

Угловые соединения трубопроводов сваркой
Основные типы сварных швов и их краткие характеристики. Разделка труб по ГОСТ 16037-80
Сварка представляет собой процесс соединения металлических предметов и различных сплавов между собой. Она широко применяется для соединения стальных трубопроводов. В процессе работы сварщики обязаны руководствоваться положениями ГОСТов и СНИПов.
Что регулирует ГОСТ 16037-80
ГОСТ 16037-80 был утвержден для применения Постановлением Госкомитета СССР по стандартам в 1980 гг. Он начал действовать с июля 1981 года и имеет юридическую силу до сих пор. ГОСТ заменил собой ранее действующий стандарт в указанной отрасли 16037-70. В декабре 1990 года в документ были внесены последние и единственные изменения.
Сфера регулирования ГОСТа – сварные соединения стальных трубопроводов. Он обязателен для применения:
Обязательность стандарта обозначает, что все сварщики, которые приступают к сварке стальных труб, должны учитывать положения стандарта. Из сферы регулирования документа исключены сварные соединения, которые применяются для производства труб из полосового и листового материала.
При монтаже трубопроводных систем одним из наиболее распространенных способов является ручная сварка, требования к производству которой прописано в ГОСТ 16037-80. С полным текстом документа можно ознакомиться здесь.
От качества стыков и швов во многом зависит безопасность функционирования трубопроводных систем.
При строгом соблюдении требований стандарта в процессе проектирования и формирования технологического процесса и самом выполнении сварных швов трубопроводов обеспечивается должный уровень качества.
Основные типы сварных швов и их краткие характеристики
В ГОСТе описываются три разновидности сварных соединений стальных трубопроводов, и приводятся их условные обозначения. Это:
- Стыковые – «с».
- Угловые – «у».
- Нахлесточные – «н».
Внутри каждого типа в стандарте выделяются различные подтипы в зависимости от разных параметров. В их числе диаметр и толщина свариваемой трубы, вид сварного шва, число сторон проварки, конфигурация для прокладки и возможность ее съема, наличие скоса кромок (скос одной или двух кромок), форма сечения кромок или шовного материала, способ сварки.
Согласно ГОСТу 16037-80, при соединении трубопровода можно использовать сварку под защитным газом (аргоном), под флюсом и газом. При работе в атмосфере защитных газов допускается применение плавящихся и неплавящихся электродов.
Для определения технологических параметров сварки в ГОСТ 16037-80 рекомендовано учитывать следующие параметры (документ содержит конкретные значения в зависимости от типа сварки):
- толщина заготовок (s);
- ширина шва (e);
- расстояние между кромками (b);
- выпуклость (g);
- толщина шва (а);
- притупление кромки (с);
- глубина нахлеста (В);
- катет углового шва (K);
- диаметр трубы (Dn);
- размер фланцевой фаски (f).
Все указанные параметры актуальны не для всех типов швов.
В процессе работы применяют различные типы сварных соединений в зависимости от специфики ситуации. Для сварки кольцевых стыков труб по ГОСТу применяют стыковые соединения с обозначением С1-С53. Данный тип швов, в свою очередь, может быть выполнен как односторонний и двухсторонний, прямолинейный и с закругленными скосами кромок.
Односторонние швы могут предполагать съемную или остающуюся подкладку, а также плавящуюся вставку.
При соединении секторов на поворотах соединения могут выполняться со скосом кромок и имеют условное обозначение С54-С55.
При соединении фланца с трубопроводом применяется обозначение С56.
Угловые швы прописываются в стандарте как У5-У21, нахлесточные – Н1-Н4.
Разделка труб под сварку
В ГОСТе 16037-80 регулируются не только виды сварных соединений стальных трубопроводов (стыковых, нахлесточных и угловых), но и характеристика проведения подготовительных мероприятий с учетом вида.
Перед проведением сварочных работ необходимо провести подготовительные мероприятия. Они включают:
- Механическую зачистку изделий. Она требуется для удаления пыли, следов коррозии и оксидной пленки.
- Химическая обработка в целях удаления пятен от масла и жира, а также пленки.
- Разделка кромок.
Разделка предполагает механическую обработку кромки. В процессе монтажа трубопровода разделка выполняется с применением специальных машин. При проведении ремонта допускается выполнение разделки посредством угловых шлифовальных машин.
Разделку кромок требуется выполнять при толщине заготовок под сварку от 4 мм. Для угловых соединений скашивают одну или обе кромки под углом 45 градусов.
Стыки на стальных трубопроводах могут быть поворотными и неповоротными. При сварке трубопровода рекомендовано применять первый тип, так как они позволяют сварщику занять наиболее выгодное нижнее положение. Кромки при этом разделываются по всему периметру.
При стыковом соединении разница между толщиной стенок не может быть более 10% и превышать 3 мм.
Перед началом монтажа также обрабатываются кромки и околошовная зона на 20-30 мм. Она очищается от механических загрязнений, коррозийных следов и масложировых пятен.
Перед электродуговой сваркой торцы труб необходимо прихватить друг к другу. При диаметре труб, не превышающем 300 мм, делается 4 прихватки. Если же он превышает 300 мм, то прихваты делаются равномерно через 200-300 мм.
Сварка труб с толщиной более 12 мм производится в три приема (проходки).
Если соединяются толстые трубные заготовки, то сформированный шов нужно сделать толще самой детали. Для формирования соединения с заданными параметрами нужно выполнить разделку кромок после снятия фаски. При этом электроду обеспечивается доступ для качественной сварки шва.
При расчете технологических параметров разделки следует особое внимание уделить корректности расчета и соблюдению определенных значений разделки. Это снижает трудоемкость, позволяет экономно расходовать материалы и контролировать себестоимость.
При подготовке стыков разновидность фаски зависит от толщины заготовок: при толщине 3-25 мм применяется односторонняя фаска, 26-60 мм – двухсторонняя. Для угловых стыков устанавливаются такие границы: при значении до 20 мм – односторонняя, до 50 мм – двухсторонняя.
Исходя из геометрической формы профиля, различают следующие подвиды разделки:
- Традиционный (стандартный) скос с профилем в виде трапеции.
- Х-образный, когда два скоса сделаны так, что напоминает профилем очертания буквы Х (практикуется для применения заготовки толщиной 3-25мм).
- U-образный, где профиль поперечного сечения имеет криволинейную форму и напоминает букву U. ГОСТ рекомендует применять данную форму при большой толщине заготовки (26-60мм) для снижения площади сечения и снижения расходов материалов.
Если же труба имеет толщину свыше 60 мм, то применяются специальные формы (в частности, уступы и сложные криволинейные профили).
Для разделки используются газовые резаки и механическая обработка. Первый способ обладает определенными ограничениями и недостатками: он отличается невысокими качествами. Наиболее высокая точность обеспечивается фрезерной обработкой, в отношении труб большого диаметра могут использоваться специальные торцовочные аппараты или шлифмашинки.
Таким образом, ГОСТы на проведение сварочных мероприятий выступают важным документом, которые регламентируют условия для подготовки и проведения сварочных работ. В ГОСТе 16037-80 определены методы сварки стальных трубопроводов, типы соединений, способы разделки и конструктивные элементы для каждого типа. Соблюдение рекомендуемых параметров продлевает сроки службы трубопроводов, обеспечивает долговечность, прочность и герметичность швов.
Сварка угловых соединений
Сварка угловых соединений труб . Чтобы добиться проплава в угловом соединении (рис. 1), независимо от диаметра трубы, толщины металла и стенки трубы, а также от положения сварки в пространстве, необходимо первый валик (корневой угловой) выполнить электродом диаметром 3 мм на максимальном токе 95-120 А в зависимости от толщины металла.
Другие страницы по теме Сварка угловых соединений :

Сварка угловых соединений
Приварка пластины к трубе вертикального положения .

Рисунок 2. Приварка пластины к трубе вертикального положения .
Сварка угловых соединений производится «углом назад». 1-й валик должен быть по полноте «нормальным» с максимальным проплавом и минимальным по сечению.
Второй валик выполняется электродом диаметром 4 мм на сварочном токе в среднем или максимальном диапазоне в зависимости от толщины металла.
«Замок» второго валика не должен совпадать с «замком» первого валика.
В зависимости от заданного катета выбрать скорость продвижения электрода. Сварку производить без манипулирования, используя длину дуги (короткую или среднюю). Электродом диаметром 4 мм (со средним покрытием по толщине, марки: УОНИИ, MР, АНО и др.) равномерный катет на обе кромки в один проход можно выполнить максимальным в 7-8 мм. Если требуется выполнить катет более 8 мм, необходимо сварку произвести в несколько проходов. Третий валик выполнить на основание, как в нижнем положении, добившись плавного начала валика. При подходе к началу валика обить шлак и если крутое и высокое начало — произвести механическую зачистку или подрубку. Остановка перед началом валика не должна быть менее 15 мм. Переплавив начало третьего валика и не обрывая дуги, подняться на третий валик и начать выполнять четвертый так, чтобы нижний край жидкой ванны соединялся с вершиной третьего валика и образовывал на наружной поверхности заданную форму шва <�«нормальный» или «вогнутый»). Техника сварки четвертого валика та же, что и третьего. При замене электрода вновь подготовить площадку (обив от шлака) под сварку пятого валика. В зависимости от глубины и величины незаполненного катета между четвертым валиком и вертикальной стенкой трубы, сварку выполнить в один или два валика. Последний - верхний валик (пятый или шестой - выполнить «нормальным» без подреза на вертикальной стенке. Для этого необходимо, чтобы после предпоследнего валика (четвертого по рис. 2). оставалась минимальная площадка. Пятый валик выполняется почти как горизонтальный на сварочном токе в среднем диапазоне электродом диаметром 4 мм или 3 мм в зависимости от толщины металла и диаметра трубы и величины незаполненной разделки (незаполненного катета).
Приварка пластины к трубе горизонтального положения .

Труба делится вертикальной осевой на два участка, каждый участок на три положения (зоны):
Рисунок 3. Приварка пластины к трубе горизонтального положения .
Сварка каждого участка выполняется с потолочного положения. Первый корневой валик начинается с другого участка на расстоянии 10-20 мм от вертикальной осевой электродом диаметром 3 мм на максимальном токе короткой дугой «углом назад». До вертикальной осевой сварка ведется на спуск. За вертикальной осевой — на подъем, сварку производить «углом вперед» до положения (зоны) III. Постепенно выравнивая угол наклона электрода до 90° по шву, перейти на сварку «углом назад» и закончить валик за вертикальной осевой на 10-20 мм. Корневой валик второго участка начинается с потолочного положения также с другого участка за 10-20 мм за вертикальной осевой и выполняется с той же техникой, что и первый участок.
Весь корневой валик выполняется на одном сварочном токе, небольшого сечения, «нормальной» формы, добиваясь проплавления в угловом соединении. Второй слой выполняется электродом диаметром 3 мм или 4 мм в зависимости от толщины металла диаметра трубы и заданного катета, на сварочном токе среднего для электрода диаметром 4 мм или максимального для электрода диаметром 3 мм диапазона. Потолочное положение выполняется узкими валиками шириной 1-1,5 диаметра электрода с покрытием. Второй валик формировать на пластине и первом корневом валике до положения (вертикального), когда на выбранном сварочном токе трудно сформировать узкий валик. Третий валик — между вершиной второго и трубой, отступив от начала второго на 5-10 мм. Дойдя до окончания второго валика, переплавить его кратер и вертикальное положение (зона II) выполнить одним валиком по всей ширине шва, сохраняя равномерное положение металла шва на обе поверхности.
Сварка по всей ширине вертикального положения позволяет выполнять валик на том же сварочном токе, что и в потолочном положении. Манипулирование электродом — как при вертикальной сварке, только со смещением влево на подъеме с потолочного положения до горизонтальной осевой и со смещением вправо за горизонтальной осевой при подходе к нижнему положению.
Такое манипулирование необходимо для того, чтобы поддерживать жидкую ванну в горизонтальном положении, что способствует формированию шва правильной формы.
Сварку в один проход производить до тех пор, пока не возникнут трудности сформировать по всей ширине (катету) валик на вертикальную и нижнюю поверхности. В этом случае, не обрывая дуги, перейти в два (три) валика, как и в потолочном положении, только первый валик выполнить на трубе как угловой в нижнем положении и закончить его за вертикальной осевой на 10-20 мм другого участка, сохраняя размер (катет) валика на трубе.
Четвертый валик начать чуть ниже на 5 мм от момента перехода с одно го прохода на два и выполнить его, соединив вершину первого с пластиной, закончив в зените или на 5-10 мм (не более) за вертикальной осевой Как правило, такой валик, во избежание зашлаковки и для сохранения формы и размера шва на вертикальной плоскости (пластине), приходите выполнять, манипулируя электродом как бы в вертикальном положении, только со смещением вправо и заходом вперед по первому валику, поддерживая жидкую ванну в горизонтальном положении. В самом зените нижнего положения (короткий участок на пластине) бывает сложно набрать вторым валиком заданный катет. После заварки второго участка по той же технике сварки, проложить дополнительный валик на пластину (пятый в нижнем положении), если необходимо набрать определенный катет шва.
Рекомендуется дополнительный валик, пятый, выполнить электродом 3 мм, подобрав сварочный ток как для горизонтального шва на вертикальной плоскости. Последующие и лицевые слои, если заложен большой катет, выполнить по рекомендуемой технике сварки второго слоя. Сварка всех видов валиков выполняется короткой дугой.
Приварка пластины к трубе вертикального положения в потолочном исполнении .

Рисунок 4. Приварка пластины к трубе вертикального положения в потолочном исполнении .
Порядок выполнения валиков такой же, что в нижнем положении.
Первый (корневой) валик варится электродом диаметром 3 мм короткой дугой, под «прямым углом» или «углом назад» — 70°-90°. По отношению к поверхностям — под 45°. Сварочный ток в максимальном диапазоне.
Второй валик по возможности выполнить электродом диаметром 4 мм, как и первый, подобрав сварочный ток в среднем диапазоне.
Третий слой выполнить в несколько проходов, начиная первый (третий по рис. 4) на трубе и втором валике. Валик выполняется как горизонтальный, с полочкой. На расстоянии до начала валика не менее 10 мм необходимо сварку остановить, зачистить от шлака шов и продолжить сварку по спирали. Используя полочку предыдущего валика, заполняя угол по заданному катету, сварка производится в виде наплавки, узкими валиками. Валики между первым в каждом слое и последним (6-м по рис.4) выполняются под углом, как и корневой. Последний (шестой) — как потолочный «нормальный» без полочки.
СНиП III-42-80 : Сборка, сварка и контроль качества сварных соединений трубопроводов
4.1. Перед сборкой и сваркой труб необходимо:
произвести визуальный осмотр поверхности труб (при этом трубы не должны иметь недопустимых дефектов, регламентированных техническими условиями на поставку труб);
очистить внутреннюю полость труб от попавшего внутрь грунта, грязи, снега;
выправить или обрезать деформированные концы и повреждения поверхности труб;
очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 10 мм.
При стыковой сварке оплавлением следует дополнительно зачищать торец трубы и пояс под контактные башмаки сварочной машины.
4.2. Допускается правка плавных вмятин на торцах труб глубиной до 3,5 % диаметра труб и деформированных концов труб безударными разжимными устройствами. При этом на трубах из сталей с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) допускается правка вмятин и деформированных концов труб при положительных температурах без подогрева. При отрицательных температурах окружающего воздуха необходим подогрев на 100—150°С. На трубах из сталей с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более — с местным подогревом на 150—200° С при любых температурах окружающего воздуха.
Участки и торцы труб с вмятиной глубиной более 3,5 % диаметра трубы или имеющие надрывы необходимо вырезать.
Допускается ремонт сваркой забоин и задиров фасок глубиной до 5 мм.
Концы труб с забоинами и задирами фасок глубиной более 5 мм следует обрезать.
4.3. Сборка труб диаметром 500 мм и более должна производиться на внутренних центраторах. Трубы меньшего диаметра можно собирать с использованием внутренних или наружных центраторов. Независимо от диаметра труб сборка захлестов и других стыков, где применение внутренних центраторов невозможно производится с применением наружных центраторов.
4.4. При сборке труб с одинаковой нормативной толщиной стенки смещение кромок допускается на величину до 20 % толщины стенки трубы, но не более 3 мм при дуговых методах сварки и не более 2 мм при стыковой сварке оплавлением.
4.5. Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра или труб с деталями (тройниками, переходами, днищами, отводами) допускается при следующих условиях:
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых 12 мм и менее) не превышает 2,5 мм;
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых более 12 мм) не превышает 3 мм.
Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или трубами с дeтaлями переходников или вставок промежуточной толщины, длина которых должна быть не менее 250 мм.
При разнотолщинности до 1,5 толщины допускается непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали. Конструктивные размеры разделки кромок и сварных швов должны соответствовать указанным на рис. 1.
Смещение кромок при сварке разностенных труб, измеряемое по наружной поверхности, не должно превышать допусков, установленных требованиями п. 4.4 настоящего раздела.
Подварка изнутри корня шва разностенных труб диаметром 1000 мм и более по всему периметру стыка обязательна, при этом должен быть очищен подварочный слой от шлака, собраны и удалены из трубы огарки электродов и шлак.
Рис. 1. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб (до 1,5 толщины стенки)
4.6. Каждый стык должен иметь клеймо сварщика или бригады сварщиков, выполняющих сварку. На стыки труб из стали с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) клейма должны наноситься механическим способом или наплавкой. Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм2) и более маркируются несмываемой краской снаружи трубы.
Клейма наносятся на расстоянии 100—150 мм от стыка в верхней полуокружности трубы.
4.7. Приварка каких-либо элементов, кроме катодных выводов, в местах расположения поперечных кольцевых, спиральных и продольных заводских сварных швов, не допускается. В случае если проектом предусмотрена приварка элементов к телу трубы, то расстояние между швами трубопровода и швом привариваемого элемента должно быть не менее 100 мм.
4.8. Непосредственное соединение труб с запорной и распределительной арматурой разрешается при условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщины стенки стыкуемой с ней трубы в случае специальной подготовки кромок патрубка арматуры в заводских условиях согласно рис. 2.
Во всех случаях, когда специальная разделка кромок патрубка арматуры выполнена не в заводских условиях, а также когда толщина свариваемой кромки патрубка арматуры превышает 1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем вварки между стыкуемой трубой и арматурой специального переходника или переходного кольца.
Рис. 2. Подготовка промок патрубков арматуры при непосредственном соединении их с трубами
4.9. При сварке трубопровода в нитку сварные стыки должны быть привязаны к пикетам трассы и зафиксированы в исполнительной документации.
4.10. При перерыве в работе более 2 ч концы свариваемого участка трубопровода следует закрыть инвентарными заглушками для предотвращения попадания внутрь трубы снега, грязи и т. п.
4.11. Кольцевые стыки стальных магистральных трубопроводов могут свариваться дуговыми методами сварки или стыковой сваркой оплавлением.
4.12. Допускается выполнение сварочных работ при температуре воздуха до минус 50°С.
При ветре свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инвентарных укрытий запрещается.
4.13. Монтаж трубопроводов следует выполнять только на монтажных опорах. Применение грунтовых и снежных призм для монтажа трубопровода не допускается.
4.14. К прихватке и сварке магистральных трубопроводов допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков Госгортехнадзора России, имеющие удостоверения и выдержавшие испытания, регламентируемые требованиями пп. 4.16—4.23 настоящего раздела.
4.15. Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается.
4.16. При производстве сварочных работ каждый сварщик (бригада или звено сварщиков в случае сварки стыка бригадой или звеном) должен (должны) сварить допускной стык для труб диаметром до 1000 мм или половину стыка для труб диаметром 1000 мм и более в условиях, тождественных с условиями сварки на трассе, если:
он (они) впервые приступил(и) к сварке магистрального трубопровода или имел(и) перерыв в своей работе более трех месяцев;
сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования;
изменился диаметр труб под сварку (переход от одной группы диаметров к другой — см. а — в на рис. 3);
изменена форма разделки торцов труб под сварку.
Рис. 3. Схема вырезки образцов для механических испытаний
а — трубы диаметром до 400 мм включительно; б — трубы диаметром от 400 мм до 1000 мм; в — трубы диаметром 1000 мм и более; 1 —образец для испытания на растяжение (ГОСТ 6996-66, тип XII или XIII); 2 — образец на изгиб корнем шва наружу (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро; 3 — образец на изгиб корнем шва внутрь (ГОСТ 6996—66, тип XXVII или XXVIII) или на ребро
4.17. Допускной стык подвергается:
визуальному осмотру и обмеру, при котором сварной шов должен удовлетворять требованиям пп. 4.26; 4.27 настоящего раздела;
радиографическому контролю в соответствии с требованиями п.4.28 настоящего раздела;
механическим испытаниям образцов, вырезанных из сварного соединения в соответствии с требованиями п. 4.19 настоящего раздела.
4.18. Если стык по визуальному осмотру и обмеру или при радиографическим контроле не удовлетворяет требованиям пп.4.26,4.27, 4.32 настоящего раздела, то производится сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков бригада или отдельный сварщик признаются не выдержавшими испытание.
4.19. Механическими испытаниями предусматривается проверка образцов на растяжение и изгиб, вырезанных из сварных соединений. Схема вырезки и необходимое количество образцов для различных видов механических испытаний должны соответствовать указанным на рис. 3 и в табл. 3.
Диаметр трубы, мм
Количество образцовдля механических испытаний
СОЕДИНЕНИЯ СВАРНЫЕ
Типы и размеры
1 Область применения
Настоящий стандарт распространяется на сварные стыковые и угловые соединения, применяемые для сборки трубопроводов (и их блоков) атомных станций (АС) из сталей перлитного класса, отнесённых правилами устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок — ПНАЭ Г-7-008 [1], утвержденными Госатомнадзором России, к группам В и С и присоединения указанных трубопроводов к оборудованию и трубопроводной арматуре.
Стандарт устанавливает основные типы сварных соединений, способы сварки, сварочные материалы, форму и конструкционные элементы подготовленных к сварке кромок изделий и размеры выполненных швов.
Стандарт соответствует требованиям ПНАЭ Г-7-008 [1], основным положениям по сварке и наплавке оборудования и трубопроводов АС — ПНАЭ Г-7-009 [2] и правилам контроля сварных соединений и наплавок ПНАЭ Г-7-010 [3], утвержденным Госатомнадзором России.
Настоящий стандарт может быть также применен при проектировании и изготовлении трубопроводов АС, на которые распространяют своё действие правила пара и горячей воды для объектов использования атомной энергии — НП-045 [4], утвержденные Госатомнадзором и Госгортехнадзором России или строительные нормы и правила — СНиП 3.05.05 [5], утвержденные Госстроем СССР.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
OCT 34-42-661-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб 2 ) и t ≤ 350 °С для атомных электростанций. Отводы гнутые
ОСТ 34-42-662-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб 2 ) и t ≤ 350 ° C для атомных электростанций. Трубы крутоизогнутые
ОСТ 34-42-663-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб 2 ) и t ≤ 350 ° C для атомных электростанций. Отводы сварные
ОСТ 34-42-664-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб 2 ) и t ≤ 350 ° C для атомных электростанций. Переходы точёные
ОСТ 34-42-665-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб 2 ) и t ≤ 350 ° C для атомных электростанций. Переходы сварные листовые
ОСТ 34-42-666-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб 2 ) и t ≤ 350 ° C для атомных электростанций. Заглушки плоские приварные
ОСТ 34-42-667-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб 2 ) и t ≤ 350 ° C для атомных электростанций. Заглушки плоские приварные с рёбрами
ОСТ 34-42-668-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб 2 ) и t ≤ 350 ° C для атомных электростанций. Фланцы плоские приварные с патрубком
ОСТ 34-42-670-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб 2 ) и t ≤ 350 ° C для атомных электростанций. Ответвления штуцерами
ОСТ 34-42-671-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб 2 ) и t ≤ 350 ° C для атомных электростанций. Штуцеры
ОСТ 34-42-672-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб 2 ) и t ≤ 350 ° C для атомных электростанций. Кольца подкладные для ответвлений
OCT 34-42-673-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб 2 ) и t ≤ 350 ° C для атомных электростанций. Тройники точёные равнопроходные
ОСТ 34-42-674-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб 2 ) и t ≤ 350 °C для атомных электростанций. Тройники переходные с усиленным штуцером
ОСТ 34-42-675-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб 2 ) и t ≤ 350 ° C для атомных электростанций. Тройники сварные равнопроходные
ОСТ 34-42-676-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб 2 ) и t ≤ 350 ° C для атомных электростанций. Тройники сварные переходные
ОСТ 34-42-677-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб 2 ) и t ≤ 350 ° C для атомных электростанций. Тройники сварные равнопроходные с накладкой
ОСТ 34-42-678-84 Детали и сборочные единицы трубопроводов из бесшовных и электросварных труб из углеродистой стали на Рраб 2 ) и t ≤ 350 ° C для атомных электростанций. Тройники сварные переходные с накладкой
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный документ заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться замененным (измененным) документом. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и обозначения
3.1 В настоящем стандарте применены термины, определения и обозначения по СТО 79814898 107 [6].
4 Общие положения
4.1 Для изготовления трубопроводов групп В и С АС из сталей перлитного класса следует применять трубы по СТО 79814898 104 [7] и фасонные детали по ОСТ 34-42-661 — ОСТ 34-42-678
4.2 Подготовка труб и фасонных деталей под сварку, процессы сборки и сварки должны выполняться по производственно-технологической документации (ПТД), а контроль качества сварных соединений — по производственно-контрольной документации (ПКД), разрабатываемым предприятием-изготовителем (монтажной организацией) в соответствии с требованиями настоящего стандарта, ПНАЭ Г-7-009 [2], ПНАЭ Г-7-010 [3], СТО 79814898 107 [6] и технических условий.
4.3 Регламентируемые ПТД и ПКД операции должны выполняться квалифицированным и аттестованным на их выполнение персоналом.
4.4 Допускается объединение ПКД с ПТД.
5 Стыковые соединения
5.1 Сварку труб и фасонных деталей трубопроводов рекомендуется выполнять ручной дуговой, аргонодуговой и комбинированной сваркой.
Примечание — Комбинированная сварка: корень шва выполняется аргонодуговой сваркой, а заполнение разделки осуществляется ручной дуговой сваркой покрытыми электродами.
5.2 Типы сварных соединений для сварки труб и фасонных деталей, способы сварки и размеры сварных швов должны соответствовать ПНАЭ Г-7-009 [2] (пункт 12.3).
Применяемые сварочные материалы, в зависимости от способа сварки, выбираются по ПНАЭ Г-7-009 [2] (таблица 3).
5.3 Сварное соединение 1-17 (С-16) на остающемся подкладном кольце, как правило, не допускается. В исключительных случаях, оговорённых ПНАЭ Г-7-009 [2] (пункт 5.3.21), допускается применение указанного соединения в соответствии с требованиями ПНАЭ Г-7-009 [2] (пункты 5.3.22, 12.10 и 12.11).
5.4 Для сварки труб и фасонных деталей с трубопроводной арматурой следует применять типы сварных соединений согласно общим техническим требованиям к арматуре атомных станций — НП-068 [8] (пункт 2.3.7), утвержденным Ростехнадзором.
5.5 На чертежах трубопроводов и их блоков необходимо указывать тип сварного соединения в соответствии с обозначением, принятом в ПНАЭ Г-7-009 [2].
Допускается ссылка на настоящий стандарт без указания типов сварных соединений, если последние соответствуют 5.6.
— труб и фасонных деталей, поставляемых в составе трубопроводных блоков, в замыкающих блок торцевых сечениях;
— фасонных деталей трубопроводов, поставляемых отдельно,
за исключением случаев, когда иное не предусмотрено проектом трубопровода, должны быть выполнены в соответствии с рисунками 1 — 4 таблицы 1 и данными таблиц 4.1 и 4.2.
Примечание — Для фасонных деталей трубопроводов размеры подготовки кромок выбираются по таблицам 4.1 и 4.2 в зависимости от размеров присоединяемой трубы.
Угловые соединения трубопроводов сваркой

Способы сварки трубопроводов и виды сварных соединений
При изготовлении и монтаже технологических трубопроводов наиболее распространенным способом получения неразъемных соединений является сварка. Сваривать трубопроводы можно промышленным способом, обеспечивающим выполнение требований СНиП III-Г.9—62. При этом должны быть максимально использованы автоматические или полуавтоматические способы сварки.
Сварке подвергают металлы, неметаллические материалы — пластмассы, стекло.
Все существующие способы сварки можно разделить на две основные группы: сварка давлением (пластическая) и сварка плавлением.
Основные способы сварки, получившие или получающие в настоящее время широкое применение в народном хозяйстве, приведены в классификации.
При изготовлении и монтаже технологических трубопроводов применяют в основном следующие виды сварки: ручную газовую, ручную электродуговую с помощью металлических электродов, полуавтоматическую и автоматическую электродуговую под слоем флюса, полуавтоматическую и автоматическую электродуговую в среде защитных газов, электроконтактную стыковую. В последнее время внедряется сварка порошковой и голой электродной проволоками, а также стыковая при высокочастотном нагреве (рис. 76).
Наибольшее применение при изготовлении трубопроводов получили способы электродуговой сварки, которые производят на постоянном и переменном токе. При сварке на постоянном токе к изделию присоединяют провод, соединенный с плюсовым полюсом машины, а к электроду — провод от минусового полюса машины. Такое соединение сварочной цепи называется соединением с прямой полярностью. Обратное соединение сварочных проводов — плюс на электроде и минус на изделии называется соединением с обратной полярностью.
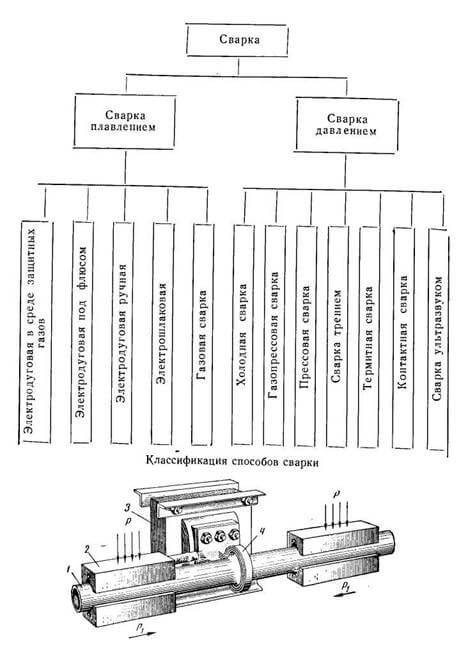
Рис. 76. Принципиальная схема стыковой сварки труб при индукционном нагреве: 1 — труба, 2 — зажим, 3 — трансформатор ТВЧ, 4 — индуктор
Экономически более выгодна сварка на переменном токе вследствие меньшего расхода электроэнергии, меньшей стоимости оборудования и более простого ухода за ними по сравнению с машинами постоянного тока.
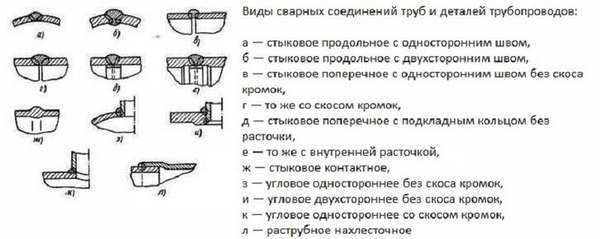
При сварке технологических трубопроводов используют различные виды сварных соединений — стыковые, нахлесточные, а в ряде случаев — угловые (приварка штуцеров, плоских фланцев). На рис. 77 приведены часто применяемые виды сварных соединений труб и деталей трубопроводов.
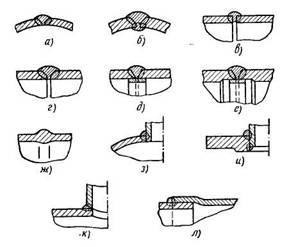
Рис. 77. Виды сварных соединений труб и деталей трубопроводов:
а — стыковое продольное с односторонним швом, б — стыковое продольное с двухсторонним швом,
в — стыковое поперечное с односторонним швом без скоса кромок, г — то же со скосом кромок,
д — стыковое поперечное с подкладным кольцом без расточки, е — то же с внутренней расточкой,
ж — стыковое контактное, з — угловое одностороннее без скоса кромок,
и — угловое двухстороннее без скоса кромок, к — угловое одностороннее со скосом кромок,
л — раструбное нахлесточное.
Благодаря повышенной прочности наибольшее распространение имеет сварное соединение встык. Стыковые соединения могут иметь продольное (рис. 77, а,б) и поперечное (рис. 76,в— ж) расположение шва. Продольные стыки часто выполняют при изготовлении труб и деталей трубопроводов из листа, поперечные стыки — при соединении труб и деталей трубопроводов между собой.
По характеру выполнения сварного соединения швы разделяются на односторонние (рис. 77,а, в, г), двухсторонние (рис. 77,6), односторонние с подкладным кольцом (рис. 77, д, е). Трубопроводы с условным проходом до 500 мм сваривают только односторонним швом. Двухсторонний шов, т. е. с подваркой корня шва с внутренней стороны для повышения прочности соединения применяют для трубопроводов с условным проходом 600 мм и выше. Ограниченное применение подкладных колец объясняется тем, что они уменьшают проходное сечение трубопровода и вызывают дополнительное гидравлическое сопротивление.
Угловое сварное соединение без скоса кромок (рис. 77, з, и) и со скосом одной кромки (рис. 77, к) выполняют при изготовлении сварных деталей трубопроводов, а также при сварке деталей с трубами.
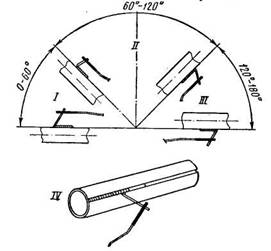
Рис. 78. Положение сварного шва в пространстве:
I — нижнее, II — вертикальное, I I I — потолочное, IV — горизонтальное на вертикальной плоскости
Сварное соединение в раструб — нахлесточное (рис. 77, л) является менее прочным, чем стыковое, и требует дополнительного расхода труб, а также необходимости производить предварительную раздачу конца трубы по диаметру. Такое соединение нашло применение в основном при сварке труб из цветных металлов и неметаллических материалов.
В соответствии с положением швов в пространстве различают сварку в нижнем I и вертикальном II положениях, а также в верхнем потолочном Положении III (рис. 78). В зависимости от условий выполнения сварочных работ их подразделяют на поворотные и неповоротные.
Большинство поворотных стыков труб и деталей, выполняемых на трубозаготовительных заводах и в мастерских, сваривают наиболее простым и удобным швом в нижнем положении. Сварка неповоротных стыков значительно сложнее и требует высокой квалификации сварщика.
Вне зависимости от способа сварки основными требованиями, предъявляемыми к сварному шву технологических трубопроводов, являются прочность, пластичность и плотность. Прочность и пластичность металла швов должна быть не ниже, чем у основного металла.
К сварке и прихватке стыков трубопроводов I, II, III и IV категории допускаются сварщики, имеющие удостоверение о сдаче испытаний в соответствии с «Правилами испытания электросварщиков и газосварщиков для допуска их к ответственным сварочным работам», утвержденными Госгортехнадзором.
Номера сварных стыков трубопроводов I и II категории необходимо записывать в журнале сварочных работ. К сварке и прихватке стыков трубопроводов V категории допускаются сварщики без сдачи испытаний по правилам Госгортехнадзора, неуспешно выполнившие пробные стыки.
Каждому сварщику выдается клеймо, номер которого он обязан выбивать на расстоянии 30—50 мм от стыка.
1. Какие основные виды сварки применяют при трубопроводных работах?
2. Какие основные виды сварных соединений используют при сварке трубопроводов, в чем их особенности?
3. Какие основные требования предъявляют к сварным швам?
4. Какие положения могут иметь сварные швы в пространстве, в чем особенности?
Все материалы раздела «Сварка труб» :
Угловые соединения трубопроводов сваркой
В современном строительстве используются различные виды труб. От материала изготовления свариваемых изделий, конечно же, зависит и технология сварки труб. Прежде чем описать технологию, нужно разобраться, какие существуют способы сварки труб в современных условиях.

Виды сварных соединений труб и деталей трубопроводов.
Трубопроводы свариваются встык и могут использоваться для подачи газа и жидкостей. Они работают при различных температурах нагрева и давлениях. Основные конструктивные элементы и типы швов сварных соединений установлены ГОСТ 16038-80 для медно-никелевых и медных, ГОСТ 16037-80 для стальных трубопроводов. Такие соединения обозначены в ГОСТ 5264-80 У1, могут встречаться в стальных колоннах, балках, резервуарах и фермах. Особое распространение нашли в машиностроительных конструкциях, котлах, баках и трубопроводах.
Сварные соединения под острым и тупым углом должны выполняться в соответствии с ГОСТ 11534-75.
Данный стандарт устанавливает основные конструктивные элементы, типы и размеры сварных соединений конструкций из низколегированных и углеродистых сталей, которые выполняются сваркой плавящимся электродом при толщине свариваемого металла до 60 мм во всех пространственных положениях, при расположении свариваемых деталей под тупым или острым углом. Исполнение требований этого стандарта является обязательным.
Можем выделить несколько типов сварных соединений: стыковое, тавровое, внахлестку и угловое. Вид сварного шва может изменяться в зависимости от типа соединения. Обычно угловой шов имеет вогнутую или плоскую иногда выпуклую поверхность. Размер такого шва задается катетом, видимым или расчетным. Угловые и стыковые швы бывают односторонние и двусторонние. Пробочные швы различают по форме подготовки кромок и размерам. Необходимо проверить перпендикулярность плоскости реза трубы к ее оси, величину притупления и угол раскрытия шва при подготовке стыков труб под сварку.
Высота косынки и длина шва при сварке под разными углами

Угол наклона электрода: а – в горизонтальной плоскости; б- в вертикальной плоскости
При угле α 30 коэффициент 3,73;
35 -3,17; 40 – 2,75; 45 – 2,41; 50 – 2,15; 35 – 3,17; 40 – 2,75; 45 – 2,41; 50 – 2,15; 55 – 1,92; 60 – 1,73; 65 – 1,57; 70 – 1,43; 75 – 1,3; 80 – 1,19; 85 – 1,09; 90 – 1,00; 95 – 0,92; 100 – 0,84; 105 – 0,77; 110 – 0,7; 115 – 0,64; 120 – 0,58; 125 – 0,52; 130 – 0,47; 135 – 0,41; 140 – 0,36; 145 – 0,32; 150 – 0,27; 155 – 0,22; 160 – 0,18; 165 – 0,13; 170 – 0,09; 175 – 0,04;
К примеру: величина коэффициента – 2,41 при сварке двух труб под углом 45° наружным диаметром D = 520 мм; тогда величина срезаемой косынки будет равна 1253 мм = 520 х 2,41
Чтобы вычислить длину шва, наружный диаметр трубы умножаем на соответствующий коэффициент:
при угле α 30 коэффициент 8,86;
35 – 7,7; 40 – 6,8; 45 – 6,2; 50 – 5,7; 55 – 5,29; 60 – 4,96; 65 – 4,7; 70 – 4,46; 75 – 4,27; 80 – 4,1; 85 – 3,97; 90 – 3,85; 95 – 3,74; 100 – 3,65; 105 – 3,57; 110 – 3,5; 115 – 3,44; 120 – 3,39; 125 – 3,35; 130 – 3,31; 135 – 3,27; 140 – 3,24; 145 – 3,22; 150 – 3,19; 155 – 3,18; 160 – 3,16; 165 – 3,15; 170 – 3,15; 175 – 3,14;
Разность толщин стенок труб под сварку и смещение их кромок не должны превышать 10% от толщины стенки и не должны быть более 3 мм. Должен обеспечиваться равномерный зазор при стыковке труб и 2-3 мм между соединяемыми кромками стыкуемых элементов.
Варианты выполнения швов в различных положениях

Положение электрода при сварке “в лодочку”: a – сварка в симметричную “лодочку”; б – сварка в несимметричную ; в – пространственное положение электрода
Угловые соединения могут выполняться в нижнем положении. Варят угловые соединения «в несимметричную лодочку» и «в симметричную лодочку». Для того чтобы избежать подрезов и непровара кромок, сварку «в лодочку» следует вести электродом, с допустимым опиранием козырька на кромки. Если наложение угловых швов выполняется наклонным электродом, сварку следует вести «углом назад». Угловые швы с катетами более 10 мм без скоса кромок выполняются в один слой с задержкой в корне шва поперечными движениями электрода «треугольником».
Сваривание нахлесточных соединений угловых швов в нижнем положении производится электродами в один слой диаметром до 5 мм без поперечных колебаний. Чтобы добиться проплава углового соединения, необходимо первый валик (корневой угловой) выполнить электродом с диаметром 3 мм при максимальном токе в зависимости от толщины металла 95-120 А.
Перед сборкой стыкуемых труб на длину 15 — 20 мм очищают от грязи, ржавчины, окалины и масла. Составной частью сварного шва являются прихватки. При сварке труб прихватка выполняется в 4 местах по окружности диаметром до 300 мм равномерно швом 50 мм длиной и высотой каждая 3 — 4 мм. При сварке труб более 300 мм диаметром прихватки располагают равномерно через каждые 250 — 300 мм по всей окружности стыка.
Существующие на сегодняшний день способы сварки можно условно разделить на 2 группы. В первую группу следует отнести способы сварки, когда металлы в твердом состоянии свариваются в совместной пластической деформации, зачастую с дополнительным нагревом. Во вторую группу вошли способы плавления в месте соединения.
Основные разновидности сварки

Дуговая сварка – соединение между собой расплавленных металлов с помощью электрической дуги;
- Дуговая – соединение между собой расплавленных металлов с помощью электрической дуги;
- Электрошлаковая – плавление металла происходит за счет теплоты, полученной благодаря выделяющемуся электрическому току, который проходит через расплавленный шлак;
- Ультразвуковая – по волноводу передаются ультразвуковые колебания от преобразователя к рабочему наконечнику. Под действием ультразвуковых колебаний и вертикального сжимающего усилия в заготовках возникают силы трения, которых достаточно для получения сварочного соединения;
- Контактная – давлением. Заготовки, которые соединяются, зажимают электродами, и под действием сварочного тока в зоне контакта происходит сильный разогрев и сжатие заготовок, результатом которого является сварочное соединение;
- Лазерная – сварка световым лучом, который получают от специальных твердых и газовых излучателей. Такую сварку лазером можно выполнять на воздухе на расстоянии от генератора. Лазерная сварка осуществляется лучом лазера, который нагревает и плавит металл. Энергия лазерного луча концентрируется на небольшом участке. Луч имеет определенную длину волны и частоту, благодаря чему точно фокусируется оптическими линзами, так как угол преломления в линзе луча постоянный.
Процесс лазерной сварки – глубокое проплавление металла лазерным лучом – похож на процесс электроннолучевой сварки. Концентрированное лазерное излучение воздействует на поверхность металла, и в результате кипения и плавления металла образуется парогазовый канал, который считается приблизительно линейным источником нагрева. Таким образом, лазерная сварка может выполняться встык без дополнительного использования присадочных материалов, что приводит к высокой скорости процесса.
Лучше всего разделить лазерную сварку на 2 типа: точечная и шовная

Сварное соединение лазерной сварки соответствует прочности основного металла, при этом идет минимальная сварочная деформация сварных изделий
Точечная – чаще всего используется в микроэлектронике. С помощью точечной лазерной сварки можно добиться высокой точности в сварке самых малых элементов. Для такой сварки преимущественно применяются импульсные твердотельные лазеры.
Шовная же лазерная сварка используется для получения герметичности шва и надежного механического соединения. Для шовной сварки используются лазеры, которые работают в импульсном режиме или в непрерывном.
Лазерная сварка отличается от других видов узкой зоной термического влияния из-за большой скорости сварки. Сварное соединение соответствует прочности основного металла, при этом идет минимальная сварочная деформация сварных изделий. Лазерная сварка выполняется без вакуумных камер. Можно сваривать материалы широчайшего спектра – от высокоуглеродистых и высоколегированных сталей до сплавов на основе титана и меди, стекла, керамики, пластмасс и разнообразных соединений, в разных пространственных положениях, в труднодоступных местах. Также есть возможность выполнять соединения таких типов, которые сварить традиционным способом сварки просто невозможно. Так, лазерная сварка в настоящее время заслуживает называться наиболее перспективной технологией в сварочных работах.
Для лазерной сварки используют два типа лазеров: твердотельные и газовые

Схема твердотельного лазера
Твердотельными лазерами из-за их небольшой мощности могут свариваться только мелкие детали небольшой толщины, чаще всего это объекты микроэлектроники. Для современных телевизоров лазерной сваркой варится герметичный шов катодов кинескопов. Газовые лазеры являются мощнее, в них в качестве активного тела используют обычно СО2+N2+Не (смесь газов). Газ прокачивается насосом из баллонов через газоразрядную трубку. Разряд электричества между электродами используется для энергетического возбуждения газа. С торцов газоразрядной трубки размещены зеркала. Электроды подключены к питанию. Водяная система охлаждает лазер.
Самыми мощными являются газодинамические лазеры. В работе используются нагретые до температуры 1000-3000 К газы. Газ, со сверхзвуковой скоростью, истекает через сопло Лаваля, после чего происходит адиабатическое расширение и в зоне резонатора охлаждение. После чего возбужденные молекулы углекислого газа переходят на более низкий энергетический уровень и испускают когерентное излучение.
Преимущества лазерной сварки
Экономическими соображениями сдерживается применение лазерной сварки, технологические лазеры пока еще дорогостоящие, поэтому тщательно отбирается область применения лазерной сварки. Лазерная сварка экономически эффективна, если необходимо существенно повысить производительность, так как скорость ее может в несколько раз превышать традиционные способы.
Лазерная сварка обладает преимуществами, которые не присущи другим способам сварки. Лазер может располагаться на большом удалении от месторасположения сварки, что во многих случаях дает экономический эффект. К примеру, для ремонта трубопроводов, которые проложены по дну водоема, существует установка для лазерной сварки. Передвигается тележка с вращающимся зеркалом внутри трубы, а лазер находится в конце секции трубопровода, посылая луч внутри трубы, что и позволяет осуществить лазерную сварку без поднятия трубопровода на поверхность.
Типы сварных швов для трубной обвязки торцевых уплотнений
Для соединения трубопроводов в системах обвязки торцовых уплотнений используются различные типы соединений и сварок. При получении или подготовке предложений, рекомендуется обратить внимание на особенности выбора различных вариантов соединений.
По умолчанию мы рекомендуем использовать фланцевое соединие с сваркой в стык, но особенности каждого конкретного проекта могут диктовать небходимость использования других вариантов соединений.
Сварка стык-в-стык (Butt Weld Connection)
 На свариваемых торцах делается фаска, так, чтобы торцы и фаски обеих труб (или трубы и шейки фланца, задвижки и т.д.) совпадали по уровню. После этого две детали упираются торцами друг в друга и свариваются с полным проваром (проплавной сварной шов).
На свариваемых торцах делается фаска, так, чтобы торцы и фаски обеих труб (или трубы и шейки фланца, задвижки и т.д.) совпадали по уровню. После этого две детали упираются торцами друг в друга и свариваются с полным проваром (проплавной сварной шов).
 Торцы труб отличаются в зависимости от толщины трубы. Этот тип соединения используется как правило при диаметре трубы от 2” и выше.
Торцы труб отличаются в зависимости от толщины трубы. Этот тип соединения используется как правило при диаметре трубы от 2” и выше.
Сварка внахлест (Socket Weld Connection)
 В шейке трубы (фланца, задвижки и т.д.) просверливается отверстие диаметром чуть больше внешнего диаметра второй трубы. Вторая труба входит в это отверстие до упора и приваривается угловым или валиковым швом.
В шейке трубы (фланца, задвижки и т.д.) просверливается отверстие диаметром чуть больше внешнего диаметра второй трубы. Вторая труба входит в это отверстие до упора и приваривается угловым или валиковым швом.
Торцы труб не зависят от толщины трубы. Этот тип соединения используется, как правило, при диаметре трубы до 2”.
Преимущества, недостатки и прочее.
Резьбовое соединение имеет много плюсов: низкая цена, простота изготовления и монтажа. Но есть и недостатки: при нарезке резьбы уменьшается толщина трубопровода, соответствено снижается прочность, также при сильных колебаниях температуры резьба может ослабнуть, а также резьбовые соединения больше подвержены коррозии. Если резьба заржавеет, открутить ее бывает проблематично.
Если не требуется разъемное соединение, то лучше использовать сварку. Сварить трубопроводы внахлест также достаточно просто.
Ограничения сварного соединения внахлест:
- Должен быть зазор порядка 1,5 мм от торца вставленной трубы до «дна» отверстия во второй трубе, чтобы компенсировать тепловое расширение. Если зазор не оставили, то это может привести к концентрации напряжений и разрушению сварного шва
- В коррозионно-активной среде со сварным соединением внахлест могут возникнуть проблемы из-за щелевой коррозии.
- Сварное соединение внахлест подвержено эрозии, так как в месте стыка труб единая гладкая поверхность прерывается
- При колебаниях температуры возможно усталостное растрескивание
Сварное соединение стык-в-стык обладает наилучшими прочностными, усталостными характеристиками, стойкостью к коррозии, эрозии и изменениям температур. Однако наложить такой сварной шов намного труднее. Далеко не каждый сварщик способен это сделать. Также, требования по испытаниям неразрушающего контроля выше к соединению стык-в стык. Поэтому оно намного дороже. ![]()
![]()
ГОСТ 16037-80 на сварные соединения ручной дуговой сваркой
Ручная дуговая сварка труб остается одним из самых распространенных способов монтажа трубопроводных систем, являющихся как самостоятельными транспортно-распределительными сетями, так и компонентами технологического оборудования. Высокое качество стыков трубопроводных комплексов это залог их безопасного функционирования.
Способы сварки, типы стыков, геометрические параметры и типовые размеры, а также способы разделки кромок все это регламентировано в ГОСТ 16037-80 ручная дуговая сварка соединения сварные. Строгое соблюдение требований стандарта при проектировании, формировании технологического процесса и выполнении сварки стальных трубопроводов обеспечивает должный уровень качества.
- Условные обозначения соединений
- Конструктивные элементы и размеры кромок заготовок и шва
- Типы сварных швов
- Таблица размеров катета шва
- Разделка труб под сварку
- Фаски под сварку
- Заключение
Условные обозначения соединений
В стандарте описаны три типа сварных соединений трубопроводов:
- стыковые, обозначаются литерой С
- угловые, литерой У
- нахлесточные, обозначаются литерой Н.
Внутри каждого типа актуальный стандарт детализирует множество подтипов в зависимости от:
- вида сварного шва,
- числа сторон проварки,
- конфигурации подкладки,
- ее съемности,
- без скоса, со скосом одной или двух кромок,
- формы сечения кромок
- формы сечения шовного материала
- способа сварки,
- толщины стенок,
- диаметра трубы.
 Пример обозначения типа С13.
Пример обозначения типа С13.
В условное обозначение, кроме типа, входит признак замкнутости линии, способ сварки, параметры катета и вспомогательные символы. В соответствии с ГОСТ 16037 80 используется сварка аргоном, под флюсом и газом. Работа в атмосфере защитных газов может выполняться как плавким, так и неплавким электродом. Обычно трубы выполняют из углеродистой стали. Для работы в агрессивных средах применяют нержавеющие сплавы. Реже используются сплавы цветных металлов.
Конструктивные элементы и размеры кромок заготовок и шва
Сварка труб ГОСТ 16037-80 подразумевает следующие основные элементы:
- s: толщина заготовки,
- b: расстояние между кромками заготовок,
- e: ширина шва,
- g: его выпуклость,
- а –общая толщина шва,
- с -притупление кромки,
- В –глубина нахлеста,
- K катет углового шва,
- Dn – общий диаметр трубы,
- f – размер фланцевой фаски.
 Для ряда швов актуальными являются только часть указанных параметров. Значения размеров приведены в стандарте в зависимости от метода трубной сварки, регламентируемой ГОСТ.
Для ряда швов актуальными являются только часть указанных параметров. Значения размеров приведены в стандарте в зависимости от метода трубной сварки, регламентируемой ГОСТ.
Типы сварных швов
Стыковые швы используются при сварке кольцевых стыков труб в соответствии с ГОСТ. Такие соединения обозначаются С1-С53
Они выполняются одно- и двухсторонними, с прямолинейным и закругленным скосом кромок и с расточкой.
В односторонних швах может быть предусмотрена съемная или остающаяся подкладка, а также расплавляемая вставка.
Соединения секторов на повороте трубопровода выполняется со скосом кромок и обозначаются С54-С55.
Соединения фланца и трубопровода обозначается как С56
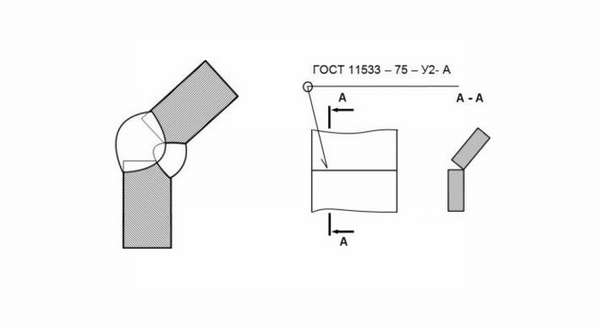 Пример обозначения углового соединения типа У2.
Пример обозначения углового соединения типа У2.
Угловые швы обозначаются У5-У21, нахлесточные Н1-Н4
Таблица размеров катета шва
Значения катетов шва в зависимости от типа шва, расстояния между кромками, сварочного метода и размера фланцевой фаски сведены в таблицы для каждого типа отдельно.
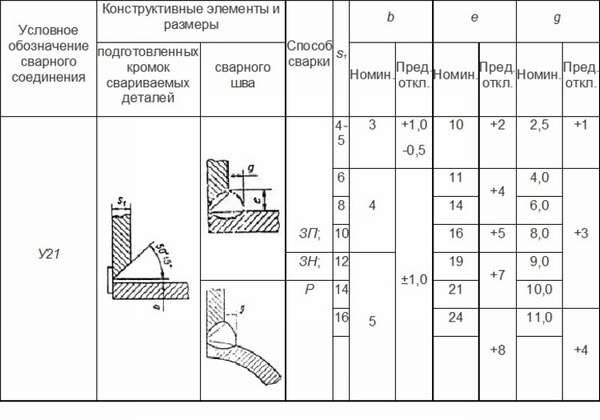 Таблица размеров катетов для У21.
Таблица размеров катетов для У21.
Разделка труб под сварку
ГОСТ регулирует виды и характеристики подготовки к сварным работам для различных типов соединений:
- стыковых,
- угловых,
- нахлесточных.
Перед началом сварочных работ необходимо проводить подготовку. В нее входит:
- механическая зачистка, выполняется с целью удаления пыли, следов коррозии, оксидной пленки,
- химическая обработка, для удаления масложировых пятен и окисной пленки,
- разделка кромок.
Разделка проводится с помощью механической обработки кромки. При монтаже трубопроводов она выполняется специальными машинами. Во время ремонтных работ допускается выполнение разделки с помощью угловых шлифмашин.
Разделка кромок выполняется при толщине заготовок от 4 мм.
Для угловых соединений под отводы выполняют скашивание одной или обеих кромок под углом 45о.
Стыки на трубопроводах подразделяются на поворотные и неповоротные.
Сварка стальных трубопроводов ГОСТ 16037 рекомендует применять по возможности поворотные стыки. Они варятся в наиболее удобном и выгодном нижнем сварочном положении, разделка кромок для него выполняется одинаково по всему периметру стыка.
Неповоротный стык приходится варить во всех сварочных положениях, переходящих одно в другое по мере продвижения по шву вокруг трубы.
Разница между толщиной стенок соединяемых встык труб не должна быть более 10% и не превышать трех миллиметров. При этом ширина зазора должна быть постоянной по всему стыку и находиться в переделах от 2 до 3 мм.
 До того, как начать монтаж, необходимо обработать кромки и околошовную зону на 20-30мм, очистив ее от механических загрязнений, следов коррозии и масложировых пятен.
До того, как начать монтаж, необходимо обработать кромки и околошовную зону на 20-30мм, очистив ее от механических загрязнений, следов коррозии и масложировых пятен.
Перед основной электродуговой сваркой торцы труб прихватывают друг к другу:
- трубы до 300 мм в диаметре: 4 прихватки,
- свыше 300 мм- равномерно через каждые 200-300 мм.
Трубы с толщиной стенок 12 мм и более проваривают в три приема. На первом этапе формируют корень шва в виде валика с возвышением 1,5-3 мм, равномерно распределенного по длине стыка. Электрод при этом следует вести возвратно-поступательно.
Фаски под сварку
При соединении толстых трубных заготовок сформированный шов следует делать толще, чем сама деталь. Для формирования соединения с заданными геометрическими параметрами требуется выполнить разделку кромок, сняв фаску. После этого электроду будет обеспечен доступ для качественной проварки шва на всю глубину.
Основными параметрами фаски являются:
- Зазор b. расстояние меду заготовками, до 2-3 мм.
- Притупление C. Не скошенная часть кромки. ее оставляют, чтобы снизить вероятность прожога корня шва..
- Угол скоса β. При двусторонней разделке острый угол принимает значения 15-30 о, при односторонней- до 45о.
- Угол разделки α. Тупой угол равен двойному значению угла скоса, обеспечивает должный доступ к корню шва для сварочного оборудования.
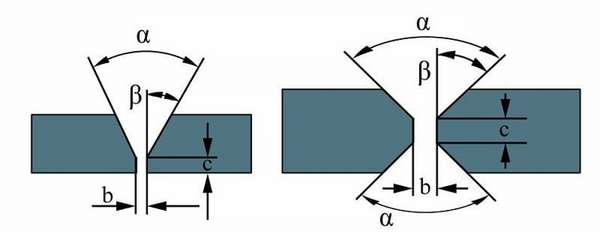 Параметры фаски.
Параметры фаски.
Если значение притупления невелико или его вовсе нет, то прожог предотвращают такими методами, как:
- использование подкладок, препятствующих вытеканию расплавленного металла,
- сварка на флюсовой подушке,
- предварительное подваривание,
- выполнение замка.
Технологам следует обращать особое внимание на корректный расчет и соблюдение оптимальных значений параметров разделки. Это позволяет снизить трудоемкость, экономно расходовать материалы и сохранять контроль над себестоимостью.
При подготовке стыковых соединений вид фаски зависит от толщины деталей:
- 3-25мм: одностороння фаска,
- 26-60мм: двухсторонняя,
Для угловых устанавливаются следующие границы:
- 3-20мм: одностороння,
- 21-50 мм: двухстороння.
Исходя из геометрической формы профиля поперечного сечения, выделяют такие типы разделки:
- обычный скос, профиль представляет собой трапецию,
- Х-образная, два скоса сделаны навстречу друг другу таким образом, что профиль поперечного сечения двусторонней разделки визуально напоминает очертания буквы Х,
- U-образная, профиль поперечного сечения криволинейный и напоминает очертания буквы U.
ГОСТ на сварку труб рекомендует применять U-образную разделку при больших толщинах заготовок, с целью снизить площадь сечения шва и, следовательно, снизить расход материалов и повысить скорость работы.
Форму разделки выбирают, руководствуясь толщиной труб:
- 3-25мм: Х-образная или V–образная,
- 26-60мм- U–образная,
- более 60 мм- специальные формы.
Они представляют собой:
- уступы,
- сложные криволинейные профили, призванные сохранить доступ электрода к корню шва и понизить площадь поперечного сечения.
Для разделки используются следующие способы:
- Газовый резак. Характеризуется низкой точностью и недостаточным качеством поверхности. Требует дополнительной обработки механическими способами.
- Мехобработка. Строгальная или фрезерная обработка дает достаточную чистоту и форму поверхности. Долбежная обработка также требует финишной мехобработки.
При разделке кромок труб большого диаметра используются специальные торцовочные аппараты. Во время ремонтных работ на магистралях отопления разделка часто выполняется вручную шлифмашинами.
Заключение
ГОСТ на сварку трубопроводов – важный регламентирующий документ, устанавливающий условия на подготовку и проведение работ. Он определяет методы сварки, типы соединений, статус разделки и конструктивные параметры для каждого из них. Трубопровод служит не один год. Он также должен выдерживать давление жидкости или газа. Строгое соблюдение требований гост 16037 на сварку трубопроводов необходимо для обеспечения прочности, долговечности и герметичности сварных соединений.
Сварные швы. Типы сварных соединений
Сварные соединения
Термины и определения основных понятий по сварке металлов устанавливает ГОСТ 2601-84. Сварные соединения подразделяются на несколько типов, определяемых взаимным расположением свариваемых деталей. Основными из них являются стыковые, угловые, тавровые, нахлесточные и торцовые соединения. Для образования этих соединений и обеспечения требуемого качества должны быть заранее подготовлены кромки элементов конструкций, соединяемых сваркой. Формы подготовки кромок для ручной дуговой сварки стали и сплавов на железоникелевой и никелевой основе установлены ГОСТ 5264-80.
Стыковым соединением называют соединение двух элементов, примыкающих друг к другу торцевыми поверхностями. На рис. 2.1 показаны формы подготовки торцевых поверхностей (кромок) и очертание сварного стыкового шва, полученного в результате сварки.
Типы стыковых соединений
ГОСТ 5264-80 предусмотрено 32 типа стыковых соединений, условно обозначенных С1, С2, С28 и т.д., имеющих различную подготовку кромок в зависимости от толщины, расположения свариваемых элементов, технологии сварки и наличия оборудования для обработки кромок. На рис. 2.1, а показана подготовка кромок для элементов толщиной 1-4 мм в виде отбортовки, при расплавлении которой образуется шов. На рис. 2.1, б показаны два вида подготовки кромок без их скоса (разделки): первый применяют при толщине металла 1-4 мм и односторонней сварке, второй при толщине 2-5 мм и сварке с двух сторон. При большой толщине металла ручной сваркой невозможно обеспечить проплавление кромок на всю толщину, поэтому делают разделку кромок, т. е. скос их с двух или одной стороны. На рис. 2.1, в показан один из распространенных видов подготовки кромок при толщине металла 3-60 мм. Кромки окашивают на строгальном станке или термической резкой (плазменной, газокислородной). Общий угол скоса (50 ±4)°, такая подготовка называется односторонней со скосом двух

Рис. 2.1. Стыковые соединения и швы: а — подготовка кромок в виде отбортовки (толщина элемента 1-4 мм); б — подготовка кромок без скоса, в — подготовка кромок со скосом; 2 — подготовка кромок стали толщиной 8-120 мм
кромок. При этом должна быть выдержана величина притупления (нескошенной части) «с» и зазор «б», величины которых установлены стандартом в зависимости от толщины металла. На рисунке показано очертание основного «О» и подварочного «П» швов. Шов стыкового соединения называют стыковым швом, а подварочный шов — это меньшая часть двустороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке основного шва или накладываемая в последнюю очередь, после его выполнения. На этом же рисунке показана подготовка кромок стали толщиной 6-100 мм со стальной подкладкой, применяемая иногда в строительстве в случае невозможности выполнить подварочный шов. Кроме того, там же показан вариант стыкового шва с разделкой только одной детали под углом (45±2)° и с разделкой вертикальной детали под тем же углом.
На рис, 2.1, г показана подготовка кромок стали толщиной 8-120 мм. Обе кромки свариваемых элементов скашивают с двух сторон на угол (25±2)° каждую, при этом общий угол скоса составляет (50 ± 4)°, притупление «с» и зазор «б» устанавливаются стандартом в зависимости от толщины стали. Такая подготовка называется двусторонней со скосом двух кромок. При этой подготовке усложняется обработка кромок, по зато резко уменьшается объем наплавленного металла по сравнению с односторонней подготовкой. Стандартом предусмотрено несколько вариантов двусторонней подготовки кромок: подготовка только одной верхней кромки, применяемая при вертикальном расположении деталей, подготовка с неравномерным пс толщине скосом кромок и др.
Угловые соединения
Угловым соединением называют соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев. Таких соединений насчитывается 10: от У1 до У10.

Рис. 2.2. Угловые соединения и швы: а — с подварочным швом (толщина металла 3-60 мм), б — со стальной прокладкой, б -без подварочного шва, г -с двухсторонней разделкой примыкающего элемента (толщина металла 8-100 мм)
На рис. 2.2 показаны примеры угловых соединений и очертания угловых швов. Для толщины металла 3- 60 мм кромку примыкающего элемента скашивают под углом (45±2)°, сварной шов основной «О» и под- варочный «П» (рис. 2.2, а). При этой же толщине и сквозном проваре можно обойтись без подварочного шва (рис. 2.2, б). Часто применяют угловое соединение со стальной подкладкой (рис. 2.2, в), которая обеспечивает надежный провар элементов по всему сечению. При толщине металла 8-100 мм (рис. 2.2, г) применяют двустороннюю разделку примыкающего элемента под углом (45±2)°.
Тавровые соединения
Тавровым соединением (рис. 2.3) называют сварное соединение, в котором торец одного элемента примыкает под углом и приварен угловыми швами к боковой поверхности другого элемента. Стандартом предусмотрено несколько типов таких соединений: с Т1 по T9. Распространенным является соединение, показанное на рис. 2.3, а, для металла толщиной 2-40 мм. Для такого соединения никакого скоса кромок не делают, а обеспечивают ровную обрезку примыкающего элемента и ровную поверхность другого элемента.

Рис. 2.3. Тавровые соединения и швы: а — для металла толщиной 2-40 мм; б — толщиной 3-60 мм; в — соединение с подкладкой, г — соединение с двухсторонним скосом кромок (толщина металла 8-400 мм)
При толщине металла 3-60 мм и необходимости сплошного шва между элементами, что предусматривается проектом конструкции, в примыкающем элементе делают разделку кромок (рис. 2.3, б) под углом (45±2)°. На практике часто применяют тавровое соединение с подкладкой (рис. 2.3, в) при толщине стали 8-30 мм, а также соединение с двусторонним скосом кромок примыкающего элемента при толщине стали 8-40 мм (рис. 2.3, г). Все эти соединения со скосом кромок примыкающего элемента обеспечивают получение сплошного шва и наилучшие условия работы конструкций.
Нахлесточные соединения
Нахлесточным соединением называют сварное соединение, в котором сваренные угловыми швами элементы расположены параллельно и частично перекрывают друг друга. Стандартом предусмотрено два таких соединения: Н1 и Н2 (рис. 2.4). Как видно из рисунка, они отличаются только тем, что в соединении на рис. 2.4, а привариваются два торца к поверхности элементов, а в соединении на рис. 2.4, б — только один торец.

Рис. 2.4. Нахлесточные соединения и швы: а — с приваркой двух торцов, б- с приваркой одного торца, в — соединение с накладкой, г — соединение с точечными швами, д — действие растягивающих нагрузок на сварное соединение
Применяют иногда разновидности нахлесточного соединения: с накладкой (рис. 2.4, в) и с точечными швами (рис. 2.4, г), соединяющими части элементов конструкции.
Надежность сварного соединения
Из перечисленных сварных соединений наиболее надежными и экономичными являются стыковые соединения, в которых действующие нагрузки и усилия воспринимаются так же, как в целых элементах, не подвергавшихся сварке, т. е. они практически равноценны основному металлу, конечно, при соответствующем качестве сварочных работ. Однако надо иметь в виду, что обработка кромок стыковых соединений и их подгонка под сварку достаточно сложны, кроме того, применение их бывает ограничено особенностями формы конструкций. Угловые и тавровые соединения также распространены в конструкциях. Нахлесточные соединения наиболее просты в работе, так как не нуждаются в предварительной разделке кромок, и подготовка их к сварке проще, чем стыковых и угловых соединений. Вследствие этого, а также из-за конструктивной формы некоторых сооружений они получили распространение для соединения элементов небольшой толщины, но допускаются для элементов толщиной до 60 мм. Недостатком нахлесточных соединений является их неэкономичность, вызванная перерасходом основного и наплавленного металла. Кроме того, из-за смещения линии действия усилий при переходе с одной детали на другую и возникновения концентрации напряжений снижается несущая способность таких соединений (рис. 2.4, д).

Рис. 2.5. Очертания разрезов и обозначения размеров швов: а — стыковой односторонний шов со скосом двух кромок, б — угловой шов с разделкой примыкающего элемента, в — точечный шов; г — угловые швы таврового соединения, д — стыковой шов без разделки кромок) е, l — ширина шва; g — выпуклость; k — катет шва; d — диаметр точки
На всех рисунках сварных соединений показаны очертания сварных швов. Разрезы этих швов — стыковых, угловых и точечных — показаны на рис. 2.5. На всех швах стрелкой показан корень шва — часть шва, наиболее удаленная от его поверхности. В большинстве случаев корень шва расположен в самом начале или в середине шва, и от качества его провара зависит работоспособность сварного шва, особенно при переменных и динамических нагрузках.
Соединения под острым и тупым углом
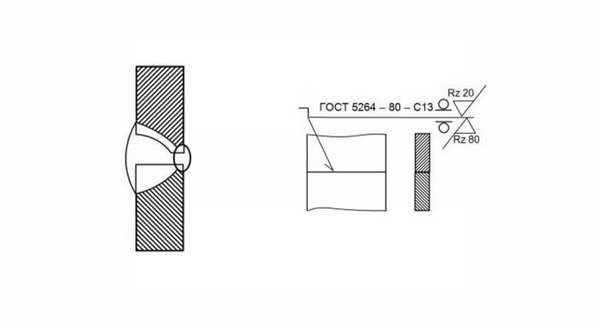
Кроме перечисленных сварных соединений и швов при ручной дуговой сварке применяют соединения под острыми и тупыми углами по ГОСТ 11534-75, но они встречаются значительно реже. Для сварки в защитном газе, сварки алюминия, меди, других цветных металлов и их сплавов применяют сварные соединения и швы, предусмотренные отдельными стандартами. Например, форма подготовки кромок и швов конструкций трубопроводов предусмотрена ГОСТ 16037-80, в котором определены основные размеры швов для различных видов сварки.

Рис. 2.6. Форма подготовки кромок трубопроводов: а — шов С1 (толщина элемента 2-4 мм), б — шов С-6 (толщина 3-20 мм)
На рис. 2.6, а показана подготовка кромок шва С-1 с толщиной элементов 2-4 мм для ручной дуговой сварки плавящимся электродом и 2-3 мм для сварки неплавящимся электродом в защитном газе. На рис. 2.6, б показана форма подготовки кромок шва С-6 с толщиной 3- 20 мм для комбинированной ручной сварки плавящимся или неплавящимся электродом подварочного шва и последующей механизированной сварки основного шва, а также для сварки стали толщиной 3 мм неплавящимся электродом в защитном газе.

