет жидким и не затечет в щель между фитингом и трубой. Затем вся конструкция должна остыть и после внешней чистки (нужно пользоваться специальным чистящим средством для меди) труба готова к эксплуатации. Это самый прочный вид соединения Но он подходит только для металла.
Компрессионные (обжимные) фитинги изготовляют из меди, латуни, стали, пластиков и металлопластика. Такими фитингами можно соединять трубы разных диаметров. В них фиксация с трубой осуществляется с помощью кольца, прижимаемого гайкой к телу изделия, а герметизация — О-образным EPDM уплотнителем. Кольцо может быть разрезным, как, например, у продукции от GENERAL FITTING (Италия), и цельным, как у EMMETI (Италия). Компрессионные фитинги монтируются обычным инструментом, но являются разборными, что не позволяет замоноличивать их в конструкциях. Простота такого соединения особенно удобна для ремонта водопровода в труднодоступных местах. Но это не самое надежное соединение, именно такие фитинги чаще всего и текут.

Фитинги: а — фитинг для капиллярной пайки; б — компрессионные фитинги; в — устройство компрессионного фитинга: 1 — латунный никелированный прямой штуцер, 2 — изолирующее кольцо из PTFE; 3 — никелированная затяжная гайка; 4 — разрезное обжимное кольцо; 5 — уплотнительное кольцо из EPDM, 6 — металлопластиковая труба; г — пресс-фитинги; д — устройство пресс-фитинга: 1 — латунный штуцер; 2 — прозрачное пластиковое кольцо; 3 — уплотнительное кольцо из ЕРDМ; 4 — обжимная гильза из нержавеющей стали; 5 — металлопластиковая труба; е — самофиксирующийся фитинг
Пресс-фитинги предназначены только дли соединения пластиковых и металлопластиковых труб. Состоят из корпуса и втулки, которая обжимается вокруг трубы, с помощью специального инструмента. Фитинги у трубы «Мерlа» от «Geberit» вообще не имеют обжимной втулки, ее роль выполняет сама труба, имеющая алюминиевый слой толщиной от 0,8 мм. Пресс-фитинги являются неразборными, вследствие чего их надежность выше, чем у компрессионных фитингов. Для их монтажа используют пресс-клещи (например, немецкого концерна «Rothenbeiger Werkzeuge AG»), которые можно взять напрокат во многих специализированных фирмах.
Самофиксирующиеся фитинги — механическое устройство, в основе которого — система внутренних колец. Одно из колец имеет зубцы. Если на него надавить специальным ключом-съемником, зубцы намертво входят в другое, так называемое О-образное кольцо. Соединение получается прочным и надежным. Самофиксируюшийся фитинг — разборное соединение. Он так же легко снимается надавливанием специального ключа, как и надевается. Фитинг сделан из меди, но замечательно соединит трубы из всевозможных материалов любого сечения.
Латунные и бронзовые фитинги, резьбовые и со сгонами производят фирмы «IВР» (Великобритания), «Itap» (Италия) и другие.
Металлопластиковые трубы с толщиной фольги 0,4 мм и 0,2 мм, обжимные фитинги с разрезным кольцом разъемные и неразъемные, пресс-фитинги для профессионального использования, инструменты для резки, гибки и калибровки труб, инструменты для монтажа обжимных фитингов, оборудование для монтажа пресс-фитингов производят фирмы «Tiemme» (Италия), «Неnсо» (Бельгия), «Emrneti» (Италия) и другие.
Медные трубы (гибкие в бухтах, жесткие в штангах, гибкие в изоляции в бухтах, обжимные фитинги с латунным кольцом, медные фитинги для пайки) производят фирмы «Tiemme» (Италия), «IВР» (Великобритания), «Wieland» (Германия) и другие.
Хуже всего зарекомендовали себя турецкие металлопластиковые и пластиковые фитинги.
Фирмы-производители обычно гарантируют безаварийную работу своих систем лишь при использовании оригинальных комплектующих, хотя существует определенная взаимозаменяемость этих изделий, но не у всех производителей. Тем не менее, большей частью такая продукция совместима, необходимо лишь правильно подобрать типоразмер фитинга, обратив при этом внимание не только на диаметр соответствующей трубы, но и на толщину ее стенки. Не совмещаются лишь изделия с оригинальными способами соединения. Подобные фитинги применяются только для того типа труб, для которых они предназначены. Например, фитинги для металлопластиковых труб не используются для труб из сшитого полиэтилена и наоборот.
Соединение труб ПВХ: виды, способы и технология прокладки
Пластиковые трубопроводы выгодно отличаются от металлических тем, что при их монтаже соединение труб ПВХ можно провести собственноручно, без привлечения квалифицированных специалистов и использования сложного оборудования. Конечно, если Вы хотите избавить себя от хлопот, оставьте прокладывание коммуникаций профессионалам, но поверьте, частично с монтажом ПВХ-труб Вы без труда справитесь сами.
Существует несколько видов соединения труб из поливинилхлорида:
- раструбное;
- фланцевое;
- клеевое соединение (методом «холодной сварки»).
Рассмотрим подробнее каждое из них.

Примеры соединения ПВХ труб: раструбное (слева) и фланцевое (справа)
Раструбное соединение ПВХ-труб
Все раструбные трубы из ПВХ изготовители снабжают резиновыми уплотнительными кольцами, неподвижно закрепляющимися на торце изделия. С их помощью стыки получаются герметичными, а работы по соединению элементов трубопровода упрощаются. Цена на данные изделия вполне доступная.
О том, как соединить трубы ПВХ, имеющие раструб, читайте ниже:
- Перед монтажом очистите от загрязнений (грязь, песок, пыль и т. д.) раструб одной трубы и гладкий конец следующей. Проверьте качество резинового кольца, расположенного в раструбе, на отсутствие выпуклостей, смещений прогибов. С гладкого конца трубы снимите фаску (угол 15 0 ), нанесите метку, обозначающую глубину, на которую труба войдет в раструб. Монтажная метка должна быть меньше глубины раструба на 1 см.
- Уплотнительное кольцо раструба и гладкий торец трубы смажьте специальным силиконовым составом (продукты нефтехимии использовать запрещено). После нанесения смазки не допускается оседание на поверхности каких-либо посторонних частиц.
- Сопоставьте соединяемые элементы таким образом, чтобы оси труб совпадали.
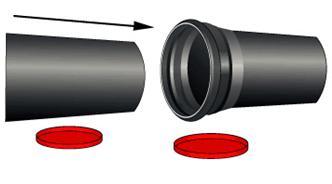
Схема раструбного соединения
- Осуществите соединение труб, придерживаясь отмеченной метки, не задвигайте трубу в раструб на большую глубину. Можно воспользоваться ломом, он легко выполнит функции рычага (при этом предусмотрите прокладку из дерева, которую нужно расположить между торцом ПВХ-трубы и инструментом).
Фланцевое соединение труб из поливинилхлорида
ПВХ-трубы можно соединить и с помощью фитингов – это специальные соединители для труб ПВХ. Наиболее часто используются муфты соединительные, или муфты-фланцы (адаптеры, чугунные фланцы), которые снабжены резиновой прокладкой.
Монтаж ПВХ-труб с применением данных фитингов производится в такой последовательности:
- Подготовьте трубы нужной длины. При обрезании срез относительно оси трубы должен располагаться строго перпендикулярно. Зачистите торцы труб. Фаску делать не надо.
- Наденьте на срез трубы свободный фланец, далее – прокладку из резины. Следите, чтобы прокладка не перекрывала край трубы, а отступала от него на 10 мм.
- Задвиньте фланец на прокладку, соедините элементы, используя болты с ответным фланцем.
- Произведите равномерное затягивание болтов. Лучше всего прибегнуть к перекрестному затягиванию – так фланцы совместиться равномерно. Здесь же пригодится динамометрический ключ, чтобы точно рассчитать крутящий момент.
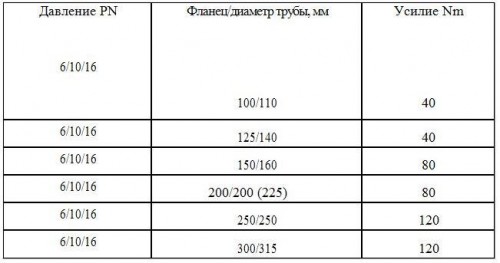
Усилия, необходимые для затяжки болтов при помощи фланцевого соединения
Клеевое соединение ПВХ-трубопроводов
Прокладка труб ПВХ или ХПВХ может производиться также с помощью холодной сварки, называемой по-другому клеевым соединением. В данном случае понадобится приобрести клеящий состав.
К подготовительным мероприятиям, предшествующим соединению ПВХ-труб клеем, относятся:
- визуальный осмотр труб и фитингов;
- проверка качества клея (срок годности, текучесть, пригодность вещества для имеющихся у вас труб).

Выбор размера кисти или аппликатора
Монтаж ПВХ-труб канализации холодной сваркой можно описать следующим образом:
- Подготовьте отрезки труб нужной длины. Разрезание лучше проводить труборезом с роликами, так как с его помощью получается качественный срез.
- С торцов труб с помощью фасочных резцов уберите фаску (угол опять же 15 0 ). Этот пункт монтажа считается обязательным, ведь в противном случае возможно соскабливание клеящего вещества с фитинга, что приведет к нарушению надежности соединения. Предварительно измерив глубину фитинга, нанесите на торец соединяемой трубы монтажную метку.

- Используя Primer (чистящее средство) и чистую салфетку или тряпку, удалите с фитинга и торца трубы все загрязнения, остатки смазки и пр. Дайте поверхностям полностью высохнуть.
- Кистью с грубой щетиной или аппликатором нанесите клеящий раствор, равномерно распределяя его по внутренней поверхности фитинга и по наружной части ПВХ-трубы.
- Используйте для нанесения клея кисть, размер которой не менее радиуса соединяемых труб. Клей наносите по всей глубине фитинга и по всей длине склеивания торца трубы (это отмечено монтажной меткой).
- Вставьте трубу в фитинг, зафиксируйте, проверните элементы на 1/4 оборота – это распределит клей внутри соединения еще более равномерно.

- Все операции, следующие с момента нанесения клея на поверхности до момента соединения трубы с фитингом, Вы должны успеть завершить за 20-25 секунд.
- Рекомендуется удалить чистой тканью излишки клеящего вещества, проступившие с наружной и с внутренней стороны соединенных труб.
- Просушите клей. Дайте склеенным элементам трубопровода возможность высохнуть естественным образом, обеспечьте отсутствие всевозможных воздействий на них в данный период. Время, которое для этого понадобится, зависит, во-первых, от давления, оказываемого на стык, а во-вторых, от температуры воздуха.
Наглядно процесс показан на видео:
Минимальное время высыхания:
- 5-10 минут при температуре воздуха от +10 0 С и выше;
- 15-20 минут при температуре воздуха ниже +10 0 С.
Если соединения в будущем не подлежат гидравлическим испытаниям, то независимо от размеров, диаметров и оказываемого давления время просыхания не должно быть менее 60 минут. Если же гидравлические испытания трубопровода будут производиться – как минимум сутки (для любых фитингов и труб, имеющих диаметр до PN16).

