

Как правильно заточить сверло по металлу?
Заточка сверла по металлу своими руками
Сверло по металлу в процессе постоянной эксплуатации теряет свои режущие качества: оно тупится, становится непригодным для дальнейшего использования. Выходов в этой ситуации два: купить новое или заточить имеющееся. Если у вас имеется опыт работы с ручным и электрическим инструментом, то можете самостоятельно вернуть сверлу былую остроту. Если же опыта мало, а ремонт сделать нужно, то самое время «брать быка за рога». Учитывая, что этот процесс не так сложен, как кажется на первый взгляд.
Сегодня речь пойдет о том, как правильно заточить сверло по металлу, наборе инструментов для этого процесса и технологии заточки.
Распространенные признаки неисправности
Когда дрелью пользуются редко, инструмент находится в исправном состоянии. В случае необходимости можно выполнить любой объем работы. Но если дрелью или перфоратором пользуются стабильно, особенно в период капитального ремонта, то могут наблюдаться некоторые признаки выхода инструмента из строя, что может потребовать ремонта или замены детали. Чаще всего наблюдаются следующие признаки того, что дрель требует ремонта:
- Скрип в местах соприкосновения сверла и металлической поверхности;
- Нагревание инструмента;
- Изнашивание сверла на наконечнике.
Это основные симптомы того, что сверло требует замены или ремонта.
Что необходимо использовать?
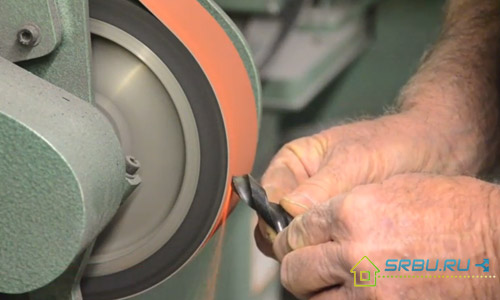
Заострение сверл осуществляют по задним граням. Конечные результаты обеих имеют равные параметры, идентичные друг другу. Ручная заточка неприменима. Желательно воспользоваться точильным агрегатом с диском, работающим от электрической сети. Как точить сверла по металлу, сопутствующие материалы, а также инструменты, задействуемые в восстановительном процессе:
- Электроточило;
- Сверло;
- Очки для предохранения глаз;
- Чаша с проточной водой для охлаждения горячего металла.
Разновидности обработок острия
Конечная форма, которую нужно получить на задней поверхности сверла, имеет значение для выбора типа заточки. Нужно отметить, что оба сверлильных пера в итоге должны быть идентичными. Итак, как наточить сверло по металлу, а также коротко об основных типах существующих заточек:
- Одноплоскостная. Задняя поверхность при этой обработке имеет одну плоскость, угол заточки не превышает 28 – 30 градусов. Для достижения результата сверло задними гранями приставляют к точильному аппарату. Режущая часть располагается параллельно кругу. Затачиваемую деталь желательно не сдвигать, не перемещать и не переворачивать. Этот вид заточки распространен при наладке сверл до 3 мм в диаметре.
- Двухплоскостная.
- Коническая. Пользуется популярностью для восстановления остроты инструмента, превышающего диаметр 3 мм. Метод является несколько сложным для домашнего исполнения и требует внимания, аккуратности, наработки практики. Чтобы заострить сверло, нужно правой рукой взять его за хвостик, а левой – за рабочую часть, предрасположенную ближе к конусу. Прижать сверло задней и режущей поверхностью к боковой стороне камня. Плавными движениями правой руки неторопливо выполнять покачивание сверла из стороны в сторону. Отрывать от камня нельзя. Как результат – коническая поверхность сверлильного пера. Вторую грань заточить аналогично первой. Важно сохранить заводскую конфигурацию задней части сверла в процессе затачивания. Это позволит выдержать параметры угла.
- Цилиндрическая.
- Винтовая.
Процесс работы
Вся процедура реанимирования сверла проходит в несколько этапов, каждый из которых является продолжением друг друга:
- Заточка. Как правильно точить сверла по металлу? Оно должно плотно прилегать к точилу. Важно, чтобы угол соприкосновения был постоянным во время всего процесса обработки. Сначала формируют кончик сверла. Следующим шагом обрабатывают режущую часть. В последнюю очередь – задние грани. При хорошем результате задняя поверхность сверла имеет коническую форму, а режущее полотно обретает ровный угол.
- Обработка перемычки. Расположена она на наконечнике сверла. Формируется во время заточки задних граней. Сверло диаметром до 7 мм имеет длину перемычки равной 0,7 мм. На крупных – до 1,5 мм. Если диаметр больше, то надо убирать грани на хвостовике. Для этого окружность инструмента следует разделить на три равные части. Снять по ним металл на одинаковую глубину. Подточка перемычки и задних граней осуществляется на кромке точильного круга. Скорость работы должна быть маленькой. Сверло подносят к кругу на короткое время. Затем отводят его на некоторое расстояние от точильного аппарата. Перевернуть на 180 градусов, опять поднести к аппарату. При нагреве металла его окунают в чашу с водой или маслом. Это имеет определенный плюс: мокрое сверло нельзя испортить.
- Проверка заточки. После того, как заточили сверло по металлу, нужно проверить качество результата, симметричность сверлильных перьев. Сделать это можно при помощи лупы. Второй вариант – использование непосредственно дрели. Сверло вставить в патрон дрели. Поднести фломастер к концу сверла и включить инструмент. Затем нужно сравнить следы маркера по всей окружности. Где след оставил более широкий отпечаток, там требуется дополнительная обработка грани.
Еще один способ проверить симметричность – это просверлить ластик. С той стороны, где имеется больше стружки, нужно подточить грань. После того, как правильно заточили сверла по металлу, можно использовать дрель по назначению. Для сохранности сверл рекомендуется их хранить в отдельном ящике. По окончании сверлильных работ инструмент необходимо почистить и убрать.
Технология обработки тонкого сверла
Если наточить инструмент большого диаметра не представляет особой сложности, то вопрос как заточить тонкое сверло по металлу является достаточно кропотливым.
- Для работы подойдут точильные камни или бруски. Учитывая маленькие размеры сверла, нужно подобрать автоматизированный точильный аппарат.
- Вся процедура начинается с того, что нужно подготовить увеличительные очки или лупу.
- Заточку начинают с наконечника сверла.
- Затем осуществляют затачивание обеих сторон.
Для сохранности инструмента при сверлении металлической поверхности рекомендуется капнуть немного масла на место будущего отверстия. Это улучшит рабочий процесс и позволит избежать поломки тонкого сверла.
Обратите внимание!
Перед тем, как затачивать сверла по металлу, нужно учесть некоторые нюансы, которые могут поспособствовать достижению качественного результата, а именно:
- Кромка инструмента должна располагаться строго параллельно рабочей поверхности;
- Важно выдерживать соответствующую скорость рабочего процесса;
- Края всех кромок имеют равные размеры;
- Отсутствие отражающих бликов говорит о законченности процесса.
Если есть небольшие сложности в проведении операции, то можно потренироваться на старых тупых сверлах. Для начала важно ознакомиться с ремонтным процессом, отработать все действия до автоматизма, научиться определять размеры на глаз. Практика нарабатывается со временем. Если постоянно заниматься заточкой сверл самостоятельно, то и навыки не заставят себя ждать. А инструмент всегда будет исправен, что значительно облегчит работу.
Как правильно заточить сверло по металлу – заточка бит своими руками
Вы никогда не замечали при сверлении, что сверла стали резать материал как-то по-другому, не так, как раньше? А может, некоторые уже настолько старые, что визжат и дымят при использовании и с трудом проходят дерево? Тогда прежде чем отправится в скобяной магазин за новым набором, попробуйте мой вариант заточки сверла по металлу, этим вы сэкономите себе время и деньги.

Следуйте моей инструкции как точить сверла, и ваши старые затупленные или выщербленные сверла будут как новые.
В заточке есть свои особенности. Когда я только начал работать слесарем-механиком девять лет назад, мой наставник весьма скептически отнесся к идее автоматической заточки старых сверл. Большая часть таких станков при высокой стоимости не сделает сверло даже приблизительно таким же острым, как заводская заточка (если, конечно, вы не раскошелитесь на промышленный станок). Что я собираюсь вам продемонстрировать – своего рода утерянное искусство, как наточить сверло по металлу на ленточном шлифовальном станке или на настольном шлифовальном станке.
Я не пытаюсь убедить вас, что, прочитав мое руководство, вы сразу сможете заточить сверло до идеального состояния, но справится со соей задачей вы сумеете, а после, набравшись опыта, вы сможете затачивать свои сверла до нужной остроты. Мы с наставником до такой степени стали в этом мастерами, что, покупая дешевые китайские сверла из высокоуглеродистой стали, мы затачивали их сразу после вскрытия упаковки, еще до первого использования.
- затупленная или выщербленная бита
- ленточная шлифовальная машина или шлифовальный настольный станок
Предупреждение! Ваши пальцы будут находится в близи от рабочего полотна устройства, есть риск содрать кожу. Не одевайте перчатки, так как их может затянуть станок, а значит, и вашу руку тоже. Тщательно выберите место возле станка, и лучше используйте защитные очки.
Шаг 1: Знакомимся с битами ближе
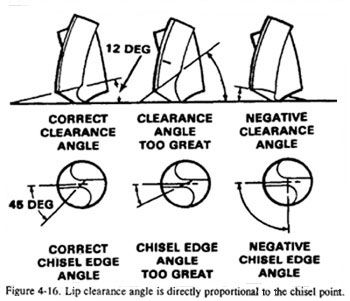
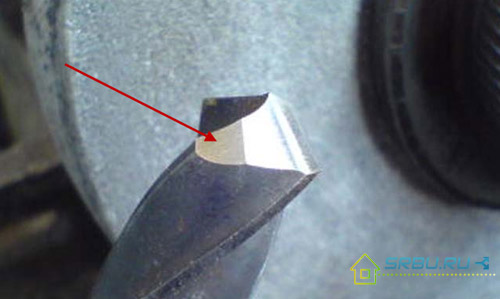
Есть много особенностей, по которым различают виды бит. Чтобы не углубляться, мы рассмотрим три основных элемента сверла: режущая кромка, задняя поверхность и поперечная кромка (перемычка).
Главная режущая кромка – производит срезание. Две режущих кромки на винтовом сверле должны быть симметричны друг другу, если нужно просверлить ровное отверстие. Если во время заточки уделять больше внимания одной из кромок, она будет больше и срез будет больше с этой стороны. Это значит, что отверстие будет шире, чем поперечный размер.
Задняя поверхность идет после режущей кромки и поддерживает острую кромку сверла в процессе резания. Если угол задней поверхности будет слишком большим, это снизит прочность режущей кромки и сверло будет обкалываться чаще, особенно в углах.
Поперечная кромка (перемычка) – образована пересечением задних поверхностей винтового сверла. На самом деле, поперечная режущая кромка не режет материал, а заминает его под главные. Поэтому желательно делать перемычку как можно меньше.
Шаг 2: Почему сверла крошатся и тупятся

Чтобы научиться затачивать биты, вам нужно понять, почему это вообще приходится делать.
Сверло крошится потому, что прочность режущей кромки ниже, чем сила, действующая на нее при резании. Чтобы избежать этого, задняя поверхность должна быть конической формы. Это делает режущую кромку более прочной.
Тупятся они либо в результате того, что перемычка неправильно заминает материал под режущую кромку и ее нужно снова сформировать, либо же сглаживается режущая кромка и ее нужно заново заострить, чтобы она снова врезалась в материал.
Шаг 3: Подготавливаем сверло

Пройдитесь пилкой по хвостовику, чтобы убрать возможные заусенцы, чтобы они не поранили вам пальцы.
Шаг 4: Выбираем инструмент для заточки


Заточить можно на точильном станке или на шлифовальной машинке. Убедитесь, что между щель между защитным кожухом и рабочей поверхностью, не больше 3 мм, чтобы сверло не цеплялось за край защиты.
Шаг 5: Учимся держать сверло правильно


Встаньте поудобнее перед станком и возьмите сверло двумя руками. Держите под углом 60° к ленте станка. Расположите конец задней поверхности прямо впритык к ленте. Повторяйте шаги 5-7, перемещая сверло по ленте до финишной позиции. Обратите внимание, на двух фотография разница между начальной и финишной позициями почти не заметна. Шаги 5-7 одновременны, но не забывайте, что двигаться должна только левая рука. Правая должна оставаться неподвижной, только пальцы поворачивают сверло.
Шаг 6: Доводим заднюю поверхность
Доводим заднюю поверхность поднимая левую руку и надавливая сверлом на ленту станка.
Шаг 7: Формируем поперечную кромку
Перемещая левую руку к правой, вы сформируете угол поперечной кромки (перемычки). Повторите несколько раз, пока угол между поперечной и режущей кромками не станет равен 45°.
Шаг 8: Формируем заднюю поверхность
Вращением против часовой стрелки вы придадите задней поверхности коническую форму, это придаст большую стойкость кромке.
Шаг 9: Затачиваем

Соберите предыдущие три шага в одно движение, чтобы получился идеальный срез на поверхности.
Повторите несколько раз и переверните противоположной режущей кромкой к ленте станка.
Предупреждение: сверло разогреется в процессе заточки. Держите недалеко от станка пару чашек с холодной водой, чтобы периодически охлаждать его. Если оно перегреется, прочность сплава снизится. Поэтому охлаждайте.
Шаг 10: Повторение

Чтобы сделать кромки симметричными, возможно вам придется повторить шаги 5-7 пару десятков раз. Это нормально, запаситесь терпением. Продолжайте тренироваться! Чаще поворачивайте, чтобы обе кромки точились равномерно. Ваши движения должны быть осторожными, не пытайтесь сделать острую кромку рваными легкими надавливаниями на ленту станка, это почти всегда ведет к неровному краю или затупляет его.
Попрактиковавшись в заточке и формировании кромки и перемычки, можно попробовать сверлить. Если процесс резания все еще затруднен, проверьте перемычку и заднюю поверхность, чтобы убедиться, что задний угол сформирован правильно.
Если стружки выходят только с одной стороны, проверьте, симметричны ли режущие кромки относительно центральной линии. Если стружки на обеих сторонах, сверло готово к использованию.
Шаг 11: Заключение

Если вы купили замечательные кобальтовые биты с напайками, то у меня для вас плохая новость. Хотя сверлить ими намного легче, вручную заточить их вряд ли выйдет. Вам нужен будет аппарат, который сможет срезать задний угол и сформировать поперечную кромку. Если не уменьшить поперечную кромку, во время сверления будет происходить слишком сильное замятие, через большинство металлов вы просто не сможете сверлить.

Рассказываю как сделать какую-либо вещь с пошаговыми фото и видео инструкциями.
Как заточить сверло по металлу и бетону своими руками
Не требует особых доказательств, что сверло в процессе работы теряет остроту режущей части, то есть, говоря попросту, тупится. Тупое сверло не доставляет беспокойства до тех пор, пока не оказывается нужным. Вот тогда неожиданно выясняется, что работать изношенным или тупым сверлом невозможно.
Остается только сожалеть о том, что вовремя не восстановлены геометрия и размер сверла. В этой статье будет рассказано, как заточить спиральное сверло, а также сверло с твердыми напайками для сверления бетона.
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
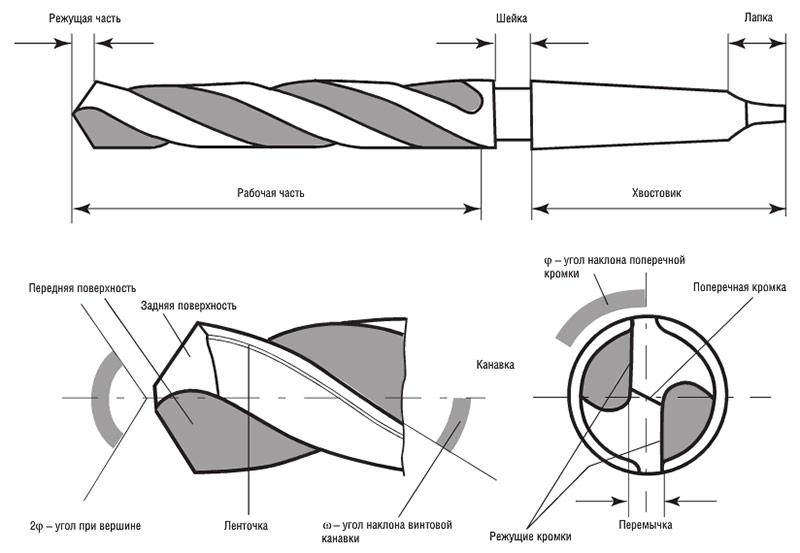
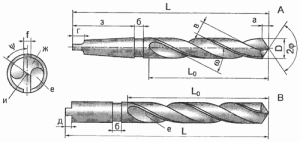
Основные составные части спирального сверла.
Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.

Подводи сверло режущей кромкой к шлифовальному кругу.

Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
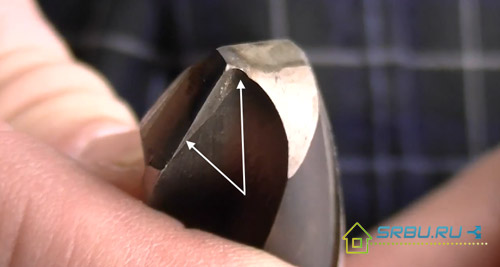
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Как заточить сверло по металлу

Одно сверло можно использовать месяцами, а можно выбросить его после трех использований. Все дело в правильности эксплуатации и умении самостоятельно заточить инструмент. Несмотря на то, что обычные сверла по металлу стоят недорого, постоянно тратиться на них нет смысла. Но и продолжать использовать затупленный инструмент небезопасно. Именно поэтому важно научиться в домашних условиях вернуть сверлу его режущие свойства.
Поначалу, пока вы не набьете руку, восстановить остроту будет сложно. Зато после ваш инструмент всегда будет в идеальном порядке. Заточить сверло собственными силами можно даже на бруске с абразивом в необорудованном помещении, однако делать этого мы бы не советовали. Во-первых, это слишком долгий, сложный процесс. Во-вторых, микрочастички металла могут разлететься по всей комнате и у брать их будет не так-то просто. Лучше использовать точило, установленное в мастерской. Также подойдут такие инструменты для заточки:
• болгарка со шлифовальным диском;
• станок для заточки;
• дрель с абразивной насадкой для заточки.
Как понять, что сверло пора затачивать?
Перед началом заточки нужно убедиться, что это действительно нужно. Обратите внимание на процесс работы сверлом. Если работа затягивается дольше обычного, а оборудование и само сверло нагреваются, – это верный признак затупленного инструмента. Также может появиться скрипящий металлический шум, нетипичный в сверлении, а размер стружки стать в разы меньше.
Какие правила нужно соблюдать для заточки сверл

Затачивая спиральное сверло по металлу, важно учитывать некоторые особенности:
• Чем тверже металл сверла, тем меньшую скорость следует задать на оборудовании.
• Нужно соблюдать периодичность. За одно прикосновение сверла к точильному инструменту, снимайте совсем небольшой слой металла. Так сверло не перегреется.
• Не стоит слишком прижимать сверло к оборудованию, это лишь ускорит нагревание.
• Сверло придется охлаждать. Лучше заранее подготовить тару с холодной водой, куда вы будете окунать инструмент.
Эти нюансы стоит учитывать, если вы хотите быстро закончить работу и получить качественный результат. Главнее же всего следующие правила заточки инструмента (соблюдать их обязательно):
• Затачивая инструмент, следите, чтобы угол заточки был в пределах 120-140 градусов.
• Затачивайте инструмент одинаково с двух сторон, чтобы режущие кромки оставались равной длинны.
• Стачивайте заднюю кромку чуть больше, чем режущую.
В процессе затачивания сверл по металлу, держите инструмент так, чтобы между ним и станком/точилом угол составлял около 60 градусов. В процессе наклоните сверло в противоположную сторону от режущей поверхности максимум на 10 градусов. Это позволит держать режущую кромку выше.
После заточки две режущие кромки нужно обязательно сверить. Если одна часть длиннее другой, придется проводить заточку повторно. Сравнить их можно при помощи линейки или просто прикинуть на глаз. Линия между кромками должна быть ровно посередине.
Если зрительно определить результат работы проблематично, можно использовать дополнительные инструменты для проверки правильности заточки. Удобнее всего пользоваться транспортиром, угломером и обычной линейкой. Для новичков мы бы советовали приобрести отдельно шаблон для заточки. На нем уже нанесены правильные углы и шкала, так что сверить результат будет просто. Такие шаблоны можно найти в строительных магазинах или на рынках.
Маленькую шпаргалку можно сделать и дома из обычных гаек. Эти шестиугольные фигуры имеют 120-градусный внутренний угол, по которому нужно ориентироваться, проверяя угол сверла. Вам нужно будет соединить две гайки термоклеем, а после приложить сверло к образовавшемуся между ними углу. Если инструмент входит ровно, без зазоров – вы все сделали правильно.
Как продлить срок эксплуатации сверла

1. Какую бы работы вы не выполняли, следите за уровнем нагрева сверла. Ни в коем случае не допускайте перегрева. В лучшем случае инструмент затупится, в худшем – сломается.
2. Используйте машинное масло. Чтобы сбавить силу трения и тем самым уменьшить нагрев, постоянно смазывайте сверло маслом. Как только сверление начинает идти медленнее, а заготовка теплеет, выключайте оборудование и смазывайте инструмент.
3. Постоянно убирайте стружку. Она может забить отверстие, из-за чего инструмент застрянет в заготовке и может разломиться пополам.
4. Меняйте диаметр сверл. Если нужно сделать широкое отверстие, разделите работу на несколько подходов. Сначала проделайте отверстие сверлом мелкого диаметра, затем поменяйте его на инструмент диаметром больше на 5-6 мм. Так постепенно увеличивайте диаметр, меняя сверла, пока не добьётесь нужного размера.
Если хорошо следить за оборудованием и инструментом, знать, как правильно им пользоваться, то даже самое дешевое сверло может продержаться не одну неделю.

Получи купон на скидку 10% при подписке на наши новости
Как правильно заточить сверло по металлу
Каждое сверло в процессе работы тупится, но не нужно спешить его выбрасывать. Часто вернуть сверлу его рабочее состояние можно при помощи заточки инструмента. В этом тексте мы объясним, каким образом это сделать.

Прочитав эту статью, Вы узнаете:
- В какой момент нужно сверло затачивать
- Как устроено сверло
- Данные по углу заточки, способы работы
- Немного о ремонте сверл по бетону
В какой момент нужно сверло нужно затачивать
По сравнению со сверлами по древесине, сверла по металлу стачиваются значительно быстрее. Если у Вас уже есть какой-то опыт сверления металла, то определить состояние сверла будет легко по контакту с материалом или даже на глаз. В случае, если такого опыта нет, увидеть выявить состояние сверла можно, если происходит что-то из этого:
- Вы сверлите и слышите, как сверло свистит и скрипит;
- быстрое нагревание инструмента;
- получающиеся отверстия выглядят плохо – с зазубринами и заусенцами;
- только одна спиральная канавка выдает стружку, это так же может означать, что заточка — неправильная;

При работе сверлом с тупым наконечником, мы ставим свое здоровье под угрозу, так как такое сверло запросто ломается. На большой скорости это грозит осколками, которые летят в неопределенном направлении. Этого допускать ни в коем случае нельзя, поэтому не тяните с заменой или подтачиванием инструмента. Как только заметили перечисленные признаки – принимайте меры.
Как устроено сверло
Для того, чтобы обновить рабочую часть верно, надо разбираться, какие у сверла есть составные элементы:
- рабочая часть, создается за счет сведения канавки и задних элементов;
- фронтальный элемент под рабочей частью;
- свод между частями сзади;
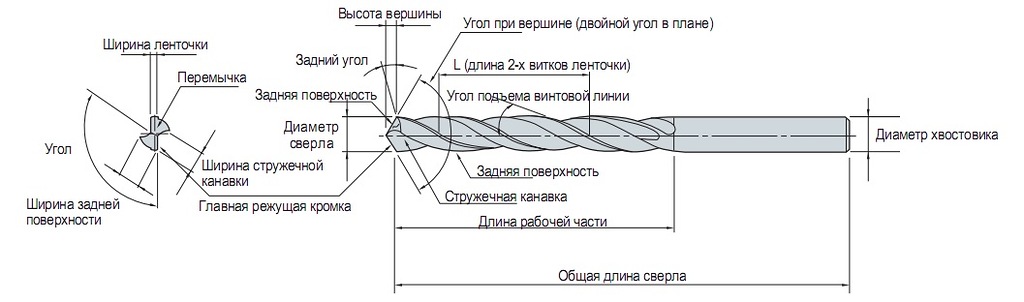
Во время использования сверла сильнее портится острие сверла, свод и граней сзади. В связи с этим, ремонт сверла происходит за счет выправления граней сзади, примыкающих к острию и своду сверла.
Но тут есть свои тонкости: чтобы обновить поверхность сверла и вывести четкий свод, углы затачивания надо ровнять по углы заточки должны соответствовать параметрам самого сверла.
Выполнение этих норм даст рабочей части сверла первой совмещаться с заготовкой, это и дает нам наибольшую отдачу от инструмента. Угол вершины сверла определяет длину рабочей части инструмента. Если он выведен верно, то стружка будет без проблем ложиться в желоб и удаляться из него. Ну а если угол будет острым, то вырастет площадь снимаемой полосы, желоб забьется стружкой, она не будет выноситься из отверстия. Ну, а слишком тупой угол снимает пользу от инструмента.
Сверла отличаются по используемому для них сырью и диаметру. Параметры сверл различаются от направленности материала. Сверла из металла лучше всего обрабатываются дома.
Любой сверлящий агрегат имеет две плоскости сзади, формирующие конус на конце инструмента и пару режущих кромок. Если Вы поставите сверло на плоскость, то кромки будут ее касаться, часть, расположенная за ними, будет расположена в стороне от них. Она расположена под определенным углом, который и называют «задним». Сбег ориентировочно должен составлять на каждый заворот 0,2 мм.
Правильный угол заточки, способы работы
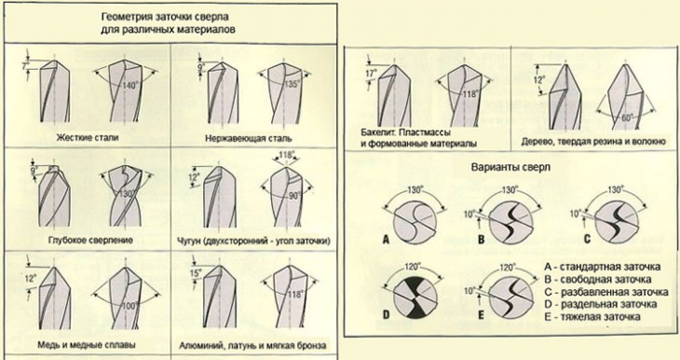
Для разных материалов угол заточки используется свой угол заточки.
- Жесткая сталь – 140°;
- Нержавеющая сталь – 135°-140°;
- Глубокое сверление – 130°;
- Чугун – двойной угол. Основной – 118°, вспомогательный – 90°;
- Алюминий, латунь, бронза – 118°;
- Медь и сплавы на ее основе – 100°.

Для заточки сверла используется точильный станок, использовать точильный камень или шлифовальный лист для этого бесполезно. Для выполнения работы понадобится абразивный круг, вращающийся не менее 1400 в минуту. Абразив подбирают с мелким зерном.
При перегревании сверла, металл теряет свои характеристики, поэтому важно прислонять сверло к точильному станку на небольшое время, не более 4 секунд. Чтобы не испортить сверла, периодически остужайте их в воде.
Прежде всего выберете способ заточки рабочей части инструмента. Вот какими они бывают:
- одноплоскостной;
- двухплоскостной;
- конический;
- цилиндрический;
- винтовой.
В этой статье мы рассмотрим такие распространенные способы заточки сверла как одноплоскостной и конический.
Вначале обтачивают кромку сзади. Снимают небольшой слой таким образом, чтобы на поверхности не было заметно никаких неровностей. При наличии выщерблин до 3 мм нужно укорачивать сверло на такую же величину.
В течение работы смотрите на симметрию рабочей кромки, ровность перемычки. В норме она располагается четко между рабочими кромками.
Сверло до 3,5 мм затачивают методом 1. Когда задней части задана верная конфигурация, его подводят к абразиву под углом от двадцати пяти до тридцати градусов.
Не вращайте сверло и не изменяйте угол его обработки. Иначе кромка не будет идеально ровной. Кроме того, при разворачивании сверла, из него может выкрошиться часть материала кромки.
Поскольку затачиваемое сверло имеет небольшой диаметр, его точат за один подход, и оно не перегревается.
Взгляните на самый конец сверла – сходящиеся плоскости должны быть соразмерными с одинаковым углом обработки.
Соответствие углу сверяйте по шаблону. Выправлять кромку, если работа не удалась с первой попытки – нельзя, придется затачивать снова.
Конический метод обработки совершенно отличен от вышеописанного одноплоскостного. Инструмент удерживают обеими руками и при соприкосновении с плоскостью абразива рабочей кромкой, сверло начинают поворачивать по задней стороне и формируют конус.
При этом методе отрывать инструмент от наждака нельзя. Каждый подход стартует с рабочей кромки и завершается с полным поворотом до окончания задней поверхности.
После каждого этапа обработки, сверяйте углы сверла с шаблоном.
Большие сверла нельзя обрабатывать плоскостным методом, так как при этом сверло перегревается, а стружка не отводится из отверстия.
Немного о ремонте сверл по бетону
Перечисленные способы заточки сверл можно отнести и к сверлам по дереву и по металлу. Но победитовые сверла тоже запросто могут прийти в негодность. Признаки негодности победитового сверла те же, что у металлического – оно начинает свистит, сверлит хуже, дико нагревается, возникает ужасный свистящий звук. Принципы заточки победитового сверла такие же, как для сверл по металлу, но есть свои особенности, которые надо рассмотреть.
Начинается всё с измерения высоты режущей поверхности сверла. Затачивайте сверло, только когда по высоте оно не менее 8-10 мм. При меньшей высоте рабочей части, получить хороший результат не выйдет – приобретите новый инструмент. Для выполнения следующего действия купить диск с алмазным абразивом. При этом, специальный наконечник победитового сверла не выдерживает критических больших температур. Чтобы не испортить сверло – правьте его на небольших оборотах.

При затачивании победитового инструмента по правилам, сначала выведите боковые кромки режущего инструмента. Они прежде всего стираются, когда работаешь по бетону. Учтите, что напайки надо править под девяносто градусов. Во-вторых, принимайтесь за задние грани, вплоть до напайки. В случае, если напайка уже сносилась до стали, то необходимо подтачивать фронтальную часть сверла.
При заточке сверла из победита, дабы не перегреть инструмент – охлаждайте его водой иди машинным маслом.
В заточке сверл из победита важно соблюдать симметрию кромок. Важно, чтобы режущие стороны были одинакового размера. При смещении центра оси может снизиться эффективность сверла, не говоря уже о том, что отверстия будут рваными. Важно помнить: острота угла при вершине тем больше, чем тверже материал наконечника. Рекомендованный угол заточки для напаек из победита – 170 градусов.
Для работы со сверлами нужно уметь обрабатывать перемычку. На шлифовальном станке нужного уровня обработки добиться сложно. Поэтому делать это нужно следующим образом: перемычку и задние грани выводят на крае круга, используя медленную скорость. Инструмент соприкасается с точилом в течение короткого промежутка времени. Потом его относят в сторону, переворачивают на 180 градусов и снова прижимают к абразиву. По нагревании металла, сверло следует окунуть в воду, иначе инструмент потеряет свои свойства.
По окончании заточки, проверьте насколько симметричной она получилась. Для этого можно провести такой тест. В дрель вставляют обработанное сверло, при этом к обработанной кромке подносят фломастер. Дрель включают на небольших оборотах, сверло покрывается маркерной линией. Если с одной из сторон черта от фломастера больше, чем с другой, то её необходимо подточить.
Как правильно заточить сверло по металлу своими руками — подробная инструкция
Сверла бывают разными, но на практике мы чаще пользуемся теми, которые предназначены для работы с металлами. Несмотря на то, что такой инструмент делается из специальных сортов стали и подвергается специальной закалке, он со временем тупится. Рачительный хозяин никогда не будет выбрасывать даже самое дешевое спиральное сверло, так как его работоспособность несложно восстановить самостоятельно, тем более что в частном доме или гараже у такого человека всегда имеется «эл/наждак» (простейший точильный станок). О том, как заточить сверло по металлу правильно, и будет рассказано в этой статье.
Заточка бывает разная, и это во многом зависит как от диаметра сверла, так и от специфики его применения. Например, от вида металла, с которым предполагается работать («твердый» или «мягкий»).
На что обратить внимание
- В процессе работы кромка располагается строго параллельно рабочей поверхности камня (оси точила).
- Главное – постепенность заточки. Излишне сильно «придавливать» сверло к кругу нежелательно.
- Длина всех кромок должна быть одинаковой.
- Показатель завершенности работы – отсутствие отражающих бликов на обрабатываемой поверхности.
Рекомендуемые углы заточки

Необходимо знать, что универсального значения нет. Для каждого виды обрабатываемого материала выбирается свой угол заточки. Примерные величины указаны в таблице.
Виды заточки
Одноплоскостная
Применяется, как правило, для сверл не более 3 мм. Недостатком является то, что в процессе работы может произойти частичное «выкрашивание» кромки, поэтому такая методика требует особой аккуратности. Смысл в том, что инструмент прикладывается к кругу и перемещается параллельно его рабочей поверхности.
Коническая
 Подходит для сверл более 3 мм. Инструмент удерживается двумя руками, при этом производится последовательное затачивание перьев (легкий прижим к камню с небольшим «покачиванием»).
Подходит для сверл более 3 мм. Инструмент удерживается двумя руками, при этом производится последовательное затачивание перьев (легкий прижим к камню с небольшим «покачиванием»).
Доводка
Ее желательно делать после того, как сверло заточено. Задача – удалить мельчайшие зазубрины, отшлифовать режущие кромки. Для этого применяется соответствующий камень («мягкий»).
Рекомендации
 Для многих людей самостоятельная заточка инструмента на эл/наждаке сопряжена с определенными трудностями или становится невозможной. Причина – плохое зрение.
Для многих людей самостоятельная заточка инструмента на эл/наждаке сопряжена с определенными трудностями или становится невозможной. Причина – плохое зрение.
Судя по сообщениям на различных форумах, не помогают ни хорошая подсветка, ни очки с большими диоптриями. Тем, для кого это действительно проблема, можно посоветовать приобрести специальный станок. Например, китайского производства. Стоит он недорого – порядка 1 500 рублей.
И несмотря на то, что к продукции из этой страны у нас отношение, мягко говоря, «настороженное», о таких изделиях (например, «Калибр -эзс 200с») очень хорошо отзываются те, кто уже с ними работал. Ассортимент станков довольно большой, так что выбор всегда есть («Микра-10» и ряд других).
Для обеспечения большей точности заточки и облегчения этого процесса можно изготовить специальное приспособление. Его смысл понятен из рисунка.
Если под рукой нет эл/наждака (и строгих требований к углу), то для заточки сверла можно использовать «болгарку».
Видеоролик от уважаемого мастера Виктора Леонтьева наглядно демонстрирует весь процесс, поэтому если некоторые нюансы заточки остались непонятными, стоит его просмотреть:
Как выполнить заточку сверла по металлу?
Заточка сверла по металлу может быть выполнена и в домашних условиях. Всем известно, что во время использования сверло становится тупее. Чем чаще будет находиться изделие в работе, тем быстрее оно затупится.
1 Признаки затупленного сверла
Многие люди не учитывают это и производят необходимые им работы, пока сверло полностью не поломается, после чего перестают использовать изделие и приобретают новое. Происходит это по той причине, что начинающие мастера не знают, как выполняется заточка сверл для стали. Следует знать, что это можно выполнить и своими руками, при этом для работы понадобятся инструменты, которые есть в наличии в мастерской.
Просверлить металл можно исключительно заточенным приспособлением. Если в начале выполнения работы произойдет скрип в месте, где соприкасается инструмент с металлом, то это означает, что сверло затупленное. В таком случае приспособление будет прокручиваться, сильно тереться о металл и выделять тепло при сверлении.

Мастера для собственных нужд используют чаще всего небольшие сверла, диаметр которых составляет менее 16 мм. Чтобы заточить затупленное приспособление, рекомендуется использовать специальные конструкции.
Для выполнения заточки можно применить такие инструменты:
- станок для заточки с абразивным кругом;
- машинка для шлифования;
- электрическая дрель с подходящей насадкой.
Можно применить и другое устройство для заточки, на которое есть возможность смонтировать специальный камень и сделать так, чтобы он вращался. Подобное изделие должно обеспечить скорость прокручивания вала более 800-1000 об/мин.
2 Подготовительный этап работы
Перед тем как приступать к работе, понадобится надеть очки и рукавицы, после чего подготовить резервуар с водой.

Мелкая пыль и искры будут отлетать от точила и разлетаться во все стороны. Если не закрыть руки и лицо, то данные мелкие частицы могут сильно порезать открытую кожу. Однако особо опасны они для глаз, которые не защищены. Если пыль попадет в глаза, то могут появиться проблемы со зрением, а в некоторых случаях возможна полная его потеря.
Резервуар с жидкостью необходим для того, чтобы охлаждать устройство, так как в процессе заточки оно будет нагреваться от трения о прокручивающуюся плоскость круга. Если сверло не будет своевременно охлаждено, то оно быстро перегреется и в будущем во время работы сломается.
3 Как выполнить заточку?
Процесс заточки не является сложным, однако нужно соблюдать последовательность действий. Понадобится выбрать подходящий вид заточки. Его следует определять по тому, какую форму надо будет придать режущим элементам приспособления.
Чтобы понять, правильно ли было подточено сверло, понадобится осмотреть его. Признаки правильной заточки являются следующими:
- кромки для резки должны иметь идентичную длину относительно оси сверла;
- элементы должны иметь одинаковые углы заострения.
Заточку следует начинать с заднего основания сверла. Его надо тщательно прижать к кругу. В процессе важно соблюдать правильный угол заточки, который был задан изначально. Без соответствующего опыта все правильно выполнить с первого раза под силу не каждому, поэтому нужно подготовиться к тому, что понадобится сделать несколько этапов. После каждого из них следует тщательно осмотреть основание. Работу надо продолжать до того момента, пока заднее основание не будет иметь форму конуса, если смотреть на него сбоку.

Когда необходимый результат будет получен, можно переходить к заточке элемента для резки. Способы подточки могут быть разными. В процессе следует попытаться сделать так, чтобы 2 элемента были заточены одинаково. Работы по заточке понадобится выполнять под правильным углом.
В случае одноплоскостной подточки заднее основание должно обрабатываться в виде единой плоскости, при этом угол должен находиться в пределах 28-30°. Это простой метод, используемый для изделий небольшой толщины, диаметр которых не превышает 3 мм.
Если работа выполняется данным методом, то сверло надо прижать под необходимым углом к точильному кругу. В процессе заточки элемент не должен переворачиваться или перемещаться. Во многих случаях это приводит к тому, что кромки для резки у сверла рассыпаются, особенно если имеется металл низкого качества.

Режущий элемент сверл большого диаметра должен затачиваться коническим способом. Этот метод выполнить сложнее. Если нет уверенности в правильности выполнения данной работы, то рекомендуется сначала поэкспериментировать с каким-нибудь ненужным основанием, чтобы набраться опыта.
Этот метод заключается в следующем: левой рукой приспособление нужно взять за основание, а правой — за хвост. Держать основание следует рядом с заборным конусом, иначе правильную заточку выполнить не получится. В данном положении сверло будет прижиматься не только кромкой, но и основанием к торцевой части точила. Держащей за хвост рукой сверло надо покачивать, чтобы на задней части изделия получилось конусное основание. После того как будет выполнена правильная заточка одного пера, инструмент надо будет повернуть к точилу другой частью. После этого все действия нужно повторить. В процессе выполнения работы следует учитывать такой нюанс: при заточке пера его не допускается отрывать от точильного инструмента.
Есть и другой метод подточки. Сверло надо взять одной рукой за рабочее основание, а другой — за хвост. Однако к торцевой части сверло следует прижимать исключительно кромкой для резки, после чего в процессе работы приспособление надо провернуть вокруг своей оси, чтобы можно было достичь одинаковой заточки основания.
При подобном методе заточки с двух сторон на заднем основании пера образуется конус, однако сверло будет без сточенного угла в задней части.
4 Моменты, которые следует знать
В процессе выполнения работы следует стараться сохранить изначальную форму заднего основания сверла. Данный нехитрый прием может сильно помочь выдержать допустимый угол заточки. Ручная заточка сверл коническим методом подойдет для изделий диаметром меньше 10 мм. Если имеется изделие большего диаметра, то надо будет подточить основание каждого пера.

В процессе подточки уменьшится передний и задний угол приспособления, при этом угловая часть кромки для резки увеличится. Это дает возможность продлить срок службы изделия и уменьшить ширину поперечной кромки.
Подобный нехитрый метод позволяет придать перу приспособления повышенную прочность, в итоге оно будет реже сминаться и разламываться. В условиях производства после заточки сверла в большом количестве случаев выполняют доводку. Это дает возможность исключить маленькие зазубрины, которые остались после подточки. Элемент получится более гладким. Подобное основание будет меньше изнашиваться, чем после обыкновенной подточки.
5 Использование шаблона для определения угла
Факторы успешной заточки были перечислены ранее. Чтобы исключить ошибки, рекомендуется проверить корректность заточки изделия шаблоном.
Шаблон для заточки можно соорудить самостоятельно из медного, алюминиевого или стального листа толщиной около 1 мм. Рекомендуется отдавать предпочтение изделиям из стальных листов, так как они являются наиболее долговечными. Шаблоном надо будет определить угол при вершине, длину кромок для резки, а также угол между перемычкой и кромкой. Вместо заднего угла, который определить довольно сложно, подобным приспособлением нужно измерить угол заострения. Изделие рекомендуется соорудить перед началом эксплуатации нового сверла, чтобы можно было с последнего перенести необходимые углы.

Неравномерная длина кромок для резки и наклон их к оси сверла могут привести к неправильному распределению нагрузки. Это приведет к тому, что сверло прослужит меньший период из-за большого износа кромки для резки, которая часто будет находиться в перегруженном состоянии.
Неравномерная нагрузка на элементы сверла может вызвать его биение во время резки, в результате увеличится диаметр углубления.
Самый простой метод определения правильности подточки — выполнение пробного сверления.
Если перья будут заточены неравномерно, то у менее нагруженного будет меньшее количество стружки из углубления. В некоторых случаях стружка может вылетать только через одно углубление. Диаметр его может быть большим по сравнению с диаметром сверла.
6 Конструкция для подточки
Устройство для заточки можно соорудить самостоятельно. Прибор состоит из большого основания и небольшого элемента с углублениями для сверл различного диаметра.
Основание прибора, с помощью которого производится заточка спиральных сверл, может быть сооружено из строганных реек толщиной 3-4 см, к которым под углом 32° надо пришить планку из дерева со скошенной боковой частью под углом 27°. Эта планка будет ориентировать под необходимым углом державку со сверлом по отношению к кругу для шлифования. Державку можно соорудить из бруска, одну из частей которого надо скосить под углом 62°.
Произвести заточку сверла по металлу не очень сложно, однако мастер должен выполнять все действия сосредоточенно, иметь терпение и упорство. Если у мастера есть эти качества, то заточка сверл может быть выполнена без проблем. В противном случае рекомендуется производить действия под наблюдением высококвалифицированного специалиста.
Как правильно затачивать сверла по металлу?

Содержание статьи
- Подготовка инструментов
- Подготовительный этап
- Заточка сверла по металлу
- Видео — инструкция
Всем привет! Многие из нас сталкивались с проблемами при использовании затупившихся сверл, работая с твердыми материалами. В этом обзоре мы рассмотрим, как правильно заточить сверла по металлу, чтобы вернуть им рабочие характеристики.
Подготовка инструментов
Чтобы правильно заточить сверло, вам потребуется:
- точильный станок или его заменитель (болгарка с абразивным кругом и т.д.) и штангенциркуль;
- трафарет для проверки заточки сверла (можно изготовить самостоятельно);
- емкость с водой или машинным маслом (для охлаждения сверла в ходе заточки);
- маркер, обрезок металлического уголка с полкой 30 — 40 мм + маленькая струбцина;
- круг из мягкого камня для доводки режущих кромок, защитные очки или маска.

Внимание: согласно правилам техники безопасности, при работе на точильном оборудовании не используются перчатки.
Подготовительный этап
Чтобы сверло эффективно справлялось со своими функциями, важно создать правильный угол при его вершине. Угол при вершине сверла образован режущими кромками, его значение выбирается в зависимости от материала, с которым предстоит работать:
- для стали, чугуна, твердой бронзы — 116° — 118°;
- для латуни и мягкой бронзы — 120° — 130°;
- для красной меди — 125°;
- для алюминия — 140°.

Для удобства заточки рекомендуется изготовить из тонкого металла шаблон, который прикладывается к боковой части сверла и проверяет угол между его осью и режущей кромкой – величина этого угла равна ½ угла при вершине.

Для заточки сверл, конечно — же лучше всего использовать точильный станок, оснащенный подручником. Если нет станка, можно использовать переносные инструменты с абразивным кругом.
При работе болгаркой важно, чтобы устройство было надежно зафиксировано, что достаточно сложно выполнить. С зазором в миллиметр от рабочей поверхности абразивного круга должна располагаться надежно закрепленная рабочая площадка для опоры, направляющей и руки, держащие сверло. Иначе практически невозможно выполнить правильную заточку. При помощи болгарки допускается точить только тонкие сверла, иначе велика вероятность травмы.

Сверла самого малого диаметра допускается точить вручную при помощи плоского напильника.
Заточка сверла
Первая задача – сделать задние поверхности ровными и с одинаковым наклоном. Чтобы правильно ориентировать сверло при заточке, на подручнике абразивного круга нанесите маркером черту под углом к рабочей поверхности круга, соответствующим углу между режущей кромкой и осью сверла (половина угла при вершине). В домашних условиях обычно упрощают задачу и располагают сверло под углом 60°.

Сверло опирается на указательный палец (или на пальцы, при большом диаметре) опирающийся на подручник. Сверло следует расположить боковой стороной параллельно нанесенной контрольной линии. Сверху прижмите его большим пальцем той же руки. Вторая рука держит хвостовик и управляет перемещением сверла во всех плоскостях, фиксирует его в нужном положении. Степень прижима сверла к кругу регулируют обе руки. Не следует сильно сжимать и напрягать пальцы. Держать сверло требуется горизонтально, допускается опускание хвостовика ниже режущей части, но ни в коем случае не наоборот.
Paste a VALID AdSense code in Ads Elite Plugin options before activating it.

Режущая кромка должна встать горизонтально и важно сохранять такое положение в течение заточки задней поверхности. Сверло аккуратно подводится к работающему точилу, касается его с легким нажимом, затем хвостовик следует плавно опустить вниз, не ослабляя нажима. Затем сверло немного отводится назад. Операция может выполняться несколько раз, в зависимости от степени износа рабочей части.

Далее сверло разворачивается вокруг продольной оси на 180 градусов, и операция заточки повторяется для второй задней поверхности. Важно постараться не изменить первоначального положения рук и расположить кромку горизонтально, создать аналогичное первому усилие прижима. Если вторую кромку требуется сточить сильнее, чем первую, операция ее заточки повторяется большее число раз.

Следом выполняется проверка обточенных поверхностей. Ее можно сделать на глаз – режущая кромка должна быть выше всех остальных поверхностей, а задние поверхности должны иметь одинаковую форму и размер. Сверло осматривается на просвет, чтобы отблески на металле не мешали, отгородите его рукой от источника света.

Результат заточки можно проверить шаблоном, прикладывая его поочередно к задним поверхностям вертикально расположенного сверла. Если заметны расхождения, следует подкорректировать на точиле менее сточенную заднюю поверхность. Длина рабочих кромок проверяется штангенциркулем – замеряется расстояние от перемычки до места перехода режущей кромки в ленточку. При расхождении параметров подтачивается более короткая кромка.

Чтобы сверло при заточке было максимально точно ориентировано под заданным углом, в качестве направляющего элемента удобно использовать обрезок стального или алюминиевого уголка с полкой 30 — 40 мм. Обрезок уголка длиной около 70 мм при помощи небольшой струбцины крепится к подручнику таким образом, чтобы сверло, прижатое к нему боковой частью, режущей кромкой попадало точно на рабочую часть абразивного круга. Прилегание боковой части к направляющей следует поддерживать в течение всего цикла заточки.

В процессе заточки сверло следует охлаждать в емкости с водой или машинным маслом – перегретый металл хуже обрабатывается и может повредиться.
Если результат заточки вас удовлетворил, желательно выполнить доводку рабочих кромок на круге из карбида кремния, придать им гладкость, что увеличивает рабочий ресурс сверла.
Видео по теме «как правильно затачивать сверла по металлу»:
Как быстро и правильно заточить сверло
В домашнем хозяйстве самым востребованным электроинструментом является дрель. Используя надежного помощника можно не только высверливать практически любые отверстия, но и вырезать места под установку электромонтажных приборов, включая розетки, выключатели.
Но для этого вам обязательно понадобится набор сверл. Выпускаются сверла для работы с любыми материалами.
В процессе работы сверла тупятся и нуждаются в заточке.
Размещенный ниже материал рассказывает, как правильно заточить сверло по металлу в дополнение посмотрите видео о вариантах заточки
Что такое сверло и как его заточить
Для выполнения сверлильных работ выпускаются специальные инструменты, самым распространенным из которых является сверло.
Внимание! Для работы с различными материалами выпускаются специальные сверла с разным углом заточки сверла.
Кроме того, на углы заточки влияет структура материала. Но обо всем по порядку.
 Различные способы заточки
Различные способы заточки
Сверлом называется режущий инструмент, выполняющий процесс резания за счет вращательного движения при осевой подаче.
Сверла применяются не только для изготовления сквозных отверстий различных диаметров, но и для рассверливания уже существующих отверстий.Применяя сверло, вы можете просверлить сквозное отверстие, сделать углубление нужного диаметра, выполнить сверловку на требуемую глубину.
Но для выполнения перечисленных работ вам понадобится сверло нужного диаметра.
К тому же сверло должно быть правильно заточенное.
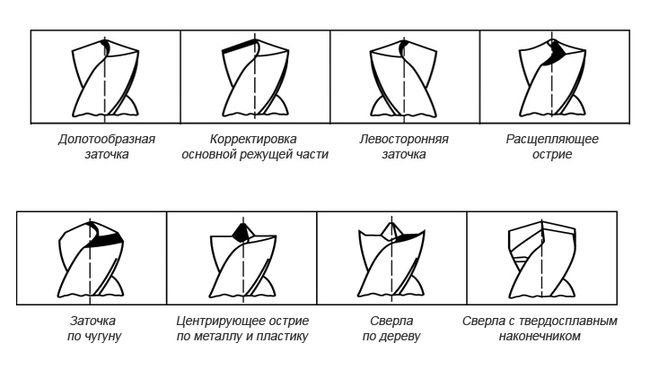 Различные способы заточки под определенный материал
Различные способы заточки под определенный материал
А для того чтобы узнать, как заточить сверло, надо уточнить, для какого материала инструмент будет использоваться.
Конструктивно сверла выпускаются спиральные, плоские или перовые, кольцевые, центровые, для глубокого или одностороннего резания.
Спиральные сверла выпускаются различных диаметров. Диапазон 0,1…80 мм при длине рабочей части до 275 мм.
Плоские сверла используются для изготовления отверстий большого диаметра на большую глубину. Конструктивно режущая часть выполнена в виде лопатки, крепится к державке.
Кольцевые сверла выполнены в виде пустотелой трубы, у которой работает узкая кольцевая режущая часть.
Центровые сверла используются для центровки деталей при точении.

Но все перечисленные инструменты в процессе работы тупятся. А раз сверла тупятся, их надо затачивать. А чтобы узнать, как правильно заточить сверло, надо представлять, для какого материала будет использоваться инструмент и од этого менять угол наклона заточки.
Реже всего тупятся сверла при работе по дереву. Если вы используете сверла при сверловке только по дереву, то такие сверла не требуют заточки на протяжении нескольких месяцев или лет. Надо только бережно относиться к их хранению и использованию.
Для нас же важно научиться затачивать сверла при работе по металлу, бетону.
Затачиваем сверла для работы по металлу
Для того чтобы узнать, как правильно заточить сверло по металлу, достаточно посмотреть видео о способах и углах заточки.
Чтобы произвести заточные работы, надо иметь не только заточное оборудование, но и средства защиты.
Из средств защиты надо обязательно приобрести защитные очки.
А для заточки сверла лучше всего купить заточной станок.
Несколько слов о заточном станке
Чаще всего заточной станок изготавливается на основе небольшого электродвигателя переменного тока 220 в.
Частота вращения заточного станка от 1500 об/мин.
Станок должен быть оборудован в обязательном порядке прозрачным защитным экраном, подпятником.
В домашних условиях не следует использовать сверла диаметром более 16 мм.
Так как правильно заточить сверло по металлу, если сверло затупилось?
О том, что сверлу требуется заточка, можно судить по появляющемуся характерному скрипу при сверлении, особенно в его начале. Одновременно сверло начинает сильно нагреваться, что еще больше приводит к его стиранию.
Точатся сверла на специальных заточных станках. В домашних условиях сверла можно затачивать на простом точиле с камнем, при помощи болгарки с насадкой, на наждачке.
Итак, как правильно заточить сверло по металлу?
Как затачивать сверло, определяет форма задней плоскости сверла.
Дело в том, что заточка сверла производится по задним граням.
Внимание! Правильно заточенное сверло имеет два зуба, заточенные абсолютно одинаково. Говоря о видах заточки, отметим, что их бывает несколько.
 Углы заточки
Углы заточки
Самый простой, одноплоскостной.
Для выполнения одноплоскостной заточки сверло приставляется режущей частью к заточному кругу параллельно. В процессе заточки запрещается перемещать или вращать сверло.

Это самый простой вид заточки. Но его рекомендуется использовать для сверл диаметром до 3 мм. Самым большим недостатком такого вида заточки считается разрушение режущей кромки сверла в процессе работы в виде выкрашиваемости.
Второй распространенный вид заточки называется коническим.
Данный вид заточки используется для сверл диаметром свыше 3 мм. Это более сложный вид заточки.
Коническую заточку сверла сложно выполнить вручную.
Для ее выполнения, надо взять сверло в левую руку, зажав рабочую часть. Правой рукой зажимается хвостовик.
Сверло прижимается режущей кромкой к торцу заточного круга под нужным углом.
Покачивая сверло правой рукой, создайте конусную поверхность на задней грани сверла.
Внимание! Плавными и медленными движениями руки затачивайте перо сверла, не отрывая его от поверхности камня.
Эти же действия выполните и для второй части сверла.
Внимательно следите за выдерживанием формы задней грани и углом заточки.
Для точного измерения углов заточки применяйте специальный прибор, называемый угломером.
Если измерительного прибора нет, можно сделать шаблон.
А какие углы надо выдерживать, где узнать их величину.
Угол заточки сверла по металлу выбирается из таблицы.
Важно! В процессе работы не перегревать сверло, перегрев приводит к послаблению стали. Обязательно делайте охлаждение и закалку водой.
Чтобы обеспечить требуемые углы заточки сверла, рекомендуется использовать специальные приспособления.
Приспособление позволяет затачивать углы сверла с выдерживанием требований таблиц.
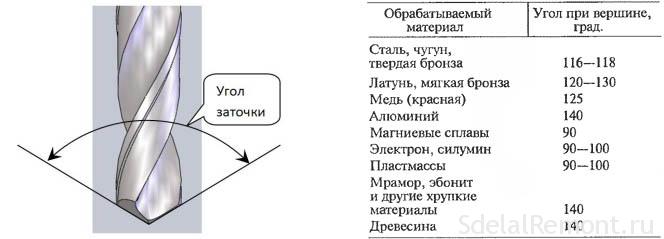 Таблица угла заточки сверла, для различных материалов
Таблица угла заточки сверла, для различных материалов

