

Правильная сварка разных труб
Сварка профильной трубы
Так называемая профильная труба получила достаточно широкое распространение в различных областях. Она используется в строительстве и создании металлоконструкций, прокладке трубопроводов, изготовлении декоративных изделий (в том числе мебели). Во всех сферах применения требуется сварка профильной трубы. Особенностью этого процесса является различие формы сечения и применяемой стали для их изготовления.

Способы и методы сварки
Все профильные трубы изготавливают из стали, которая применяется для изготовления аналогичных изделий круглого сечения. К ним применимы такие же технологии соединения. Наиболее распространёнными считаются следующие виды сварки:
- электродуговая (плавящимся или неплавящимся электродом);
- газовая.

Два этих метода реализуются с применением различных сварочных аппаратов.
Сварка инвертором
Такой электросварочный аппарат получил своё название благодаря процессу преобразования стандартного переменного напряжения 220 В частотой 50 Гц в напряжение постоянного тока. Сварка профильной трубы инвертором считается наиболее простым и надёжным способом соединения двух заготовок. Основными преимуществами используемого агрегата считаются:
- хорошо отработана методика проведения работ;
- применим для начинающих сварщиков;
- исключает залипание электродов;
- обеспечивает высокое качество дуги;
- удаётся получить хорошее качество шва;
- все элементы сварочного аппарата доступны для применения даже для домашней мастерской;
- широкая область применения для сварки металлических конструкций.

Его применяют для производства каркаса из профильных труб толщиной от 2 мм. Используя этот метод из профильной трубы можно получить основу для теплиц или мебели.Свариваемыми элементами могут быть заготовки любой длины.Инвертор позволяет сваривать заготовки из различных марок металла с применением соответствующих электродов. В зависимости от толщины стенки, размера профиля трубы выбирают инверторные аппараты, способные обеспечить необходимый режим протекания процесса. Применение инверторных агрегатов используется для прокладки трубопроводов, как внутри, так и снаружи помещения. Благодаря универсальности инверторных аппаратов можно производить сварку под любым необходимым углом. Одним из оптимальных режимов считается работа под углом 90 градусов. В этом случае необходимо применять инструменты и приспособления, обеспечивающие сохранение вертикальность угла в течение всего периода работы. Для получения профиля заданной конструкции с применением трубы 2 мм необходимо аккуратно работать электродом, чтобы не допустить повреждения края заготовки и тем более прожога.
Газовая сварка
Для создания необходимой температуры в месте соединения применяется смесь газов. Реализация этого метода осуществляется с применением следующего оборудования:
- редуктора;
- кислородного и ацетиленового баллонов;
- горелки;
- набора соединительных шлангов;
- прутков для обеспечения сплавления двух краёв деталей.
Сущность метода заключается в создании в районе рабочей зоны (края металла с присадкой) необходимой температуры для их плавления. Это производиться при горении смеси кислорода и ацетилена. Присадка плавится и заполняет рабочую зону, формируя сварной шов. В газовой сварке различают два метода. Они определяются направлением движения горелки. Первый – слева направо. Второй наоборот, справа налево. Каждый из них имеет свои достоинства и недостатки.
Контактная сварка
Этот тип соединения применяется на крупных предприятиях, когда необходимо обеспечить большое количество изготавливаемых конструкций. Контактный способ предполагает наличие дорогого оборудования. Сложность процесса производства таких работ требует высококвалифицированных специалистов. Сущность метода заключается в создании высокого давления на электроды без применения присадочных материалов.
Электродуговая сварка
Такой вид сварки использует следующие методы:
- соединение встык;
- соединение внахлёст;
- метод тавровых швов;
- работа под заранее заданным углом.
Она позволяет сваривать профильные трубы различных размеров. Для этого необходимо выполнить определённую последовательность работ.
- Подготовить концы труб. Они должны быть зачищены (удаляется, грязь, ржавчина и старая краска). Непосредственно перед началом работы поверхность обезжиривают.
- Выбрать электроды, соответствующие типу проводимых работ.
- Используя специальное оборудование снять фаску. Будет формироваться более ровный шов.
- Технологический процесс зависит от толщины стенки. Тонкие трубы соединяют одним слоем, чтобы не допустить прожога. Элементы с толстыми стенками варят в несколько слоёв, для увеличения жёсткости соединения. Кроме учёта этих особенностей необходимо выбрать скорость прохода электродом.
- Выбираемый режим зависит от параметров подаваемого тока. Его величина не должна превышать 90А. Полярность напряжения зависит от решаемых задач.
- После проведения сварочных работ необходимо аккуратно удалить образовавшийся на поверхности шва шлак. После этого профессионалы советуют провести антикоррозийную обработку.

При правильном выполнении предъявляемых требований получают надёжный и красивый шов.
Выбор режимов сварки
Качество ожидаемого шва во многом зависит от правильности установки параметров режима. Его выбор предполагает уточнение следующих параметров:
- какие электроды планируется применять для работы (их характеристики и диаметр);
- значения параметров подаваемого тока (в том числе и его тип: постоянный или переменный);
- напряжение сварочной дуги;
- скорость протекания процесса;
- количество проходов, необходимое для заполнения шва.
Во многом качество соединения зависит от того какими будут выбраны эти параметры. В зависимости от марки металла, из которого изготовлена труба и толщины её стенок, выбирают какими электродами производить соединение. При правильном выборе режима сварки шов будет хорошим и надёжным.
Выбор электродов для сварки профильной трубы
От правильного выбора электродов для сварки профильных труб во многом зависит качество проведенных работ и надёжность полученного соединения. Для сварки профильных труб профессионалы рекомендуют следующие электроды:
- АНО-4 (отличаются своей универсальностью, что позволяет применять их в различных агрегатах);
- УОНИ-13/55 (в основном применяются сварщиками профессионалами, обладающими высокими навыками, в том числе профильных труб);
- МР-3С (обеспечивают наивысшее качество шва);
- в отдельных случаях могут применяться электроды ОЗС-12 (они обеспечивают приемлемое качество шва, но обладают слабой устойчивостью к повышенной влажности).

Многообразия форм и материалов у профильных труб требует тщательный подход к выбору, какими электродами варить профильную трубу. При выборе электродов следует пользоваться существующей справочной информацией, рекомендациями опытных сварщиков.
Технология сварки профильной трубы
Наибольшее распространение получили отработанные технологии: электродуговая, газовая и контактная сварка. Это возможно благодаря тому, что практически каждая заготовка изготовлена из низколегированной или углеродистой стали. Каждая из этих технологий предполагает применение соответствующего оборудования и способов соединения и позволяет получить надёжный шов и создать новый профильный элемент конструкции.
Сварка встык
Для увеличения длины конструкции, делается сварка профильной трубы встык. Основной проблемой такой операции является соблюдения точной стыковки торцов обеих заготовок. С этой целью изготавливают специальные прихватки, которые крепятся по всем углам. После фиксации производят наложение шва по периметру стыка. Для изделий с толстыми стенками такую обварку проводят дважды, что обеспечивает надёжность шва.

Сварка тонкой профильной трубы
Особой аккуратности и хороших навыков требует работа по соединению тонкостенных труб. Эта операция достаточно трудоёмкая и сложная. Успешно решить эту задачу можно используя тонкий электрод. Его диаметр варьируется от 1,5 до 2 мм. Наиболее приемлемыми считаются электроды марок АНО-21 или МР-3С. Электронная схема аппарата должна обеспечивать силу тока, не более 60 А.Профессионалы советуют применять технологический приём сварка точками (с отрывом).
Сварка профильной трубы под 90 градусов
Во многих конструкциях требуется произвести соединение деталей под прямым углом. Эта задача легко решается, если следовать простым рекомендациям, разработанным опытными сварщиками:
- сварка профильной трубы под 90 градусов начинается с точной разметки углов среза;
- провести точный срез (его можно произвести на ровной поверхности с фиксацией заготовки);
- применять готовые шаблоны и профессиональные угольники;
- процесс сваривания разделить на несколько этапов (сначала произвести черновое сваривание, затем произвести проверку и убедиться, как точно выдержан заданный угол, затем произвести чистовую сварку).
Соблюдение этих советов позволит получить прямой угол.
Как не прожечь трубу во время сварки
Это негативное явление возникает при работе с тонкостенными заготовками, толщина которых не превышает двух миллиметров. Чтобы не допускать этого, необходимо применять тонкие электроды. Кроме этого при установке режимов сварки следует понизить величину тока до минимальных значений. Неопытным сварщикам необходимо изучить разработанные инструкции для работы с тонкостенными изделиями.
Как сваривать трубы
Существует несколько способов сварки трубопроводов (стальных). Но появление инверторов отодвинуло все способы, и теперь сварка труб в быту проводится именно этим аппаратом. Во-первых, это простота сварочного процесса, во-вторых, доступность и высокая безопасность. Тем более, технология сварки труб не очень сложная, главное правильно провести подготовку и выбрать необходимые расходные материалы.

Подготовка труб к сварке

Сварочный процесс начинается именно с подготовки. В первую очередь нужно выбрать электроды, которыми трубы и будут свариваться. Здесь два критерия выбора: материал, из которого делается металлический стержень, и обмазка – материал, покрывающий стержень.
Для сварки металлических труб используются плавящиеся электроды и неплавищиеся. В первых стержень плавится, во вторых нет. Во втором случае используется дополнительный материал – присадка, которая и заполняет собой сварочный шов. Практика показывает, что сварка труб плавящимися электродами сегодня в бытовых условиях используется чаще. Просто потому что этот способ проще.
Теперь, что касается обмазки электродов. Здесь несколько позиций, где используются различные материалы для образования защитной поверхности.
- Рутиловые.
- Кислотные.
- Рутилово-кислотные.
- Целлюлозные.
- Рутилово-целлюлозные.
- Основные.
У каждой позиции свои плюсы и минусы, поэтому при выборе необходимо учитывать условия сварки трубопроводов. Но есть среди них универсальный вариант – это электроды с основным покрытием. К данной категории относятся такие марки электродов, как УОНИ, ОЗС, ВИ, ЭА, НИАТ, ОЗШ и другие менее известные. Начинающим сварщикам рекомендуется проводить сварку труб электродами УОНИ.
Перед тем как сварить две трубы, необходимо понять, что существует несколько видов сварных соединений.
- Встык, когда две трубы располагаются напротив друг друга.
- Внахлест, так обычно соединяются две трубы разного диаметра, или одинакового диаметра, только одна из труб развальцовывается, то есть, ее диаметр механическим способом увеличивается.
- Тавровое соединение, когда два трубопровода стыкуются в перпендикулярных плоскостях.
- Угловое соединение, когда стык производится под углом меньше 90°.
Кстати, вариант под номером один кажется очень простым. Но в нем таится сложность самого процесса. Во-первых, варить такой шов лучше в нижнем положении, это когда электрод в стык соединения подается сверху. Во-вторых, проварить металл надо во всю толщину стенки.
И еще несколько полезных советов.
- Для сварки трубопроводов встык и тавр лучше всего использовать электроды диаметром 2-3 мм.
- Режим сварки, то есть, величина устанавливаемого тока должна быть в пределах 80-100 ампер. При сварке внахлест силу тока нужно поднять до 120 А.
- Заполняемость сварочного шва должна быть такой, чтобы над плоскостью трубы металл поднимался на 2-3 мм.
- Сварка профильных труб (квадратных) производится точечно. То есть, сначала сваривается небольшой участок на одной стороне, затем на противоположной, после на соседней и далее на противоположной соседней. После чего производится полная сварка стыков. Цель – чтобы труба не покоробилась в процессе ее нагрева.
Перед тем как варить трубы электросваркой, их необходимо подготовить. В основном это касается кромок. Вот последовательность, как это надо делать.
- Проверяются геометрические размеры на соответствие проводимому монтажу трубопроводов. Могут стыковаться трубы с разной толщиною стенки, что может привести к не провару толстой трубы или к прожогу тонкой.
- В разрезе трубопровод должен быть круглым, а не овальным или другой формы. Это просто обеспечит качество сваренного стыка и упростит сам процесс.
- Стенки труб должны быть без дефектов: трещин, заломов, расширений и так далее.
- Срез кромки должен быть прямым (90°).
- Кромки защищаются до металлического блеска (используется щетка, наждачка). Длина зачищаемого участка – не меньше 1 см от кромки.
- Удаляются масляные и жировые пятна, краска, обязательно торцы обезжириваются при помощи любого растворителя.
И хотя электроды УОНИ не являются капризными, то есть, с их помощью можно заварить даже ржавые детали, на качество шва влияют любые дефекты металла. Поэтому стоит уделить немного времени для подготовки кромок трубопровода.
Сварка стальных труб
Сварка труб круглого сечения производится беспрерывным швом. То есть, если процесс начался с одной точки, то он должен закончиться на ней же, не отрывая электрода от свариваемой поверхности. При сварке труб большого диаметра (свыше 110 мм) одним электродом заполнить шов невозможно. Поэтому необходимо применять многослойную сварку, где количество слоев определяется толщиною стенок труб. К примеру:
- Если толщина стенки 6 мм, то достаточно и двух слоев металла.
- 6-12 мм – сварка производится в три слоя.
- Больше 12 мм – больше четырех слоев.
Внимание! Многослойная сварка производится с одним требованием. Перед нанесением последующего слоя предыдущих должен остыть.
Сборка трубопровода
Перед тем как сваривать трубы, чтобы упростить поставленную задачу, необходимо собрать сварочный стык. То есть, устанавливаете трубы согласно конструкции сборки, зажимаете их, чтобы они не двигались и не смещались. После чего делается прихватка. Это когда делается точечная сварка в одном месте, если трубопровод собирается из изделий большого диаметра, то прихватку можно делать в нескольких местах.
В принципе, все готово, можно варить трубопровод. Казалось бы, на этом разговор о сварке можно было бы и завершить. Но для начинающих сварщиков он только начинается, потому что сварочный процесс, связанный со сборкой трубопроводов, это большое количество нюансов. Вот только некоторые из них, которые необходимо взять на вооружение.
- Варить трубы толщиною более 4 мм можно коренным швом, это когда металл заполняет пространство между кромками во всю глубину, и валковым, когда сверху шва образуется валик высотою 3 мм.
- При соединении труб диаметром 30-80 мм вертикальным швом технология чуть отличается от нижнего расположения шва. Сначала заполняется объем 75%, затем остальное пространство.
- При многослойной технологии сварки горизонтальный шов варится двумя слоями так, чтобы последующий наносился в противоположном направлении, чем предыдущий.
- Точка соединения слоя нижнего не должна совпадать с такой же точкой слоя верхнего. Замковая точка – это конец (начало) шва.
- Обычно при сварке труб последние надо все время поворачивать. Делают это вручную, поэтому необходимо знать, что оптимальный сектор поворота 60-110°. Просто в этом диапазоне шов располагается в удобном для сварщика месте. Его длина самая максимальная, и это позволяет контролировать беспрерывность шовного соединения.
- Самое сложно, как считают многие сварщики, это поворачивать трубопровод сразу на 180° и при этом соблюсти качество сварного шва. Поэтому при таком повороте рекомендуется технологию сварки изменять. То есть, сначала проваривается шов на глубину до 2/3 одним или двумя слоями. Затем трубопровод поворачивается на 180°, где шов заполняется полностью в несколько слоев. Далее опять идет поворот на 180°, где шов до конца заполняется металлом электрода. Кстати, такие стыки называются поворотными.
- Но есть и неповоротные стыки, это когда труба к трубе приваривается в неподвижной конструкции. Если трубопровод расположен горизонтально, то варить стык между его частями надо, разделив его на две части. Сварка начинается с нижней точки (потолочной) и перемещается к верхней. Точно также сваривается и вторая половина стыка.
И последний этап в технологии сварки труб – это контроль качества шва. Его необходимо обстучать молотком, чтобы сбить шлак. Затем визуально проверить на наличие трещин, выемок, сколов, прожогов и не проваров. Если трубопровод предназначен для жидкостей или газов, то после сборки в него запускают воду или газ, чтобы проверить на предмет протечек.
Процесс сварки на самом деле мероприятие ответственное. И только опыт сварщика может с первого раза гарантировать качество конечного результата. Но опыт – дело наживное. Предлагаем посмотреть видео – как правильно варить стальные трубы.
Как сваривать трубы разного диаметра и толщины
Один из сложных видов сварочных работ, требующий привлечения опытного сварщика – сварка труб малого диаметра с трубопроводами большего сечения. В современном строительстве используются разные материалы для трубопроводов.
Заготовки ПВХ, ПНД постепенно вытесняют металл. Всевозможные виды соединений, а также использование в работе компрессионной фурнитуры делает монтаж более качественным и надежным.
Из металла
 При проводке стального внутреннего водопровода используются трубы малого диаметра с тонкой стенкой. Сварка тонкостенных труб из стали производится с помощь газовой горелки или электрической дуги.
При проводке стального внутреннего водопровода используются трубы малого диаметра с тонкой стенкой. Сварка тонкостенных труб из стали производится с помощь газовой горелки или электрической дуги.
При врезке внутренней гребенки квартиры в стояк используется Т-образное соединение. В трубе большего сечения делают отверстие, а тонкие стенки второй трубы немного стачивают болгаркой для лучшей стыковки.
Разделка кромок при этом варианте не делается. Перед началом сварки детали очищают от ржавчины и грязи, стыкуют. Здесь важно следить за правильным расположением стыков. Они должны быть перпендикулярны или находится под определенным углом.
При работе в заготовительных цехах, как правило, используют сварку полуавтоматом. На строительных площадках, предпочтение отдается газосварке.
 После правильной стыковки, требуется выполнить прихватки для фиксации соединения. Прихваток на малом сечении достаточно 2, с ростом диаметра, количество хваток увеличивается.
После правильной стыковки, требуется выполнить прихватки для фиксации соединения. Прихваток на малом сечении достаточно 2, с ростом диаметра, количество хваток увеличивается.
При неповоротном стыке вначале производят сварку потолка, затем делают вертикальный шов и варят в нижнем положении. При таком виде работ необходимо привлечение квалифицированного специалиста.
Трубы разного диаметра могут соединяться через металлические переходники или вставляться одна в другую.
Если металлические трубы разного диаметра вставляют одна в другую, т о можно сделать надрезы в большей трубе, подогнуть края, и далее произвести сварку.
Фитинги принято использовать при резьбовых соединениях стальных заготовок. Сварка регистров, приварка бочонков к трубопроводу при переносе газового оборудования – это неполный перечень, где может понадобиться выполнить сварку трубопроводов разного сечения.
Из полипропилена
 В современном строительстве и сантехнике принято использовать разнообразные виды пластиковых труб.
В современном строительстве и сантехнике принято использовать разнообразные виды пластиковых труб.
Трубы разного диаметра из этих материалов соединяют с помощью компрессионных фитингов или с помощью «холодной» сварки. Но и без термической сварки в этих операциях не обойтись.
Трубопроводы из полипропилена в основном применяются при прокладке внутридомовых сантехнических сетей. Перед началом сварки требуется подготовить инструменты и материалы к работе. Выбор инструментов зависит от применяемой технологии. Это может быть:
- раструбная полифузная сварка;
- применение переходников или муфт с расположенными в них нагревательными элементами.
При полифузном способе операции выполняются по такому алгоритму. По разметке нарезают трубные заготовки. При этом следует обязательно снять слой заусеницы после реза.
Края заготовок очищают от смазки и грязи. В зависимости от вида пластиковых труб подготовка к монтажу ведется разными способами.
При армировании деталей алюминиевыми трубками их отрезают с помощью специального торцевателя. При близком расположении слоя армирования к краю трубы, этот слой необходимо удалить полностью.
 На концах деталей делают отметки (на расстоянии не менее 15 мм). Эта величина зависит от длины раструба фитинга.
На концах деталей делают отметки (на расстоянии не менее 15 мм). Эта величина зависит от длины раструба фитинга.
Поверхности обезжиривают растворителем и надевают на разогретые насадки. При этом следует учитывать время разогрева деталей, которое маркируется на поверхности трубных изделий.
Разогретые детали снимают и надежно соединяют. После стыковки их нельзя перекручивать. Спустя минуту, стык зафиксируется, но заполнять водой и испытывать трубопровод можно только спустя час.
Трубопроводы из труб до 40 мм стыкуются ручным способом, для больших диаметров применяют монтажные механические приспособления. Они создают достаточное усилие и обеспечивают соосное расположение отрезков разного диаметра.
Из полиэтилена
 Сварка полиэтиленовых труб большого диаметра требует выполнения несколько иных работ. Трубы большого сечения сваривают с помощью стыкового метода.
Сварка полиэтиленовых труб большого диаметра требует выполнения несколько иных работ. Трубы большого сечения сваривают с помощью стыкового метода.
Для этого потребуется использовать сварочную машину, надежный труборез, растворитель и тряпки. Машина для сварки – это многофункциональный агрегат, в состав которого входит центрирующий детали механизм, торцеватель, нагреватель, гидравлическая станция, обеспечивающая достаточное усилие при соединении разогретых деталей встык.
Оборудование работает от электричества. В случае отсутствия поблизости питающих сетей следует подготовить дизельный или бензиновый генератор.
Сваривать трубы ПНД необходимо в следующем порядке:
- делается трубная заготовка по эскизу или проекту;
- происходит фиксация свариваемых деталей с помощью центратора машины;
- концы заготовки обрабатывают от грязи и масла;
- торцевателем производится обрезка кромок под сварку и очистка деталей от стружки;
- между торцами труб помещается разогретая плита, торцы сильно прижимают к ее поверхности;
- когда концы нагреются до плавления, плиту убирают, а заготовки соединяют между собой встык;
- С помощью гидравлики выдерживается определенное усилие до остывания стыка.
Таким же образом можно соединять трубы ПНД разного диаметров. На качество соединения влияет выбранная температура нагрева, усилие, необходимое для соединения разогретых деталей и время выполнения всех циклов сварки.
В случае толстой стенки
Сварка толстостенных труб потребует увеличения всех параметров. Температура должна находиться в пределах 2000 – 2300, усилие контролируется с помощью манометра.

Но лучшим способом контроля состояния валиков шва является визуальный контроль. Если валики тонкие, значит при нагреве была недостаточно высокая температура. Это ненадежное соединение и его следует переварить.
Для соединения отрезков с разным диаметром используются переходники из таких же материалов, как сама труба. Сварка деталей разного диаметра через переходник выполняется абсолютно одинаково, как и соединение одинакового диаметра.
Наиболее часто для сварки пластиковых деталей используется электромуфтовый метод. Особенно часто его применяют при сварке ПНД заготовок небольшого диаметра.
Трубы помещаются в специальные фитинги с расположенными в них нагревательными элементами. Материал муфты, расплавляясь, надежно сваривает заготовки разного диаметра.
При выполнении работ необходимо жестко фиксировать заготовки. Нагрев ведется в автоматическом режиме, после окончания сварки останется только отсоединить контакты.
В заключение надо напомнить, что каким бы образом не проводилась сварка труб разного диаметра, следует обязательно выполнять правила пожарной и электробезопасности.
Разбор самых популярных ошибок при сварке полипропиленовых труб

Со стороны кажется, что в сварке полипропиленовых труб ничего особо сложного нет: нагреть, соединить, остудить — готово. Однако на практике выясняется, что в этом деле существует масса важных моментов, которые влияют на качество соединения труб и фитингов. Пренебрежение этими нюансами приводит к различным огрехам, вызывающим закупорку, протекание труб и другие проблемы. Часть ошибок обнаруживается только через несколько месяцев после начала эксплуатации трубопровода, когда горе-мастеров уже и след простыл.
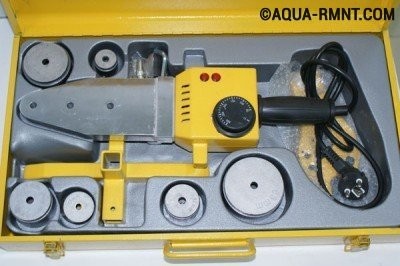
Немного о процессе пайки
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства). Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра. Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т.п.
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.

В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для пайки полипропиленовых труб с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью. Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева. Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева. Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
- Загрязнения в месте соединения элементов
- Небольшое количество воды, попавшее на материал в процессе сварки
- Длительное позиционирование частей трубы
- Использование неподходящего или некачественного материал
- Несоблюдение правил монтажа и т. п.
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей.
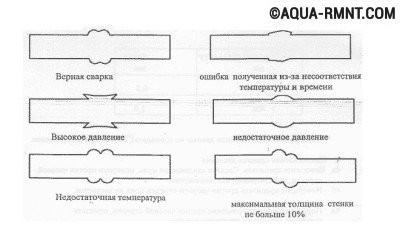
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
Ошибка #1 — грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения. Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения.
Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа.
Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Ошибка #2 — неправильное позиционирование
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается.
Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.
Ошибка #3 — неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды.
Еще одна проблема такого рода — попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.

Наглядный результат неправильной пайки полипропиленовых труб в разрезе. Использование некачественного материала и несоблюдение времени фазы «фиксации» привело к деформации соединения
Ошибка #4 — пренебрежение правилами монтажа
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор. В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано. Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки.
Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода.
Читайте также нашу следующую статью, в которой представлена инструкция по монтажу системы отопления с использованием полипропиленовых труб: https://aqua-rmnt.com/otoplenie/documents/montazh-otopleniya-iz-polipropilenovyx-trub.html
Иногда причиной нарушений становится обычная человеческая лень или халатность. Например, поврежденный в процессе пайки труб фитинг непременно нужно заменить новым. Если необходимой детали под рукой не оказалось, нерадивые мастера просто запаивают фитинг встык с трубой. Какое-то время такое соединение продержится, но со временем проблему протечки придется все же решать.
После раскроя заготовок внутренние и внешние края среза необходимо тщательно зачистить шабером. Конечно же, при отсутствии должного инструмента можно воспользоваться и подручными средствами, например, ножовкой по металлу, однако при её использовании полипропилен будет неминуемо плавиться. На заготовках надо будет снимать фаски, а это потребует дополнительной траты времени и сил.
Напоследок хочу напомнить о том, что львиная доля дефектов появляется после сварки, проведённой на весу. Исключение составляют разве что случаи, возникающие на особо трудных, криволинейных участках магистрали, или при завершении монтажа отдельной ветки. Паяльный (сварочный) аппарат должен иметь подставку, достаточно устойчивую для того, чтобы агрегат не опрокидывался во время работы.
Сварка труб — основные методы и способы сварки труб
 Успех такого сложного соединения во многом зависит от правильного выбора способа сварки труб, который выбирают для конкретного вида металла.
Успех такого сложного соединения во многом зависит от правильного выбора способа сварки труб, который выбирают для конкретного вида металла.
В целом же лучшим вариантом для соединения труб признаётся электродуговая сварка.
Но это под силу только сварщику, имеющему хотя бы минимальный опыт работы. Новичку желательно сначала потренироваться.
При работе с трубами из толстого металла лучше использовать непрерывный способ сварки при токе в 40-60 ампер. Важно именно проварить металл, а не прорезать его. При этом электрод ведётся не очень быстро – иначе качество шва пострадает.
Прерывистую точечную сварку труб применяют при сваривании тонкостенных труб. Здесь необходимо строго следить за процессом, потому, что стенки легко проварить насквозь. Для соединения тонких труб лучше использовать полуавтоматы. Они работают с малой силой тока, обеспечивая отличное качество как непрерывного, так и точечного сварного шва.
Сварка труб ручной дуговой сваркой
Профессионалы советуют при сварке труб ручной дуговой сваркой делать тройной шов – он будет надёжнее одиночного. Наиболее удобно работать сварщику с поворачиваемой трубой. Сварка так называемых поворотных стыков производится следующим образом:
- сначала соединяется одна четверть диаметра трубы;
- потом трубу поворачивают на 180 градусов, и варится противоположный первому шву участок;
- далее новый поворот и сварка второй четверти диаметра трубы;
- после этого производится ещё одно вращение трубы, и соединяется оставшейся участок.
После очистки от окалины на первый шов наносят второй. Заключительный третий шов начинают наносить с противоположной стороны второму шву.

При сварке жёстко зафиксированной трубы применяется иная методика:
- первый шов ведут снизу вверх до половины диаметра трубы, а потом опускается вниз, обратно к началу;
- нанесение второго шва начинают также снизу, но ведут с другой стороны и в обратном направлении.
Другие способы сварки
Подобный способ сварки неповоротных стыков исключает непроваренные участки, и шов получается более надёжным. При выполнении третьего шва работают по схеме первого варианта.
Самое надёжное соединение даёт многослойная сварка. В некоторых случаях применяют сварку спиралью – очистив от окалины начальный шов, второй ведут параллельно валику первого.

Сварка медных труб
Выбор способа сварки медных труб зависит от назначения соединяемых труб, герметичности шва и иных характеристик. Применяют три метода сварки – электродуговую, контактную и газовую.
Наиболее перспективной признаётся электродуговая сварка с использованием неплавящегося электрода из вольфрама и присадочной проволоки, в состав которой добавлены раскислители.
В качестве защитного газа целесообразно использовать азот, потому что сварка получается дешёвой.
Однако при работе с тонкостенными медными трубами лучше применять аргон.
Сварка стальных труб
Самой востребованной остаётся сварка стальных труб – как в производстве, так и в быту. Здесь существенную роль играет квалификация сварщика. Что касается сварочного оборудования, то используются электросварки, газосварки и полуавтоматы.
Перед началом сварки проводят предварительную тщательную очистку кромок от загрязнений и окислов, затем снимают фаску, что позволит получить V-образную площадь, благодаря которой шов станет прочным и герметичным.

При сварке газовой горелкой достаточно одного шва. С целью исключения непровара окончание шва немного накладывается на начало. Сорт присадочного материала должен быть одинаковым с металлом свариваемой трубы.
А самыми распространёнными на сегодня являются электросварка и полуавтоматическая. В обоих случаях процесс начинается с подготовки свариваемых труб. Затем соединяемые части центрируют и равномерно прихватывают в трёх-четырёх точках.
Первый шов «тройкой». Важно заполнить фаску по высоте всего на две трети. После очистки шва от шлака и проверки качества работы, меняют электрод «четвёрку» и приступают к нанесению дополнительного шва.
Сварка оцинкованных труб
Специальная технология сварки оцинкованных труб позволяет соединять их, не нарушая цинкового покрытия. На место стыковки наносят флюс, который и обеспечивает защиту от выгорания покрытия. Под флюсовым слоем цинк сначала от воздействия тепла становится вязко-жидким, затем расплавляется, но не выгорает и не испаряется. По завершению сварки это обеспечивает защиту от коррозии.
При работе с оцинкованным материалом крайне важно наличие вентиляции. В противном случае от цинковых паров сварщик может «заработать» лёгочное заболевание или хуже того, задохнуться.

Сварка профильных труб
Основной способ сварки профильных труб – обычное соединение торцов встык. Выполняют её дуговым или газовым методом, но благодаря простоте и качественному шву больше распространён первый из них. Однако электросварка профильной трубы требует опыта работы сварщика, хотя бы небольшого.
Много зависит, к примеру, от правильного подбора электрода. Чем он толще, тем мощнее дуга. Излишне толстым электродом профильную трубу можно прожечь, а слишком тонким получить непрочный шов. Учитывая то, что для данного изделия характерная толщина составляет 1,5-5 мм, подойдут «двойка и «тройка».
При работе с профильными трубами важна скорость движения электрода по материалу. Если замедлиться, то есть риск прожечь деталь, при убыстрении – получить некачественный шов. Оптимальное движение подбирается опытным путём.
Сварка газовых труб
Настоящего профессионализма требует сварка газовых труб, которая довольно опасна. Работать нужно быстро и качественно.
Перед началом соединения обрабатывают кромки труб: очищают от загрязнений. Если труба толстостенная – больше 4 мм, то производят скос кромок для облегчения прогревания металла на месте контакта.
Практикуются два способа сварки газовых труб:
- сварка слева направо. Применяют тогда, когда толщина металла больше 5-ти мм. Дуга направляется на уже приваренный участок, вместе с горелкой перемещается присадка. Вариант экономит расход газа и повышает производительность на 25%;
- сварка справа налево. Здесь горелку продвигают по не приваренным участкам – присадочная проволока «идёт впереди паровоза». Лучший метод для работы с тонкостенными газовыми трубами.
Сварка трубопроводов
Способ электродуговой сварки трубопроводов часто применяют при монтаже или изготовлении технологических линий. Производятся они на постоянном или переменном токе.
Экономичным, а значит, более выгодным является сварка на переменном токе, потому что получается меньший расход энергии. Да и оборудование требуется более доступное.
Как правильно варить трубы электросваркой

Нередко можно услышать мнение, что сварка труб не является чем-то уж слишком особенным и, если потребуется, справится с такой задачей сможет даже любитель. Действительно, на первый взгляд может показаться, что это так и есть. Крупные поверхности с хорошо подогнанными и обработанными кромками – все условия для формирования качественного шва соблюдены. Осталось только поднести электрод и.
А вот здесь уже начинается практика, у которой совершенно другие законы, нежели у теории. Оказывается, выполнить подобную работу очень сложно. Особенно, если речь идет о создании трубопровода высокого давления. Малейший дефект сварочного шва приводит к прорыву магистрали. Именно поэтому к подобным проектам привлекают исключительно высококвалифицированных специалистов.
- Технология сварки труб
- Подбор электродов
- Как сварить трубу электросваркой: основные приемы
- Как правильно варить трубы: советы и рекомендации
- Подготовка
- Особенности сварки труб
Технология сварки трубопроводов
Наиболее распространенный метод сварки труб – электродуговой. По сравнению с альтернативной газовой данная технология характеризуется простотой и надежностью. Для начала процесса потребуется минимальный набор инструмента, а результат будет соответствовать наиболее жестким нормативным требованиям. Но чтобы добиться нужного качества требуется профессиональный подход к использованию возможностей сварки.

Подбор электродов
Не менее важным для получения высококачественных швов является использование проверенных расходных материалов. Плохие электроды станут непреодолимым препятствием на пути к достижению нужного результата. Лучшими на сегодняшний день считаются такие марки:
-
АНО-21, АНО-24 и МР-3. Для использования требуется сеть переменного тока. В связи с невысокой стоимостью расходный материал востребован в самых разных отраслях деятельности человека, включая приусадебные хозяйства. Такие электроды отлично справляются с задачами сваривания конструкций для частного подворья: ворот, теплицы, навеса и т.д. Для соединения труб, а особенно магистралей высокого давления перечисленные расходные материалы непригодны;

УОНИ. Высокого качества сердечники заслужили похвалу профессионалов. Тем не менее, электродам свойственны и отрицательные моменты. К примеру, они не позволяют выполнять сварочные работы в быстром темпе. Шов формируется медленно и очень важно поддерживать стабильность электрической дуги. Работать с такими электродами смогут те, кто имеет за плечами опыт с аналогами АНО и МР;

LB-52U. Из всех рассматриваемых марок для сваривания труб электросваркой подходят лучше всего. Японская разработка предпочтительная в реализации крупных проектов. Электроды формируют ровный, привлекательный шов и отлично держат дугу. Единственный их недостаток – это сравнительно высокая стоимость.

Основные приемы сварки труб
Соединение частей магистральных трубопроводов может выполняться разными способами:
- Варить трубу встык. Соединяемые поверхности располагают напротив. Это самый распространенный способ, который характеризуется простотой исполнения. Однако, есть и некоторые сложности. Справится с ними будет намного проще, если учесть некоторые нюансы. Во-первых, сварочный шов лучше формировать по направлению от нижней части вверх. Во-вторых, металл следует проваривать на всю толщину стенки трубы.
- Внахлест. Метод может использоваться только в случаях, когда соединяемые поверхности имеют небольшие различия в диаметре и один из них плотно входит в другой. это может быть разница в размерах труб или же специальная механическая обработка торцевой части одной из них – развальцовка.
- Тавровое. Такой способ соединения подразумевает расположение поверхностей под прямым углом относительно друг друга.
- Угловое. Две части соединяются между собой под углом меньше 90 градусов.

Советы и рекомендации
Хорошее качество сварного шва получается не сразу. Только со временем приходит опыт и требуемая сноровка. Чтобы конечный результат был как можно лучше, стоит следовать советам специалистов со стажем:
- При стыковом или тавровом способах соединения деталей желательно использовать электроды толщиной 2-3 мм. Именно они показывают самый лучший результат.
- Силу тока рекомендуется выставлять в диапазоне 80-100 ампер. Если сварка выполняется внахлест, то этот показатель можно увеличить до 120 ампер.
- При заполнении сварочной ванны следует ориентироваться с высотой наплава: он должен выступать над металлической поверхностью на 2-3 мм.
- Если выполняются работы с профильными трубами (сечение не круглое, а квадратное или прямоугольное), то применяется точечный способ соединения.
Несколько слов о точечном методе соединения заготовок. Он еще называется «прихватом» и сводится к тому, что свариваются небольшие участки на диаметрально противоположных сторонах. И только после этого ложится цельный шов. Подход исключает вероятность того, что одну из частей «уведет» под воздействием температуры.
Подготовка
Качество работы зависит не только от марки электродов и профессиональных навыков исполнителя. Немаловажную роль в этом играет и предварительная подготовка свариваемых поверхностей. Ее суть сводится к выполнению нескольких операций:
- проверяется соответствие двух соединяемых элементов требованиям выбранному способу сварки. Важно учесть, что трубы должны быть не только соответствующего диаметра, но и с одинаковой толщиной стенок. В противном случае не выйдет хорошо прогреть толстую стенку или же, наоборот, тонкая просто расплавится;
- на свариваемых поверхностях не должно быть совершенно никаких дефектов. Заломы, трещины и деформации любого вида не допускаются. Если пренебречь, то «скромные» недостатки под воздействием температурного расширения вырастут в большую проблему и приведут к разрушению конструкции;
- ни в коем случае нельзя допускать перекос в срезе заготовки, которая будет свариваться под углом в 90 градусов. Из-за такого, казалось бы, небольшого недочета в итоге шов окажется ослабленным и вероятность разрушения стыка в процессе эксплуатации высока;
- кромки зачищаются до металлического блеска. С этой целью можно использовать любые абразивы по металлу: щетку, наждачную бумагу или электроинструмент;
- в процессе подготовки с поверхности удаляются следы жира, краски, ржавчина и прочие загрязнения. Самыми эффективными в этом плане очистителями являются химические растворы.

Особенности сварки труб
Технологические операции по свариванию труб предполагают соблюдение основных правил и принципов:
- непрерывность сварочного шва. Обогнув трубу по кругу, он должен закончиться в начальной точке. Нельзя допускать отрывов электрода в процессе формирования ванны. В случаях, когда диаметр трубы слишком велик и невозможно выдержать данное правило, применяется принцип многослойного сваривания. Число накладываемых слоев должно сопоставляться с толщиной стенок. Стенки толщиной менее 6 мм провариваются в два слоя, 6-12 мм – 3 слоя, свыше 12 мм – 4 слоя. Каждый последующий слой наносится после полного остывания предыдущего;
- перед началом сварочных работ обе трубы нужно хорошо зафиксировать. Можно использовать точечное соединение – прихватку поверхностей, чтобы исключить перемещение деталей и создать прочный шов без лишних проблем;
- если толщина стенок превышает 4 мм, рекомендуется создание коренного шва. Он нужен для того, чтобы на полную глубину заполнить пустоту между соединяемыми участками труб. Альтернативой данному методу является валковый способ, подразумевающий формирование поверх шва валика толщиной около 3 мм;
- проверка качества. Шов простукивается молотком. Сбивается шлак и можно визуально осмотреть результат работы.
Если магистраль будет эксплуатироваться под давлением, то в обязательном порядке проводится тестовый запуск. Он дает возможность проверить герметичность стыков и своевременно устранить выявленные недостатки.
Как сваривать трубы отопления электросваркой
Как в промышленных, так и в домашних условиях часто требуется сварка труб. Несмотря на широкое применение пластиковых изделий, металлические конструкции все еще монтируются. Для создания качественных соединений нужно правильно выбрать способ обработки, вид оборудования и расходного материала.

О видах сварных швов на трубах
При соединении коммуникационных линий данным способом используют следующие варианты установки элементов металлоконструкции:
- Размещение отрезков труб встык. Края в описываемом случае располагают противоположно друг другу.
- Тавровое соединение. При такой технологии отрезки размещают перпендикулярно, формируя подобие буквы «Т».
- Внахлест. В этом случае торец одной трубы развальцовывают, после чего надевают на край другой.
- Угловая стыковка. 2 элемента размещают под острым или прямым углом по отношению друг к другу.
При сварке труб отопления электросваркой формируют такие типы швов:
- горизонтальные, с вертикальным размещением соединяемых деталей;
- потолочные, с установкой электрода в нижней части обрабатываемого участка, над головой сварщика;
- вертикальные, расположенные на стояках трубопровода;
- нижние, при которых сварочный стержень устанавливают над обрабатываемыми краями.

При сварке стальных труб отрезки монтируют только встык. Шов проваривают на всю толщину металла.
Выбор подходящих электродов
Для сварки металлических изделий требуется расходный материал. От его качества зависит надежность швов, герметичность трубопровода. Электрод представляет собой металлический стержень, покрытый специальным составом. Он поддерживает устойчивую электрическую дугу, участвует в формировании сварного соединения.
Стержни классифицируют по типу сердцевины и внешнего покрытия.
На основании первого признака выделяют такие виды расходных материалов:
- С неплавкой сердцевиной. Для изготовления стержня используют вольфрам, уголь или графит.
- С плавящейся вставкой. Сердцевина представляет собой проволоку, сечение которой выбирают в зависимости от технологии сварки.

На основании типа покрытия электроды делятся на следующие группы:
- С целлюлозной оболочкой (C). Стержни применяют при сварке труб большого диаметра, например, при монтаже водо-, газо-, нефтепроводов.
- С рутилово-кислотным (RA) покрытием. Изделия используют для получения аккуратных сварных швов. Под воздействием электрической дуги соединение покрывается тонким слоем шлака, легко удаляемым механически. RA-электроды используют при прокладке систем отопления и водоснабжения.
- С рутиловым покрытием (RR). При использовании таких стержней получают равномерные швы. Образующийся при работе шлак легко снимается. Стержни этого типа применяют при создании угловых стыков, наваривании дополнительного слоя.
- С рутилово-целлюлозной оболочкой (RC). Такие электроды позволяют соединять элементы трубопровода, лежащие в любой плоскости. Они часто применяются при создании протяженных вертикальных швов.
- С основным покрытием (B). Универсальные стержни используются при сварке любых металлических конструкций, эксплуатирующихся в экстремальных условиях. Соединение не трескается, не разрушается со временем.
Подготовка к процессу сварки
Перед скреплением трубы приводят в соответствие требуемым условиям. Для начала оценивают такие технические характеристики:
- диаметр;
- толщину стенок по всей протяженности;
- химический состав (информацию получают лабораторными методами или из технической документации).
При соответствии параметров установленным нормам приступают к подготовке, включающей следующие этапы:
- проверку ровности срезов торцевых частей;
- очищение свариваемых поверхностей до металлического блеска;
- удаление лакокрасочного покрытия, обезжиривание.
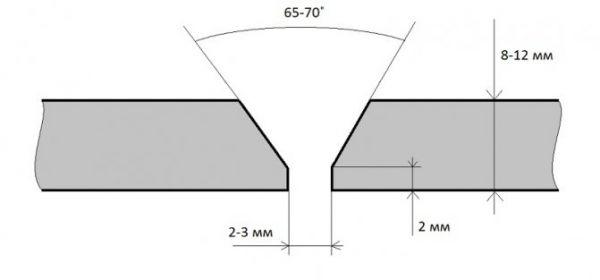
Важная часть подготовительных работ — правильная подгонка торцов.
Рекомендованный угол раскрытия кромки — 65°.
Притупление должно составлять не более 2 мм. Таких показателей добиваются путем дополнительной обработки срезов шлифовальной машиной или торцевателем. При сварке труб большого диаметра применяют фрезерные станки.
Особенности и рекомендации перед началом работ
При подготовке к сварке трубопровода изучают следующие моменты:
- Выбор полярности — зависит от материала изготовления и толщины стенок свариваемых элементов, типа электродов. Нужную информацию можно найти в руководстве по применению стержней.
- Толщина расходного материала — влияет на силу тока, задаваемую при настройке сварочного аппарата. Рассчитывают эту величину, умножая сечение стержня на 30-40.
Строгих требований к скорости сварки не предъявляется. Однако дугу не стоит долго держать в замковой точке. Края прогорят, из-за чего придется заново срезать и зачищать их.
Перед началом работы собирают стыки трубопровода.
Технология электросварки трубопровода
Чтобы надежно соединить две трубы, нужно правильно состыковать их. Затем сформировать сварной шов выбранным методом.
Правильная стыковка труб
Этот этап сварочных работ выполняют следующим образом:
- Элементы трубопровода закрепляют в тисках или другом устройстве, устанавливая их встык или внахлест. Место соединения прихватывают электродом в нескольких местах. При формировании 2 точек их размещают на разных сторонах окружности.
- Если предусмотрена единственная «прихватка», начинают приваривать стык с противоположной области.
Пошаговая инструкция
Ровно установив элементы, приступают к процессу сварки. Его проводят так:
- Настраивают параметры работы аппарата в соответствии с выбранным способом сварки труб.
- Возбуждают электрическую дугу. Для этого касаются электродом металлической поверхности.
- Формируют сварной стык. Чтобы понимать, как правильно варить трубы отопления, нужно разбираться в типах швов. Вариант выбирают после начала сварки. Направления движений зависят от конфигурации трубопровода, материала его изготовления, профессиональных навыков сварщика. Соединение должно начинаться и заканчиваться в одной точке.
После завершения работы со швом удаляют шлак, имеющий вид наплыва. После этого осуществляют пробный пуск коммуникационной линии, оценивая качество сварки.
Как сварить пластиковые трубы в домашних условиях
Замена или установка водопроводных труб с нуля – процесс ответственный, поэтому материал должен подбираться очень тщательно. Он должен быть долговечным, стойким к коррозии, удобным в работе. Лучше всего, на сегодняшний день, для этой цели подходят полипропиленовые трубы. Среди преимуществ материала – срок службы более 50 лет, простота монтажа, относительная дешевизна материала и многие другие плюсы. Установка новой разводки отопления или водоснабжения проходит при помощи технологии пайки, она же сварка пвх труб. Сварка полипропиленовых труб своими руками – простейший процесс, с которым, после небольшой подготовки, сможет справиться любой хозяин. Ниже, рассмотрим, что собой представляет технология сварки полипропиленовых труб, ее нюансы.

Разновидности труб, подлежащих сварке
Основной материал – пластиковые трубы, имеет свои особенности и классифицируется по ряду признаков. Первое, что бросается в глаза это – цвет. Они могут быть окрашены в зеленый, серый, белый или черный цвет. Маркировка черным цветом означает, что в составе применены специальные добавки, препятствующие разрушению материала при воздействии ультрафиолетом и могут прокладываться непосредственно по грунту. Остальные цвета не имеют различий связанных с окраской и применяются внутри помещений или под слоем грунта.
Классификация труб по назначению:
- для холодного водоснабжения (маркируются синей полосой, предельная температура воды 45C).
- для горячего водоснабжения (маркируются красной полосой, предельная температура 85C).
- универсальные (маркируются синей и красной полосами, температура может достигать 65 – 75 C, в зависимости от изготовителя).
Модели для горячего, холодного водоснабжения и универсального типа имеют маркировку, которая указывает на дополнительные эксплуатационные показатели материала:
- PN10 – маркировка изделий для холодной воды, используемых при давлении системы до 1 МПа (не для квартирных трубопроводов);
- PN16 – маркировка применимая в универсальных трубах и холодной воды. Такой материал выдерживает температуру до 65C и давление 1.6 МПа;
- PN20 – материал с утолщенной стенкой, выдерживающий давление до 2 МПа и температуру 85C (сварка труб отопления);
- PN25 – трубы, усиленные армирующим слоем стекловолокна или фольги. Выдерживают давление до 2.5 МПа и температуру воды 95C.
Необходимое оборудование и инструменты
Для сварки полипропиленовых труб понадобится определенный набор оборудования, это:
- Сам аппарат для сварки;
- Набор нагревательных насадок различного диаметра;
- Прибор для резки;
- Шейвер – устройство, удаляющее армирующий слой (необходимо при работе с маркировкой PN25);
- Фаскосниматель – прибор, необходимый для выравнивания торцов среза (необходим если пластиковые изделия отрезаются ножовкой или подходящим инструментом, не дающим идеально плоский торец среза).

Технология сварки враструб – пошаговая инструкция
Раструбная сварка подразумевает собой соединение трубы и фитинга, путем вставки деталей друг в друга. Такая сварка полипропиленовых труб своими руками считается простейшей, есть еще стыковая система сварки, но используемая там технология может усложнить работу, особенно в домашних условиях. Поэтому ниже мы описали как проходит поэтапный процесс сварки полипропиленовых труб.
Резка труб
Режут материал предназначенным для этого инструментом. Если такового нет, то рез можно сделать ножовкой или другим доступным инструментом, главное – не повредить геометрию и сохранить плоскость реза ровной. Для последнего предназначен фаскосниматель, им же зачищают торец, у которых армирующий слой ближе к внутреннему диаметру. Иначе этот элемент может образовать неплотные соединительные прорехи и вызвать течь.

Подготовка труб и фитингов
Перед сваркой трубы, с внешней стороны, обезжиривают спиртом, а фитинги изнутри. Для армированных изделий используется специальный прибор, который снимает упрочнительный слой – шейвер.
Учтите, что некоторые производители советуют использовать шейвер и для обычных из-за возможной эллипсности материала в срезе.

Подготовка сварочного аппарата
Несмотря на то, что большая часть устройств имеют собственные опорные элементы, устройство следует крепко зафиксировать в тисках или струбцинами к столу. Прибор очень легкий, поэтому незакрепленным может легко упасть и сломаться, или вызвать пожар.
В зафиксированный аппарат для сварки ставим муфту и дорн.

Выставляем тумблер на требуемое значение температуры. Для полипропилена это 270 градусов, но бывают случаи, когда требуется более низкая или высокая температура. Эти значения берем из сопроводительной документации к нашему материалу и используя инструкцию к паяльнику, подбираем оптимальную температуру.
Установка деталей на прогрев
Технология сварки полипропиленовых труб подразумевает, что когда устройство вышло на рабочую температуру (загорелся зеленый индикатор или сработал звуковой сигнал) можно приступать к установке свариваемых деталей на аппарат для сварки труб.

Отрез медленно вставляем в муфту до упора при этом образуется грат – лишний материал, при надевании скатывающийся в валик. Очень важно при надевании следить, чтобы грат имел правильную форму, без разрывов и прочих дефектов. Если деталь вставляется без видимого усилия или грант отсутствует, можно считать ее дефектной и следует заменить ее. То же касается фитинга, который также должен надеваться с видимым усилием на дорн, до упора.
Важно! Установку на прогрев и снятие следует проводить надавливая на деталь строго перпендикулярно нагревательному элементу. Давление под углом или снятие деталей с их уводом под определенный угол – запрещено.
Сварка
Когда свариваемые элементы установлены на своих местах им нужно дать определенное время, чтобы материал приобрел вязкотекучесть и при этом сварочный пруток из полипропилена не утратил свои несущие свойства. Ниже представлены примерные параметры, подходящие для сварки труб из полипропилена различного диаметра. Стоит учесть, что значения усредненные, а более точные, производитель указывает в сопроводительной документации.

Для ориентирования в приведенных в таблице терминах, следует придерживаться следующих определений:
- Время нагрева отсчитывается с момента прикосновения детали с упором нагревательного элемента.
- Время соединения – параметр, который показывает как долго следует держать трубы для сварки полипропилена, после их сбора.
- Время остывания – временной промежуток, который следует выдержать для полного застывания и получения монолитной связки.
Сборка деталей
Сняв с нагревательной насадки детали их следует собрать. Для соединения труб пвх фитинг устанавливается под необходимым углом, и единым движением трубы соединяются вместе.

При этом запрещено проворачивать детали. Удерживаем детали, сохраняя их неподвижность, но не прикладывая усилия, как при надевании.
Время, которое пройдет между снятием со сварочного аппарата, до непосредственно сборки должно быть минимальным. В противном случае детали остынут, и не сварятся или соединение будет низкого качества.
Обратите внимание! Для сварки полипропиленовых труб большого диаметра 40 – 50 мм, ручные способы не подходят и необходимо использование специального центровщика.
Охлаждение соединения
Важный момент, когда не следует трогать деталь, в том числе пытаться примерить ее и так далее. После охлаждения сваренный контур из полипропиленовых труб своими руками готов к использованию.
Ошибки при сварке
Сварка пластиковых труб своими руками, особенно у новичков, приведет к появлению ряда ошибок. Мы выбрали самые частые, чтобы вы могли понимать, как сваривать детали правильно, на что следует обратить внимание.
- Грубая подготовка – наиболее простая и частая оплошность. Неправильное формирование кромки, грязь, вода и жир в месте сварки труб из полипропилена и подобное пренебрежение подготовкой приводит к тому, что место соединения теряет свою монолитность.
- Ошибки позиционирования – дефекты, которые возникают при сборе. Это попытки провернуть деталь после сбора, попытки удалить наплывы во время сбора. Все это означает остывание деталей с последующим снижением качества сварного шва.
- Неправильный материал. Здесь мы обращаемся к особенностям сварки пп труб. Полипропилен от различных производителей может иметь разную температуру плавления, а значит одна из деталей может быть недогрета или перегрета. Также такая проблема возникает при попытках сварить две трубы различного диаметра.
- Некачественная сборка – сюда следует отнести чрезмерное давление при сборе, недостаточное давление, увеличение промежутка между снятием изделия с аппарата для сварки и сбором.
Все описанные проблемы встречаются довольно часто и в своем большинстве появляются из-за обычной халатности проявленной сварщиком. Избежать проблем поможет инструкция по сварке полипропиленовых труб, представленная выше, пробная попытка варить стандартные соединения и обработка полипропиленовых труб в труднодоступных местах.
Правильная сварка разных труб

Сварка – это установление межатомных связей между отрезками труб при их нагревании или пластическом деформировании. Иногда пластическое деформирование и нагревание используются одновременно (ГОСТ 2601-84).Виды сварки труб.Правильная сварка разных труб встречается двух видов: сварка труб давлением и сварка плавлением. Металл по кромкам свариваемых деталей плавится от источника нагревания – это плавление.
Металл пластически деформируется по краям свариваемых частей методом их сжатия под давлением – это давление. При ней температура ниже, чем температура плавления.К сварке плавлением можно отнести сварку газом. В данном методе при нагреве используется пламя газов, сжигаемых в горелке.
Сварка газом (при помощи смеси газов) начала применяться с развитием промышленного производства таких газов, как кислород, водород и ацетилен.Эти способы применяются при соединении труб из меди и прочих цветных металлов. Сварка газом в наше время широко используется в строительстве. Выбор метода сваривания зависит от диаметра труб, марки, толщины металла и других факторов.Сварка труб плавлением делится на:электрическую дуговую, в которой источник нагрева – это электрическая дуга;электрическую простую, в которой источником нагрева является расплавленный шлак с протекающим через него током;электронно-лучевую – металлы плавятся потоком электронов;лазером – металл плавится мощным пучком фотонов;газом – металл плавится с помощью газовой горелки.
Этот метод лучше всего подходит для сварки газовых труб. Шов от газовой горелки получается аккуратнее и плотнее, что немаловажно именно для газовых труб.Правила безопасностиТехника безопасности при сварочных работах.Любые виды сварки (газом, электричеством и т. д.) должны производиться на площадках, оснащенных специальным оборудованием.
К нему относятся специальные ширмы и щиты для защиты от воздействия электрической дуги. Эти защитные устройства должны располагаться в таком положении, чтобы присутствующие в помещении, но не участвующие в сварке рабочие были полностью защищены.Если производится сварка труб большого диаметраи массой больше 20 кг, должны быть в наличии подъемно-транспортные механизмы. Ширина прохода к месту сварки должна составлять не меньше одного метра.Температура в помещении, где производится сварка, должна быть не ниже +16 градусов по Цельсию.
Должна быть вентиляция и достаточное освещение места сварочных работ.Лица, выполняющие сварочные работы, должны пользоваться специальной одеждой. Технология сварки предусматривает заземление металлических частей устройства, рабочий стол и корпус трансформатора тоже должны иметь заземление. Изоляция на всех кабелях и проводах должна быть целой и защищенной от механических и температурных повреждений.Все детали устройства должны быть изготовлены из огнестойкого материала.
В случае неполадок в электрической цепи производить исправления может только профессиональный электрик при выключенном рубильнике.Теперь приведем пример расчетов объема и массы наплавленного металла.Если исходить из общей длины электрода 47 см и площади поперечного сечения шва 0,5 см и принять удельный объем наплавленного металла за 7,8 гсм, то объем равен произведению длины на сечение и на удельный объем.Если длину обозначить L, сечение – S, а удельный объем – как Vуд, то общий объем наплавленного металла равен произведению L, S и Vуд, что равно 1880 г.Масса наплавленного металла равна произведению объема на коэффициент наплавленного металла и составляет 1,88 кгм3, если используются электроды типа ВСП-1 с коэффициентом 10.Подготовка к работеТехнология подготовки к началу сваривания следующая: перед началом работы требуется подготовить металл, то есть провести разметку, резку и сборку труб. Для этого нужно установить отрезки труб в исходном положении и очистить каждый стык от шлака, ржавчины, грязи, старой краски и прочих наслоений. После этого следует провести разметку, то есть с помощью рулетки, угольника и чертилки перенести размеры детали с чертежа на металл.
Можно для этой цели использовать металлический шаблон. Следует учитывать, что отрезки труб в процессе сварки несколько укорачиваются. Поэтому следует оставлять припуск, пользуясь расчетом 1 мм на поперечный стык, 0,1–0,2 на 1 мм продольного шва.Так как трубы имеют преимущественно круглое сечение, при заготовках отрезков труб используют чаще всего термическую резку.Этапы сварки полипропиленовой трубы.Примерно треть от общей трудоемкости составляет сборка деталей под сварку.
При сборке следует учитывать производителя, исходить из серии изделия, диаметра труб и других факторов.Для сборки используют так называемые сварочные прихватки. Это короткие легкие швы с поперечным сечением до одной трети полноценного шва. Длина прихватки зависит от толщины и диаметра трубы.
Она может быть от 20 до 120 мм. Сварочные прихватки используют для предупреждения смещения отрезков труб, что может привести к трещинам при охлаждении. При сварке газом или электричеством труб большой толщины и диаметра или сварке в неудобном положении сборку выполняют с использованием механических приспособлений.Для того чтобы произвести зажигание дуги, производят короткое замыкание конца электрода с трубой и отрывом электрода от поверхности трубы.
Расстояние должно быть равно величине диаметра покрытого электрода. Это нужно для нагревания металла до нужной температуры в катодном пятне. Нагревание произведет выброс первичных электронов.Для зажигания дуги применяются следующие способы: впритык и скольжением.При зажигании впритык металл греется в точке короткого замыкания.
А при зажигании дуги методом скольжения металл нагревается сразу в нескольких точках по поверхности сварки трубы.Чаще используют второй метод. Первый же используется при сварке узких труб небольшого диаметра в неудобном положении.Технология сваркиСразу же после зажигания дуги начинается плавление металлов – основного и электродного.От длины дуги зависит качество шва и производительность работы. Поэтому выбрать правильную длину дуги особенно важно.
Подавать электроды в дугу надо со скоростью плавления электрода. Чем выше квалификация специалиста, тем лучше он умеет держать длину дуги.Дуга, которая равна от 0,5 до 1,1 диаметра электрода, считается нормой. Для того чтобы рассчитать длину дуги точнее, нужно знать, какого типа и марки используются электроды.
Также имеет значение и положение места сваривания. Если дуга длиннее нормы, то устойчивость горения снижается, увеличиваются потери на угар, поверхность шва получается неровной, глубина проплавления – неравномерной.Для того чтобы шов был выполнен качественно, нужно обратить внимание и на угол наклона электрода. Для работы в нижнем положении угол наклона электрода составляет от 15 до 30 градусов назад.
Как правило, дуга направлена туда же, куда направляются электроды. Правильный наклон, кроме качественного шва, дает еще и меньшую скорость охлаждения металла.Чтобы получить валик металла нужной ширины, нужно производить колебательные движения электрода в поперечном направлении. При помощи колебательных движений получаются швы с шириной валика от 1,5 до 4 диаметров электрода.
Именно такие швы применяются чаще всего.Получение хорошо проваренного корня достигается при движении треугольником. Это движение производят, выполняя угловые швы с катетами шва более 6 мм и стыковых кромок со скосом.Можно выделить такие швы по способу их заполнения: однослойные, многослойные, однопроходные, многопроходные.Шов называется многослойным, если число его слоев соответствует числу проходов дугой. Такие швы чаще всего используют в проблемных местах и на стыках.Многопроходные швы применяются в углах и тавровых соединениях.Для усиления прочности применяется выполнение шва каскадом, секциями или блоками.
Все эти швы производятся методом обратноступенчатой сварки.Специфика сварки поворотных стыковСхема наложения швов при поворотной сварке.При строительстве различных трубопроводов важно знать о том, что технология сварки поворотных стыков, неповоротных, а также горизонтальных, различна.Сварка поворотных стыков производится в три слоя. Сначала следует разделить стык на четыре условных отрезка. Первые два сваривают, потом делают поворот трубы на 180 градусов, после этого сваривают оставшиеся отрезки.
Потом трубу следует повернуть еще на девяносто градусов и варить второй слой. И завершают сваривать стык, еще раз повернув трубу на 180 градусов и сваривая повторно оставшиеся два отрезка.При сварке поворотных стыков металлических труб, диаметр которых больше 500 мм, используется обратноступенчатая технология. Пользуясь этим способом, мы разделяем стык на короткие участки длиной от 150 до 300 мм в зависимости от диаметра трубы.
Слой 3 также накладывается при вращениях трубы.При сварке поворотных стыков металлических газовых труб, диаметр которых не превышает 200 мм, стык на условные отрезки не делится, а сваривается применением сплошного шва при вращениях труб во время сварки. Слои 2 и 3 при сварке газовых труб производятся в противоположном направлении. Каждый слой должен перекрывать предыдущий слой на 10-15 мм.Специфика сварки неповоротных стыковДля неповоротных стыков также используется технология трехслойной сварки.
При сварке неповоротных стыков труб с толщиной 12 мм каждый слой в высоту делается не выше 4 мм, валик в ширину должен быть равен величине трех диаметров электрода.Каждый неповоротный стык сваривается поступательно-возвратным способом. Дуга должна быть короткой – не больше 2 мм. Смежные слои при сваривании неповоротных стыков должны перекрывать друг друга примерно на 20-25 мм.Специфика сварки горизонтальных стыковПри сваривании горизонтальных стыков используются электроды диаметром 4 мм.
Для создания шва электроды движутся возвратно-поступательно, образуя ниточный валик не выше 1,5 мм. Второй валик перекрывает первый. Ток вначале составляет до 160 А.
Во время сваривания третьего и четвертого валика используются электроды диаметром 5 мм. Ток увеличивается до 300 А.Правильное сваривание корня шваПри правильном сваривании корня электричеством и газом нужно после варки зачистить конец и начало под нож, чтобы скрыть следы перехода на другой электрод. Сварка корня вторым электродом начинается с уже проваренных и зачищенных мест, покрывая их вторым слоем.
Сварка корня, выполненная именно таким образом, позволяет создать практически монолитный шов.В процессе сварки иногда происходят наружные и внутренние дефекты разного характера. К наружным дефектам относятся пары, брызги, вогнутый корень, микротрещины и другие дефекты.Некоторые дефекты исправимы. Но следует рассчитать экономическую целесообразность такого исправления.Поделитесь полезной статьей:Похожие статьи:

