

Вальцы для профтруб виды и применение
Вальцы для профильной трубы

Единственным инструментом, способным изменить форму профильной трубы, являются вальцы. А поскольку гнутые металлические изделия часто применяются в строительстве, этот инструмент просто незаменим. Вальцы для профильной трубы бывают разных типов, в том числе их можно изготовить самостоятельно.
Типы вальцов

Конструктивно этот инструмент для формирования профильных труб дугоподобной формы можно подразделяется на типы, согласно источнику прилагаемой силы.
Вальцы электрические самые производительные, они характеризуется наибольшим количеством выпускаемой гнутой продукции в единицу времени по сравнению с другими типами. Производительность возрастает благодаря наличию работающего электромотора, с помощью которого формирование новой формы трубы происходит достаточно быстро.
Основные конструктивные элементы электрического трубогиба:
- основание, которое является металлической станиной;
- от 3 до 5 вальцов, которые вращаются посредством воздействия электромотора;
- силовая установка в виде электродвигателя;
- деформирующие струбцины.
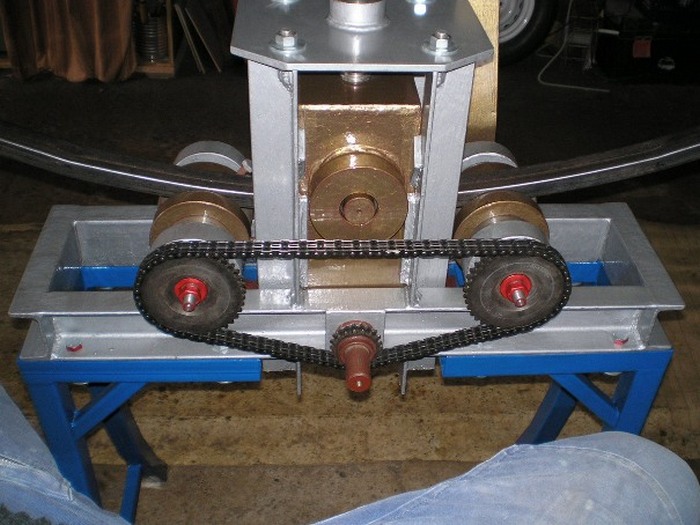
Ручные вальцы для гибки профильной трубы считаются практичным переносным инструментом. Благодаря сравнительно небольшим размерам и отсутствию электрического привода, они устанавливаются в любом подходящем месте, даже там, где рабочее пространство ограничено. Конструкция ручных вальцов для изгиба профильной трубы похожа на конструкцию электрических, с той лишь разницей, что у них отсутствует электропривод, а подающие вальцы связаны между собой передачей на цепи, которая с помощью струбцин деформирует трубу.
Ручным трубогибам свойственны конструктивные недостатки. Несмотря на то, что такие вальцы очень удобны для выполнения небольшого объема работ, при их работе нужно применять немалую физическую силу. Согнуть металлическую трубу передающей силой на струбцины и цепную передачу одному человеку не так-то просто. Если работник не является достаточно физически развитым человеком или накопилась усталость от частого повторения операций, такой инструмент в производстве будет малопродуктивен. Поэтому такой ручной инструмент полезен лишь при изготовлении небольших партий гнутых изделий.
Вальцы гидроприводные считаются самой мощной техникой по сравнению с вышеописанными аналогами гибочных инструментов. Гидравлический пресс в комплексе со струбциной передает на профильную трубу такое мощное усилие, что та изгибается как тростинка. Такой агрегат по праву можно назвать «супертяжеловесом». Изгибающее усилие в конкретном случае наращивается гидравлическим комплексом, который легко обслуживается и управляется. Если вдобавок к имеющемуся оборудованию добавить электромотор, воздействующий на подающие вальцы, значительно вырастет КПД агрегата – соединятся возможности производительности и мощности.
Обратите внимание! Такой аппарат можно усовершенствовать еще больше. Если барабан подачи заменить профилированным валом, то за один заход можно будет гнуть сразу несколько профилированных труб. Благодаря свойствам гидропресса и электропривода такому станку по силам обработать любое количество изделий.
К сожалению, гидроприводные вальцы очень много весят. Этот недостаток проявляется в том, что если его где-нибудь установить, то это место останется для агрегата рабочим на долгое время – сместить его с места будет весьма затруднительно. Для того чтобы разобраться в устройстве инструмента и в принципе деформирования профильной трубы, можно посмотреть приведенные ниже чертежи вальцов с нанесенными размерами.
Принцип работы вальцов
Чтобы согнуть профильную трубу на вальцах, не нужны особые знания и навыки. Работнику необходимо проделать всего несколько операций:
- Труба ложится на два подающих вальца.
- С определенной силой труба прижимается к одному изгибающему вальцу на выбор.
- Включается передаточный механизм.
В результате прохода профилированной трубы сквозь рабочую зону она изгибается под запланированным углом. В случае недостаточной степени деформации, прорабатываемую деталь еще раз пропускают по рабочим элементам инструмента при этом необходимо контролировать силу прижима.
Изготовление самодельных вальцов
На сегодняшний день вальцы для профильной трубы, изготовленные своими руками, часто встречаются в быту. Для станины применяется широкий швеллер. Гнущий механизм можно смастерить из П-образной конструкции с использованием гидравлического домкрата или с помощью сварки с гаечной верхней пластиной.
- Если использовать домкрат, он должен располагаться под станиной, а сила устремляться сверху на подающие вальцы.
- В другом случае трубу гнут резьбовой струбциной. Шпилька вкручивается в гайку, а на торец приваривается нужной формы пятка.
При подаче трубы можно использовать обычную велосипедную цепь. На ведущий и ведомый валы привариваются звездочки и натягивается цепь. К ведущему валу крепится ручка.
Обратите внимание! По твердости подающие вальцы должны превосходить профильную трубу, поэтому они проходят закалку.
Видео
Предлагаем вам посмотреть на самодельный трубогиб:
Виды вальцев для профильной трубы
 Вальцы для профильной трубы — инструмент, который является единственной возможностью изменить естественную, прямолинейную форму изделия. А поскольку во всех металлоконструкциях требуется именно изогнутая труба, то вальцы являются самым главным инструментом для обработки профилированного проката. Поэтому с этим инструментом должны познакомится все сборщики металлоконструкций.
Вальцы для профильной трубы — инструмент, который является единственной возможностью изменить естественную, прямолинейную форму изделия. А поскольку во всех металлоконструкциях требуется именно изогнутая труба, то вальцы являются самым главным инструментом для обработки профилированного проката. Поэтому с этим инструментом должны познакомится все сборщики металлоконструкций.
Под термином «вальцы» чаше всего подразумевают обычный станок для загиба труб. Однако так называется и основная часть гибочного агрегата – профилированный вал, участвующий в перемещении трубы сквозь область давления. Причем загиб трубы выполняется тоже при помощи вальца, закрепленного на «источнике» давления. В материалах этой статьи мы остановимся на первом толковании этого термина, рассматривая вальцы, как агрегат для загиба профильных труб.
Виды вальцев для профильных труб
По конструкционному исполнению этот инструмент можно классифицировать по источнику тяглового усилия, деформирующего профильную трубу.
Вальцы с электрическим приводом — этот вариант трубогиба отличается от прочих самой большой  производительностью. Ведь протяжку трубы сквозь область деформирования у такого агрегата выполняет электромотор. Следовательно, обработка трубы происходит очень быстро.
производительностью. Ведь протяжку трубы сквозь область деформирования у такого агрегата выполняет электромотор. Следовательно, обработка трубы происходит очень быстро.
Конструкция электрического трубогиба состоит из следующих элементов:
- станины (основания),
- подающих вальцов, принимающих крутящий момент от электрического двигателя,
- электромотора,
- источника деформирующего усилия (струбцины).
Вальцы ручные — этот вариант хорош своей мобильностью. Ручные вальцы можно установить где угодно, ведь они не занимают много места и не требуют подключения к электросети, как более производительный вариант с электрическим приводом. Как правило, вальцы ручные для профильной трубы состоят из следующих конструктивных элементов: станины, подающих вальцов, соединенных цепной передачей и струбцины, передающей деформируемой трубе загибающее усилие.
Все недостатки ручных вальцов связаны с их конструкцией. И главный минус такого агрегата – зависимость от мускульной силы оператора. Ведь и струбцину, и цепную передачу, подающую трубу в зону деформации, должен приводить в движение всего один человек. И если оператор устал или попросту не может развить достаточного усилия, то толку от таких вальцов не будет. Поэтому ручные аппараты пригодны для обработки только небольших партий заготовок.

Вальцы с гидроприводом — этот вариант вальцов является самым мощным устройством на рынке загибочного оборудования. Ведь стоит только снабдить резьбовую струбцину гидравлическим прессом, как стандартные вальцы — трехвалковые для профильной трубы – превращаются в настоящего монстра.
Деформирующее усилие, в данном случае, будет развивать мощный гидравлический узел, легкий в управлении и обслуживании. Ну а если к гидравлическому прессу добавить еще и электрический привод на подающие вальцы, то к мощности подобного агрегата добавится еще и производительность трубогиба с электрическим приводом.
Ну, а если в качестве подающего барабана использовать профилированный вал, то «в один присест» можно согнуть уже не одну, а две, три или более труб. Мощности электропривода и гидравлического пресса хватит на любое количество заготовок.
Единственный недостаток таких вальцов – это солидный вес аппарата.

Вальцы с гидроприводом
Принцип использования
Технология обработки труб на вальцах не отличается особой сложностью.
По сути, оператору нужно выполнить всего три действия, а именно:
- Поместить трубу на двух подающих вальцах, положив конец на второй (по ходу движения) вал.
- Прижать трубу (с нужным усилием) деформирующим вальцом (верхним или нижним).
- Запустить механизм подачи.
После того, как труба «проедет» сквозь зону деформации, она изогнется под нужным углом. И если такого изгиба будет недостаточно, то трубу пропускают сквозь вальцы еще раз, увеличив прижимное усилие.
Как сделать вальцы в домашних условиях?
Самодельные вальцы для профильной трубы – это достаточно распространенная разновидность  трубогиба. Ведь собрать этот аппарат можно даже из подручных материалов, доступных любому домашнему мастеру. Станина самодельной конструкции создается либо из широкого швеллера, либо из трубчатого каркаса.
трубогиба. Ведь собрать этот аппарат можно даже из подручных материалов, доступных любому домашнему мастеру. Станина самодельной конструкции создается либо из широкого швеллера, либо из трубчатого каркаса.
Деформирующий механизм можно собрать либо из П-образного каркаса, с вваренной в верхнюю перекладину гайкой, либо на основе гидравлического домкрата:
- В первом случае для деформации используют резьбовую струбцину – вворачивают шпильку в гайку и наваривают на ее конец круглую пятку.
- Во втором случае домкрат располагается снизу, под станиной, а деформирующее усилие передается путем давления на расположенные сверху подающие вальцы.
Механизм подачи профилированной трубы можно выстроить, используя обычную цепную передачу от велосипеда. На ведущий вал трубогиба крепят одну звездочку, на ведомый — другую. После чего можно натянуть цепь и приварить к ведущему валу ручку.
Подающие вальцы вытачивают из обычной стали, а затем подвергают закалке. Они должны быть прочнее конструкционного материала профилированной трубы. На станине эти вальцы закрепляют в подшипниках качения, расположенных в наваренных на основание стаканах.
Такой аппарат, разумеется, не осилит объемы массового производства, но мелкие партии профильных труб небольшого сечения он обработает без каких-либо нареканий.
Вальцы для профильной трубы: делаем ручной профилегиб своими руками
Сделать вальцы для профильной трубы своими руками, используя чертежи и знание принципа работы этого полезного приспособления, вполне реально. Используя такое устройство, обладающее высокой универсальностью, вы сможете самостоятельно изготавливать из профтруб гнутые конструкции любой степени сложности.

Прокатка профильных труб для навеса на самодельном станке
Основными рабочими органами вальцов, оказывающими механическое воздействие на обрабатываемую профильную трубу, являются вращающиеся валки, количество которых может варьироваться от 3 до 5 штук. В просвете между валками как раз и происходит пластическая деформация профтрубы.
Виды устройств с вращающимися валками
Прокатка профильной трубы, в результате которой осуществляется изменение ее первоначальной конфигурации, может выполняться на оборудовании различной конструкции. Различаться такие устройства для вальцовки профильной трубы могут по типу используемого привода и по основным техническим характеристикам. Так, вальцы прокатные могут иметь:
- ручной привод (применение таких приспособлений для прокатки профильных труб требует значительных физических усилий);
- электрический привод;
- приводной механизм гидравлического типа.

Ручные прокатные вальцы как раз и служат прототипом для самостоятельного изготовления станка
Наиболее простыми (и, соответственно, недорогими) приспособлениями, при помощи которых выполняют вальцовку профильной трубы, являются ручные профилегибы. Наряду со своей надежностью и простотой использования они отличаются еще целым рядом весомых преимуществ. Конструкцию профилегиба ручного составляют следующие элементы:
- массивная станина, служащая надежным основанием для всей конструкции;
- вальцы, которые выполняют подающую и приемную функции (данные конструктивные элементы, при помощи которых и выполняется вальцевание, соединяются между собой посредством цепной передачи);
- комплект зажимных механизмов (струбцин), предназначенных для фиксации труб различного размера.
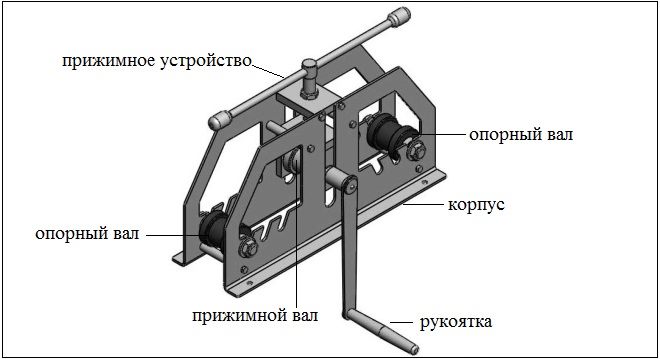
Основные части вальцов
Такой прокатный станок, отличающийся простейшей конструкцией, также оснащается специальной трубой, которая выступает в роли направляющей для изгибаемой заготовки. Следует иметь в виду, что использование такого станка требует от исполнителя приложения значительных физических усилий. Кроме того, данное приспособление не позволяет выполнять вальцевание с высокой производительностью и чаще всего применяется для несложных работ в домашних условиях. Именно поэтому конструктивная схема данного станка используется для того, чтобы сделать профилегиб своими руками. Такой простой по конструкции профилегиб позволяет выполнять вальцевание профильных труб качественно и с высокой эффективностью.
Электрический станок для вальцевания профильных труб, даже сделанный самостоятельно, обеспечивает более высокую производительность технологической операции. Объясняется это тем, что за выполнение основной операции – протягивание проф трубы через вальцы – отвечает электрический привод, мощность которого может быть достаточно большой. Именно поэтому электрические вальцы для профильной трубы, сделать которые можно и своими руками, используя чертежи, применяются как небольшими организациями или домашними мастерами, так и производственными предприятиями.

Электроприводом станок может оборудоваться и позднее, главное учесть это изначально и разрабатывать достаточно мощную конструкцию
Однако, конечно, самой высокой мощностью отличается гидравлический профилегибочный станок, своими руками изготовить который достаточно сложно. Приспособления данного типа, предназначенные для вальцевания профильных труб, используются преимущественно на промышленных предприятиях, где осуществлять такую технологическую операцию необходимо с высокой производительностью.
Самодельные приспособления для вальцевания труб
Без такого устройства, как приспособление для вальцевания профтруб, практически не обойтись в тех ситуациях, когда вы решили самостоятельно заняться ремонтом, при выполнении которого придется иметь дело с гнутыми трубами. Для этого можно приобрести серийное устройство подобного назначения или использовать профилегиб самодельный, конструкция которого не отличается высокой сложностью. Вопросом о том, как сделать профилегиб, есть смысл задаться еще и по той причине, что серийные модели стоят достаточно дорого, поэтому их приобретение (особенно если они требуются только для выполнения домашнего ремонта) не всегда целесообразно.
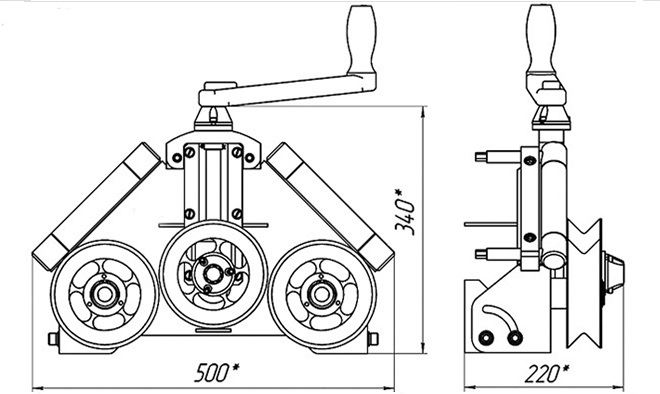
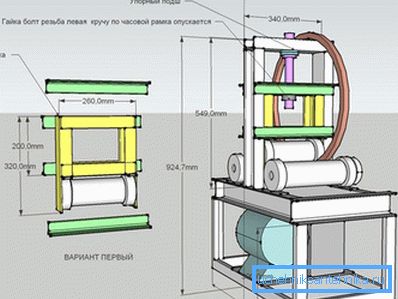
Ориентировочные размеры самодельных вальцов
Для того чтобы качественно изготовить самодельные вальцы, можно изучить теоретические сведения, просмотреть видео на данную тему, но главное – придерживаться рекомендаций тех, кто уже добился при решении этого вопроса хороших результатов. Конечно, чтобы сделать свой вальцеватель, необходимо обладать не только соответствующими знаниями, но и определенными навыками изготовления и использования различных технических устройств.
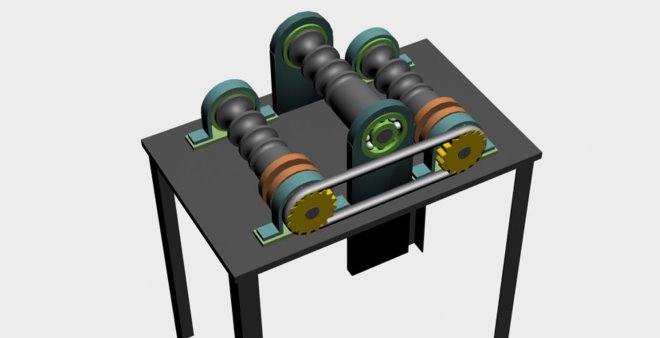
Кинематическая схема станка
Самодельные вальцы могут быть сделаны даже из подручных материалов, которые практически всегда есть в любом гараже или домашней мастерской. При этом эффективность таких вальцов, если они изготовлены с учетом всех рекомендаций, будет ненамного ниже, чем у моделей, выпускаемых серийно.
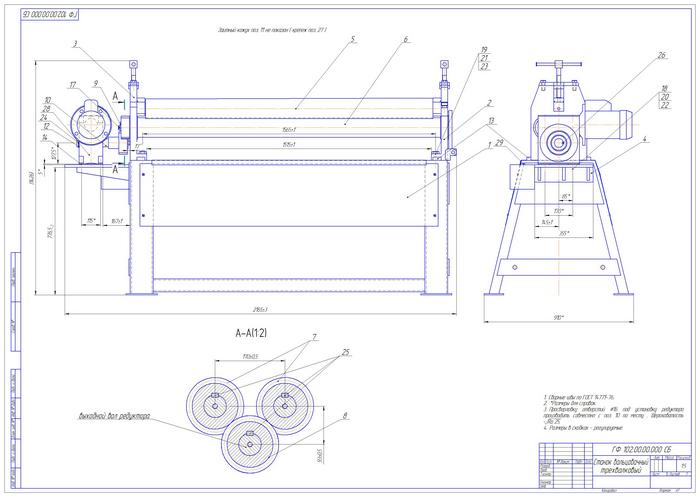
Чертежи валов станка:
Как самостоятельно изготовить профилегиб
Чтобы сделать профилегибочный станок своими руками, надо придерживаться следующей последовательности действий.
- В первую очередь изготавливается основание или станина, для чего можно использовать трубы большого диаметра или стальные швеллеры.
- Серьезное внимание следует уделить изготовлению вертикальной опоры станка, материалом для которой может послужить профиль П-образного сечения. Именно в верхней части такой опоры, которая должна отличаться высокой надежностью, устанавливается деформирующий трубу узел – вальцовый механизм. Для монтажа вертикальной опоры, нижняя часть которой надежно фиксируется под станиной, вам потребуется струбцина соответствующего размера. При таком способе крепления вертикальной опоры деформационное усилие, оказываемое на изгибаемую профильную трубу, будет равномерно распределяться по двум подающим вальцам.
- Чтобы привести во вращение подающие вальцы, используют цепную передачу, которую можно собрать, используя для этого цепь и звездочки от старого велосипеда. Звездочки, которые по своим геометрическим параметрам должны строго соответствовать характеристикам используемой цепи, фиксируются на подающем и ведомом валах. При монтаже цепного механизма подачи для вашего самодельного станка следует обеспечить хорошее натяжение цепи и только после этого приступать к фиксации рукоятки подающего механизма. Естественно, что приводной механизм вашего станка для вальцевания профтруб должен обеспечивать легкое вращение подающего и ведомого валов.
- Сами самодельные вальцы, которые будут оказывать давление на изгибаемую профильную трубу и тем самым воспринимать основную нагрузку при работе станка, лучше всего изготовить из стали, прошедшей процедуру закалки.
Весь процесс изготовления ручного профилегиба подробно отображен на фотографиях ниже.
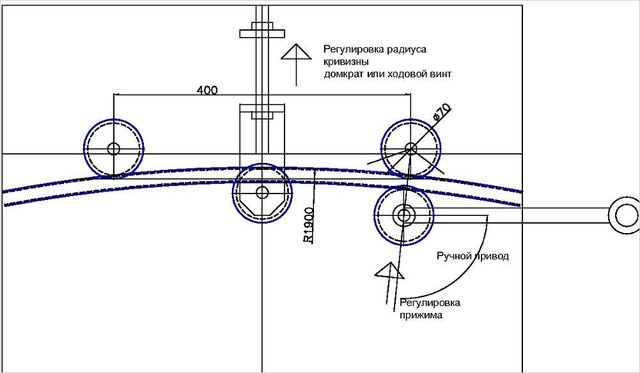
Для того чтобы прокатный станок для профильных труб, сделанный своими руками, обладал высокой универсальностью и мог использоваться для обработки изделий различного размера, в его конструкции необходимо предусмотреть возможность выполнения радиальной регулировки. Такая важная опция позволяет изменять величину зазора между рабочими валками. Чтобы сделать свои самодельные вальцы еще более функциональными, можно предусмотреть в их конструкции возможность выполнения и угловой или, как ее еще называют, осевой регулировки.
Самодельные устройства для гибки профильного трубного проката, изготовленные по универсальным схемам, можно в дальнейшем подвергать модернизации, если в этом возникает необходимость. Например, их можно оснастить электрическим приводом или установить на них большее количество рабочих валков.
Конструкция станка может быть проще, если использовать гидравлический домкрат, как показано на видео ниже.
Вальцы для профтруб: виды и применение
Виды профильных труб
Все привыкли видеть обычные круглые трубы абсолютно везде: в качестве водостоков, водопроводов, оболочек для кабелей и т. д. Профильные трубы отличаются необычным сечением.

Размеры одних из наиболее распространенных видов профильных труб.
Если есть желание, профиль трубы легко можно сделать по-своему, однако наиболее часто применяются:
- прямоугольные;
- квадратные;
- овальные.
Последние можно встретить в основном в определенных радиаторных системах (они дают возможность отвести большее количество тепла через поверхность при конкретном объеме) и в декоративных конструкциях типа перил и ограждений.
Прямоугольные и квадратные постоянно используются как несущие элементы. Причина проста: профильная труба намного прочнее по отношению к поперечным нагрузкам. При равной удельной массе на м круглая труба согнется, а прямоугольная или же квадратная смогут держать нагрузку без каких-либо деформаций.
Главные методы создания несущих конструкций:
- Сварка. Сварные соединения долговечны и прочны. Данный метод лучше там, где соединение нагружено на разрыв или излом.
- Соединение на болтах. Оно выполняется без сварочного аппарата тем инструментом, который имеется в каждом доме. Оно отлично подойдет для стеллажей, теплиц и различных навесов.
Причины выбора несущих конструкций

Схема профильного трубогиба.
С несущими конструкциями ситуация ясна как день: там трубы представляют из себя вертикальные, горизонтальные или наклонные фрагменты, на которые опираются крыши, балконы, перекрытия или лоджии.
- Эстетика. Психика и зрение человека воспринимают округлые черты как успокаивающее, совершенное в очертаниях.
- Осадки и ветры. Скругленные поверхности легко обтекаются ветром, и поэтому во время урагана у теплицы с арочной крышей намного меньше шансов перекочевать следом за ветром в теплые края.
- На круглой крыше не скапливается снег.
Если вы выбрали в качестве материала профильную трубу, скорее всего, для создания криволинейной поверхности надо будет ее изгибать.
Можно попробовать сделать это при помощи разогрева участков трубы газовой горелкой.
Способ совсем несложный, это реально срабатывает, но:
- Требует огромного рычага, упора для фиксации трубы и немалых физических усилий.
- Нельзя вручную изогнуть трубу симметрично. В результате дуга не будет идеально округлой, а будет похожа на участок хребта в зоне тектонической активности.
Применение любых вальцов сделает изгиб идеально ровным.

Нельзя вручную изогнуть трубу симметрично. В результате дуга не будет идеально округлой, а будет похожа на участок хребта в зоне тектонической активности.
Виды вальцов для профильных труб
Необходимо четко разделить виды вальцов для профильных труб. Изготовление прямоугольной профильной трубы, а также выполнение ее изгиба в дугу необходимого радиуса требуют разных инструментов.
Вальцевание применяется при изготовлении профильной трубы и является главной технологической операцией в ее создании.

Самый примитивный вариант вальцов – это трехвалковые, с двумя горизонтальными стальными валиками.
Весь цикл выглядит так:
- плоская заготовка сворачивается в цилиндр, затем сваривается по шву;
- труба (остывшая или горячая) прокатывается через вальцы, где большое давление создает необходимый профиль;
- идет проверка качества шва;
- труба прокаливается, дабы убрать остатки напряжения, вызванные процессом деформации.
Большие усилия, применяющиеся при изготовлении профиля, и немалые объемы требуют определенного оборудования. Вальцы могут весить десятки тонн.
А в условиях кустарной мастерской в подвале, дома или гараже требования совсем другие.
Вальцы должны быть:
- Нетяжелыми. Переносить их, особенно в мастерской, придется нередко.
- Компактными. При малом объеме помещения место, занимаемое оборудованием, немаловажно.
- Экономичными. 20-киловаттный электромотор может сделать прокат заготовки быстрым, но дорогостоящим в плане счетов за электричество. Проводка многих домов не рассчитана на такую мощность.
Две главные категории здесь — это вальцы с электрическим приводом (используются электромоторы с мощностью от 500 до 1500 ватт) и самодельные трехвалковые ручные.
Самый примитивный вариант вальцов – это трехвалковые, которые представляет из себя 2 стальных валика, которые находятся на горизонтали, к одному из них прикреплена ручка, приводящая его во вращение, и еще один валик, который опускается сверху обычным винтовым механизмом. Верхний валик, продавливая трубу, изгибает ее, а вращение рукоятки заставляет протягиваться трубу через трехвалковые вальцы, делая изгиб симметричным по всей длине. На них также формируются поперечные желоба определенного размера. Именно так выглядят трехвалковые вальцы.
У электровальцов функции деформации и протяжки трубы возложены на механизм из редуктора и электромотора. Из-за немалого коэффициента передачи на редукторе вальцам хватает маломощного мотора.
Виды вальцов для профильной трубы – особенности, предназначение, использование
Вальцы для профильной трубы – это инструмент, который известен далеко не всем. Что же он представляет собой и для чего нужен?

Немного о профильной трубе
Традиционные круглые трубные изделия более привычны для обывателя. Они используется для систем водоснабжения, водоотведения, в качестве кабельной оболочки и много другого. Профильная труба имеет не совсем обычную форму.

Профиль трубного изделия может иметь разную форму, однако наибольшей популярностью пользуются следующие виды:
- Овал. Изделия такого профиля встречается в радиаторных системах и в качестве элементов декоративных конструкций.
- Квадрат или прямоугольник. Такой профиль находит применение при строительстве несущих конструкций. Объясняется это большой прочностью изделий при поперечной нагрузке. Вес, при котором обычная труба сгибается, профильная труба прямоугольной или квадратной формы выдерживает без изменения формы.
Способы монтажа несущих конструкций
При монтаже несущих конструкций состыковка элементов выполняется двумя способами:
- С помощью сварки. Соединение элементов сваркой отличаются прочностью и долговечностью. Особенно это важно в тех местах, где на соединение оказывается большое давление.
- С помощью болтов. Такое соединение более выгодно, так как не у всех найдется сварочный аппарат. Болтами могут соединяться элементы теплиц, навесов и стеллажей.
Несущие части, на которые планируется большая нагрузка, лучше выполнять с использованием двутавров или швеллеров. Эти элементы не так красивы, но имеют высокую прочность по сравнению с профильной трубой.
Создание криволинейных поверхностей
В несущих конструкциях профильная труба играет роль горизонтальной, вертикальной или наклонной опоры для балконов, перекрытий или крыши. А вот для навесов, козырьков или теплиц необходимо создать криволинейную поверхность.
Объясняется это несколькими причинами:
- Эстетическое восприятие. На зрение и психику человека округлые формы оказывают успокаивающее воздействие.
- Ветер и осадки. Обтекаемая форма не служит препятствием ветру, поэтому при сильных порывах округленной поверхности практически ничего не угрожает. Помимо этого на круглые формы не задерживают осадки в виде дождя и снега.

Для создания криволинейной поверхности необходимо согнуть материал. Выполнить это действие можно при нагревании отдельных участков газовой горелкой.
Это самый простой способ изгиба, но у него есть некоторые недостатки:
- Во-первых, для его выполнения требуется большой рычаг, крепкий упор трубного изделия и огромные физические усилия.
- Во-вторых, таким способом невозможно добиться равномерного изгиба.
Создать ровный сектор окружности можно с помощью вальцов.
Виды вальцов
Для производства профильной трубы и ее изгиба в домашних и заводских условиях требуются совершенно разные инструменты.
Заводское производство
Вальцевание – это главная технологическая операция в процессе изготовления профилированных трубных изделий.
Весь цикл выглядит следующим образом:
- Плоские заготовки сворачиваются в цилиндр, место соединения сваривают.
- Полученное изделие прокатывают через вальцы, где под большим давлением происходит формирование нужного профиля.
- Выполняется проверка качества швов.
- Изделия прокаливают для снятия остаточных напряжений от деформации.

Для изготовления больших объемов заводы используют соответствующее оборудование. Например, на полноценном прокатном стане крупного предприятия вальцы для трубогиба имеют вес в несколько десятков тонн, а прилагаемое на них усилие может достигать нескольких сотен тонн. При этом здесь используется не ручной привод, а оборудование с электроприводом.
Домашнее производство
Выполненные своими руками вальцы для трубогиба должны отвечать совсем другим требованиям:
- Легкость. Оборудование должно перемещаться без особых усилий.
- Компактность. В небольшом помещении крупные габариты станка только усложнят рабочий процесс.
- Экономичность. Для быстрого проката заготовок можно использовать мощные электромоторы. Однако такое потребление электричества требует больших затрат на его оплату. Помимо этого для работы на таком оборудовании необходимо иметь соответствующую проводку, которая может выдержать высокую мощность.
В домашних условиях используют два вида вальцов: электроприводные (с моторами мощностью до 1.5 кВт) и ручные.
Ручные вальцы для профильной трубы – это самый простой вариант. Такое приспособление состоит из трех стальных валиков, два из которых расположены на одной горизонтали, а третий валик опускается между ними по принципу струбцины с помощью винтового механизма. К одному из валиков, лежащих на одной линии, прикреплена ручка, которая приводит его в движение. Принцип работы такого механизма также прост, как и его устройство: на два валика укладывается профильная труба, сверху она прижимается третьим валиком, который под давлением изгибает трубу. Вращением рукоятки на одном из валиков труба прокатывается через вальцы. В результате по всей длине получается ровный изгиб.

Если на самодельных вальцах для профильной трубы сделать поперечные желоба, то можно будет гнуть круглую не профилированную трубу.
Сделанные своими руками вальцы для профильной трубы можно использовать для изготовления элементов теплиц и навесов в небольшом объеме. Для производства большого количества конструкций такое приспособление не подходит.
Гнуть трубу профильную на вальцах с электроприводом намного легче. Протяжкой и деформацией трубы занимается несложный механизм, состоящий из электромотора небольшой мощности и редуктора. Большой коэффициент передачи на редукторе обеспечивает работу механизма с мотором малой мощности.
Используя различные чертежи вальцов для профильной трубы, можно не искать подходящее оборудование, а сделать его своими руками.
Изготовление вальцов для гибки труб самостоятельно
Одним из наиболее применяемых станков металлургического производства является вальцовочный станок (вальцы). Используя вальцовочный станок, можно аккуратно согнуть металлический лист или трубу, придать овальную форму прочим металлическим изделиям. Кроме того, такие станки получили широкое распространение в ювелирной индустрии, а также пищевой и химической промышленности. Дробильные вальцовочные механизмы используют для получения муки, а в химической индустрии применяют рафинирующие и листогибочные механизмы. Вальцы для профильной трубы своими руками можно изготовить в домашних условиях по заранее составленным чертежам. Притом, что такой станок практически не будет уступать по своим техническим характеристикам изделиям, изготовленным на заводе.
Принцип действия
Рабочими деталями вальцовочного станка являются цилиндры. Придание необходимой формы металлу осуществляется за счет вращающихся цилиндров и пропуска металла между ними. Как правило, вальцовочные станки имеют от 2 до 5 валов, но наибольшей популярностью и практичностью обладают модели, имеющие 3 или 4 вала.
За придание необходимой формы металлу несет ответственность 3 вал, а расстояние между задним и верхними валами обеспечивают радиус закругления заготовки. Изделие вытягивается и уменьшается в поперечном сечении за счет прохождения между валами. Это обеспечивается достаточно высокой температурой нагрева, а также давлением, которое создается при помощи валов. Для получения из заготовки в форме цилиндра задний и передний валы настраивают параллельно, в том случае если требуется изделие в виде конуса, то задний вал располагают под определенным углом к переднему.
По способам сгибания различают следующие виды:
- Арбалетные. Специализируются на обработке труб определенного диаметра;
- Пружинные. Характеризуются наличием пружины, которая позволяет сгибать пластик без его деформации и дополнительных повреждений;
- Сегментные. Деформация труб происходит под действием определенного сегмента;
- Дорновые. Применяются в основном для обработки тонкостенных труб.
Также существуют стационарные вальцовочные механизмы. Обработка может осуществляться в домашних условиях. Главным недостатком таких механизмов является крайний дискомфорт при работе, так как такие станки не имеют креплений и при работе их необходимо придерживать свободной рукой.
Перед созданием самодельного вальцовочного станка необходимо понимание того, что габариты механизма существенным образом определяют его конечную стоимость. Поэтому приходится заранее учитывать размеры деталей, которые наиболее часто придется обрабатывать. Станки, которые используют в промышленных масштабах, имеют валы, способные изгибать трубы различного диаметра под углом 180 градусов.
Области применения

Большинство деталей, обрабатываемых на вальцовочных станках, имеет цилиндрическую форму. Поэтому их применение весьма разнообразно: водосточные трубы, дымоходы и вентиляционные системы. Поэтому самодельные стационарные вальцы небольших размеров весьма удобно применять непосредственно на строительном объекте. К тому же, вальцы, выполненные своими руками, не наносят повреждений полимерному покрытию листового металла.
Вальцовочные механизмы
Наиболее распространенными заказами оператору вальцовочного механизма являются изготовление водостоков и систем вентиляции. Для таких заказов, как правило, не требуется толстый слой. Поэтому в данном случае рекомендуется использование ротационных механизмов, которые имеют широкий диапазон обрабатываемой толщины металлических изделий: от 0,1 до 120 миллиметров. На подобных устройствах обрабатывают также пластик, пластичные виды металлов и резиновые смеси.
Отличия распространенных моделей

Станки, которые имеют по 3 и 4 вала, между собой отличаются по следующим параметрам:
- У трехвалковых моделей скорость подачи листа не должна быть выше 5 метров в минуту. Также они неспособны обрабатывать металлические листы тоньше 6 миллиметров. У трехвалковых моделей нет точных координат точки зажима обрабатываемой поверхности, из-за чего гораздо сложней управлять заготовкой. Но к преимуществам таких моделей можно отнести низкую стоимость.
- Четырехвалковые станки отличаются высокой надежностью, за счет хорошего сцепления между валами такие станки обеспечивают повышенную безопасность при производстве работ (из-за невозможности выскальзывания металлической поверхности). Скорость подачи металла составляет более 6 метров в минуту. Четырехвалковые станки отличает автоматизация рабочего места. За счет сложности станков и обеспечения безопасности на рабочем месте такие устройства имеют достаточно высокую цену.
Разнообразие вальцовочных станков
Ручные станки. Стационарность и практичность применения такого вида станков не может не подкупать. Простота в процессе эксплуатации и независимость от источников питания делают такие устройства по-настоящему незаменимыми. На станине станка закреплена струбцина и несколько валов, получающих привод от цепной передачи. Конечно, необходимо понимать, что такие вальцы не предназначены для масштабного или промышленного использования, иначе срок службы подобных устройств будет достаточно коротким. При правильном использовании ручных вальцовочных станков можно выделить целый ряд преимуществ:
- Низкая стоимость;
- Возможность демонтажа верхнего вала;
- Доступная регулировка нижнего и заднего валов;
- Небольшие габариты;
- Надежность устройства за счет простоты конструкции.
Такие механизмы повсеместно используют ювелирные мастерские. Вращающиеся цилиндры изготовлены из углеродистой легированной стали для обеспечения им дополнительной прочности.
Гидравлические модели . Имеют гидропривод, который характеризуется высокой мощностью. Обладает высокой производительностью и большим весом.
Электрические агрегаты . Отличаются высокой производительностью из-за использования электроприводов высокой мощности. Принцип действия идентичен ручным вальцовочным станкам, разница заключается лишь в наличии электромотора.
Требования, предъявляемые к самодельным вальцам
Вальцовочные станки в домашних условиях должны отвечать следующим требованиям:
- Мобильность. Станок не должен быть громоздким и иметь большой вес, для обеспечения его мобильности;
- Экономичность. Не стоит использовать станок высокой мощности без крайней необходимости, ведь мощности в 20-25 кВт способны вывести из строя проводку. 1,5 кВт является оптимальным вариантом, с хорошей пропускной способностью и небольшим потреблением энергии.
Сборка станка собственными силами

При сборке станка своими руками необходимо подготовить все необходимые инструменты, заранее подготовленные чертежи станка и материалы. Желательно иметь опыт по механизации устройств и аппаратов, а также учитывать определенную последовательность действий:
- Изготовление начинается с основания. То есть со станины. В качестве станины можно использовать небольшой каркас, собранный из труб;
- В верхней части профиля, как правило, устанавливают элементы деформации. Для его надежной фиксации используют струбцину с резьбой. Опору выполняют в виде буквы П, с последующим закреплением нижней части в станине;
- Для осуществления вращения устройства необходимо использование передаточной цепи;
- После монтажа цепи на звездочки, её необходимо натянуть и осуществлять работы по сборке ручки подачи;
- Для производства вальцов наилучшим материалом является сталь;
- Обязательным условием такого механизма является возможность регулирования зазора между валами;
- Для фиксации вальцов к станине специалисты рекомендуют использование подшипников качения.
Стоит, или нет, своими руками делать вальцовочный станок – решать вам! Следует отметить, что стоимость готовых агрегатовнков составляет от 500 до 1000 у.е. Тогда в расчет рентабельности применения взять стоимость планируемой конструкции, которая может оказаться в несколько раз дешевле нового агрегата.
Вальцы для профильной трубы: виды, принцип работы,
Какими методами возможно придать профтрубе квадратного либо прямоугольного сечения форму верной дуги? Как смогут быть устроены самодельные вальцы для профильной трубы? А какие конкретно решения предлагает современная индустрия? Давайте попытаемся ответить на эти вопросы.

Для чего это необходимо
Для чего необходимо гнуть профильную трубу?
Приведем пара примеров.
- Дугообразный навес не только красив, но и практичен: на нем ни при каких обстоятельствах не будет скапливаться снег.
- Изогнутый козырек над крыльцом выглядит куда лучше, чем несложная конструкция с одним скатом.
- Арочная теплица только прочна, превосходно противостоит снеговым и ветровым нагрузкам.
Кстати: сборка теплиц из профильных труб — хороший бизнес, требующий наличия всего лишь пресловутых трубогибных вальцов и сварочного аппарата.

Виды вальцов
Какими они фактически бывают?
Механические
Несложная конструкция — механические трехвалковые вальцы. Как раз такие станки возможно значительно чаще встретить в продаже; их цена начинается приблизительно от 15 — 20 тысяч рублей. Как они устроены?
В полном соответствии с названием в базе конструкции лежит протяжка профтрубы тремя валками. Один из них может смещаться относительно двух других в направлении, перпендикулярном объединяющей их плоскости; для смещения употребляется винтовой механизм, что разрешает кроме того человеку с в полной мере обыкновенными физическими возможностями развить большое усилие.
Один из валков снабжается рукояткой, разрешающей вращать его и тем самым протягивать изгибаемую трубу.

Вероятны пара модификаций, разрешающих пара улучшить эксплуатационные качества трубогиба:
- Объединение валков неспециализированной цепью обеспечит их синхронное вращение, предотвращая тем самым проскальзывание трубы.
- Вместо цепи возможно использована зубчатая передача.
- Применение закаленных валков увеличивает их ресурс многократно.
- Помимо этого, валки смогут быть сменными, что разрешит гнуть без замятий как профилированные, так и круглые трубы.
Электрические
В этом случае часть ручной работы перекладывается на электромотор.
В продаже возможно встретить два варианта выполнения электрических трубогибов:
- В более несложных решениях электромотор отвечает лишь за протяжку трубы. Позиционирование изгибающего ее валка производится вручную.

- Продвинутые модели вальцов применяют электричество и для протяжки, и для смещения валка (очевидно, при посредстве редуктора, многократно увеличивающего усилие).
Гидравлические
В эту категорию попадают как замечательные промышленные станки массой в десятки тысячь киллограм, так и относительно компактные устройства. Их неспециализированная черта — применение гидроцилиндра: нагнетая давления масла в нем, возможно развить огромное усилие на деформирующем валке.
Радиус изгиба
Независимо от устройства трубогиба, действует неспециализированная закономерность: чем больше толщина трубы (ее сечение, параллельное радиусу изгиба), тем больше минимальный радиус изгиба. Приведем значения, заявленные для своих станков одним из отечественных производителей — они достаточно обычны.
| Размер трубы, мм | Минимальный радиус изгиба, мм |
| 15х15 | 280 |
| 20х20 | 280 |
| 25х25 | 280 |
| 30х30 | 325 |
| 40х20 | 325 |
| 50х25 | 400 |
| 40х40 | 900 |
Без трубогиба
Возможно ли выгнуть дугу из профильной трубы без вальцов?
Технически это быть может, но итог вполне возможно будет неудовлетворительным.
Инструкция по гибке не столько сложна, сколько требует громадного объема подготовительных работ.
- Из дерева либо фанеры изготавливается шаблон, владеющей формой поверхности, соответствующей нужной вам дуге.
- К шаблону крепится петля — фиксатор, в которую вставляется один из концов трубы.
- Предстоящая работа, фактически, сводится к приложению неотёсанной силы на втором ее конце. Для повышения усилия смогут употребляться разнообразные рычаги.

Очумелые ручки
Разнообразные схемы и чертежи вальцев для профильной трубы своими руками в последние годы практически наводнили интернет.
Сходу разочаруем наиболее экономных читателей: часть деталей нужно будет заказывать.
Какие конкретно как раз?
- Сами валки. Они смогут быть цилиндрическими, либо с проточками для гибки круглых труб.
- Обоймы для подшипников.
- При применении цепной передачи — звездочки.
Очевидно, без привязки к конкретной конструкции давать советы по сборке вальцов — дело неблагодарное.
Попытаемся, но, внять рекомендациям обладателей самостоятельно изготовленных устройств, выделив главные моменты.
- Ручка привода должна иметь вращающуюся рукоятку. В другом случае первые мозоли на руках появятся уже через пара метров протянутой трубы.
- Подшипники лучше взять самоцентрирующиеся. Смонтировать оба подшипника каждого валка точно на одной оси дома — задача малореальная; мельчайшее же нарушение соосности приведет к повышению усилия протяжки.

- Винт, приводящий в движение прижимной вал, возможно взять от ветхих тисков.
Кстати: альтернатива винтовому механизму — автомобильный домкрат любого типа. Он разрешит развить огромное усилие с минимальным приложением собственных сил.
- В качестве станины лучше применять отрезок швеллера подходящего размера. Усилие на изгиб станины будет очень большим; сварная рама из уголка либо узкой профтрубы может просто-напросто согнуться.

Заключение
Сохраняем надежду, что предложенный вниманию читателя материал окажет помощь ему выбрать либо изготовить инструмент себе по вкусу. Как неизменно, в видео в данной статье возможно отыскать дополнительную тематическую данные. Удач!
Профильные трубы — их виды, применение и хранение

Профильные трубы — полые изделия, которые изготавливаются посредством использования прокатных станков и электросварки из стальных штрипсов с применением разнообразных методик, каждая из них обладает своими плюсами и минусами. Самые распространенные виды имеют сечение в форме квадрата, прямоугольника, овала. Есть еще плоскоовальные трубы с закругленными углами.
Основной материал для производства — горячекатаная или холоднокатаная сталь следующих марок: низкоуглеродистая, углеродистая, качественная и низколегированная. Именно от качества металла зависит область использования.
Обозначим следующие типы профтруб:
- продукция универсального назначения;
- тонкостенные (мебельные);
- изолированные сварные для строительства.
Каждый из них имеет свои отличия: неодинаковый размер, толщина стенок, собственно длина, радиус закругления угла.
Современное металлургическое производство характеризуется наличием индивидуальных технических нормативов изготовления у каждого производителя. Благодаря этому расширился сортамент этого типа проката, но главные характеристики и соответствие ГОСТам осталось неизменным.
В нашей стране некоторые заводы-изготовители выпускают профильные трубы с радиусом закругления и кривизной, превышающими требования ГОСТ. Они обязательно употребляются для создания всевозможных нестандартных изделий.
Основные области применения профильных труб
Как было уже сказано выше, сорт стали определяет сферу применения конкретной продукции.
- Так, трубы из холоднокатаного металла являются оптимальным вариантом для мебельной фурнитуры;
- Профтрубы из горячекатаной стали общего назначения подойдут для возведения ограждений, заборов, дверей, т.е., тех сооружений, которые вполне могут выдержать определенные нагрузки;
- Замкнутый профиль применяется для создания ответственных строительных сооружений (каркасы нежилых помещений).
Трубы профильные с квадратным сечением благодаря своим качественным характеристикам и хорошей несущей способности используются для возведения всевозможных каркасов, оконных ставен, гаражных ворот, лестницы вместе с перилами, оборудование для торговых павильонов. Конструкции из квадратного проката особенно прочны и устойчивы к любым влияниям, в том числе механическим.
Прямоугольные трубы отличаются формой и площадью сечения, нередко толщиной. Эти особенности и небольшой вес являются существенным преимуществом перед иными видами проката, поэтому перекрытия, легкие металлоконструкции, беседки, ограды, обрешетку кровли делают из прямоугольного профиля.
Сооружение различных металлоконструкций невозможно представить без стальных профтруб с овальным сечением. Так, каркасы мебели, ножки диванов, лестничные перила, столбы для ограждений и заборов, арки, декоративные элементы в современном ландшафтном дизайне производятся на основе этого материала.
Плоскоовальные трубы — подвид профтруб, отличающихся необычной формой профиля, плоской с одной стороны и закругленными углами с другой. Этот вид стального проката незаменим в автопроме, мебельной промышленности для изготовления декоративных элементов и фурнитуры.
Упаковка и хранение изделий
Завод-изготовитель обычно упаковывает трубы в пачки, которые отличаются по весу (до 9 т.) и длине. Для защиты от появления дефектов и неблагоприятных воздействий окружающей среды их складывают в короба из металла.
Для того чтобы трубы не деформировались, их размещают на специальных площадках с ровной поверхностью или отапливаемых складах (опять же, марка стали играет большую роль).
Для того, чтобы довезти товар без повреждений, доставка осуществляется в вагонах по железной дороге, либо в автомобилях с открытым кузовом.
Вальцы для профильной трубы: особенности, виды и изготовление своими руками
Для проведения различных ремонтных и строительных работ может потребоваться использование профильной трубы, изогнутой под определенным углом. Оптимальным инструментом для придания профильной трубе необходимой формы являются вальцы. Если проводить данную работу необходимо часто, имеет смысл приобрести профессиональный инструмент в строительном магазине. Однако при наличии определенных знаний и умений, можно изготовить вальцы для профильной трубы своими руками. Такой инструмент может иметь различную форму, а для изготовления могут применяться разные материалы.

Особенности и принцип работы вальцов
Профильная труба активно применятся для различных строительных работ. Для изготовления сложных конструкций может использоваться метод сварки, болтовое или клеевое соединение элементов. Однако наиболее надежным способом создания сложных конструкций является использование вальцов.
Использование вальцов для сгибания профильной трубы не требует особых знаний и умений. Для придания заготовке необходимой формы следует выполнить такие операции:
- положить заготовку на два подающих вальца;
- прижать трубу к одному изгибающему вальцу с необходимой силой;
- включить передаточный механизм.
При проходе через рабочую зону профильная труба изгибается под определенным углом. Если угол изгиба оказался недостаточным, необходимо еще раз повторить манипуляцию. Важно контролировать силу прижима, чтобы избежать чрезмерной деформации заготовки.
Виды устройств
Изменение конфигурации профильной трубы может выполняться с помощью оборудования различного размера и конфигурации. Основным различием вальцов для изгибания профильной трубы является тип привода. По данному параметру устройства можно разделить на такие виды:
- Ручной привод. Наиболее простые устройства, для работы которых требуются значительные физические усилия со стороны мастера. Именно они чаще всего изготавливаются и используются в домашних условиях.
- Электрический привод. Самые сложные устройства, которые используются для придания необходимой формы даже самой простой и толстой профильной трубы.
- Гидравлический привод. Наиболее современный и удобный тип устройства. Отличается достаточной простотой использования. Не требуют применения физических усилий как ручной инструмент, и в том же время стоит намного дешевле электрического устройства.
Если работы по созданию сложных конструкций из профильной трубы выполняются нечасто, достаточно приобрести или изготовить ручной инструмент. Ручные вальцы для профильной трубы отличаются надежность и простотой, и состоят из таких элементов:
- основные конструкции, выполнение из прочных материалов;
- зажимные механизмы, которые используются для крепления заготовки;
- вальцы, которые выполняют подающую и изгибающую функцию.
Основным недостатком такого механизма являются значительные физические усилия со стороны мастера для его использования. К тому же такой станок отличается невысокой производительностью, поэтому используется только в домашнем хозяйстве.
Электрический станок также может быть выполнен самостоятельно, однако такое оборудование является достаточно сложным. Обладает высоким показателем производительности и мощности. Особенностью устройства является электрический привод, который и отвечает за подачу и протягивание заготовки.

Для домашнего использования и изготовления своими руками чаще всего предпочтение отдается гидравлическим станкам, который отличается достаточно высокой мощностью, но легко изготавливается и в домашних условиях. Такие устройства применяются как на предприятиях, так и для личных нужд.
Изготовление вальцов для профильной трубы
Вальцы для профильной трубы является обязательным устройством в том случае, если в ремонтных или строительных работах необходимо уметь дело с трубами гнутых форм. Для придания профильной трубе необходимой формы можно использовать уже готовый станок, а можно изготовить станок и самостоятельно. Последний вариант предпочтительней в том случае, если бюджет строительно-ремонтных работ не включает в себя покупку специального оборудования, а также мастер обладает хотя бы начальными навыками по изготовлению такого оборудования.
Самые простые самодельные устойства не обладают сложной конструкцией и даже не требуют покупки дорогих деталей. Поэтому в таком случае рекомендуется изучить информацию по созданию вальцов для профильной трубы, которую можно найти в видео:
После чего следует выбрать оптимальный чертеж изделия или заказать его у опытного мастера. Одним из преимуществ изготовления самодельных вальцов является возможность использования подручных материалов, которые всегда есть в наличии в любом домашней мастерской. Даже если необходимые детали отсутствуют, их можно недорого приобрести или заказать у токаря.
Этапы изготовления вальцов
Для монтажа вальцовочного станка важно использовать качественные и прочные элементы, придерживаться размеров чертежа и определенных этапов работы:
- Основание. Важнейшим этапом изготовления вальцов, который влияет на прочность и долговечность конструкции, является изготовление качественного основания станка. Поэтому рекомендуется использовать стальные швеллеры или трубы значительного диаметра.
- Вертикальные опоры. Для изготовления вертикальных пор станка рекомендуется использовать металлический профиль с П-образным сечением. На верхней части опоры будет установлен вальцовый механизм, который и будет выполнять функция изменения конфигурации профильной трубы. При этом важно, чтобы верхняя часть опоры отличалась прочностью и надежностью. Для ее монтажа необходимо зафиксировать нижнюю часть опоры на основание. Для этого лучше всего использовать струбцины. Такой метод крепления обеспечивается равномерное распределение деформационного усилия, которое подается на заготовку, по двум вальцам.
- Цепной механизм. Для придания вальцам вращения необходимо использовать цепную передачу. Для ее изготовления можно использовать звездочки и цепь со старого мотоцикла или велосипеда. При этом звездочки по параметрам должны соответствовать конфигурации цепи, поэтому рекомендуется брать их от одного механизма или внимательно покупать. Монтаж цепного механизма необходимо выполнять с хорошим натяжением, после чего выполнить установку рукоятки. Если работа выполнена правильно, то приводной механизм вальцов будет обеспечивать легкое вращение валов.
- Вальцы. Основным элементом станка являются вальцы, которые рекомендуется изготовить из прочной закаленной стали. Это позволит повысить производительность станка и обеспечить длительный срок службы.

Готовая конструкция может быть дополнительно покрыта краской для защиты металла от коррозии.
Полезные советы
Для изготовления вальцов необязательно иметь техническое образование или узкоспециализированные знания. Выполнить все этапы работ сможет каждый человек, обладающий хотя бы минимальными знаниями и опытом в строительстве. При этом при наличии всех необходимых деталей и инструментов работа займет минимум времени.
При сборке устройства крайне важно установить радиальную регулировку. Это позволит с легкостью измерять размер зазора между частями оборудования. При работе с ним следует придерживаться правил безопасности. К тому следует построить устройство так, чтобы все опасные рабочие части были защищены. Качественные самодельные вальцы по своим характеристикам могут превосходить заводские изделия.

