

Способы гибки профильных труб
Способы гибки профильных труб
Трубный профиль является одним из наиболее популярных видов строительного металлопроката, и представляет собой трубы прямоугольного, квадратного или овального сечения. Квадратные и прямоугольные стальные трубы используются для изготовления навесов, быстровозводимых каркасов, металлоконструкций, а также несущих конструкций. Такая разновидность трубного профиля часто применяется в сфере частного домостроения. Речь идет о возведении заборов, навесов, беседок и теплиц. Однако в сравнении с трубами, имеющими круглое сечение, профильные трубы прямоугольного и квадратного сечения имеют один небольшой недостаток. Их сложнее сгибать и придавать им необходимую форму.

В сегодняшней статье мы рассмотрим, основные способы гибки профильных труб, а так же можно почитать о обрабатывающем центре с чпу и определимся с наиболее предпочтительным вариантом под выполнение поставленной задачи.
Горячая гибка

горячая гибка труб
Первый способ, который мы рассмотрим, имеет название «горячая гибка». Такой способ дает возможность избежать серьезных изменений в геометрии профиля, а также позволит достичь необходимой формы и довольно плавных линий сгиба. Во избежание сплющивания трубы в процессе ее сгибания, необходимо набить ее просушенным кварцевым песком. В один из концов трубы забивается деревянный клин-заглушка. Затем труба заполняется просушенным кварцевым песком, после чего аналогичная заглушка забивается с другого конца трубы. На одном из концов трубы необходимо просверлить маленькое отверстие, чтобы позволить воздуху свободно выходить. Теперь можно переходить к процессу локального разогрева нужного участка трубы с помощью газовой сварки с последующим ее сгибанием. Таким образом трубе придается нужная форма. Вместо газовой сварки можно использовать газовую горелку или паяльную лампу. Важно постараться согнуть трубу с первого раза, так как многократные разогревы и перегревы в целом обязательно приведут к снижению качества металла и появлению окалины.
После того, как трубе была предана необходимая форма, нужно вытащить заглушки и извлечь находящийся там песок. Его, кстати, можно использовать повторно. Заглушки будет гораздо легче демонтировать, если горелкой подогреть концы трубы. Метод с применением песка для набивки труб деформацию профиля и его надлом.
Важно помнить, что вышеописанный способ гиба нельзя применять на практике в том случае, если трубы оцинкованы. В процессе нагревания произойдет обгорание слоя цинка, что приведет к потере антикоррозийной функции.
Гибка с использованием сварки

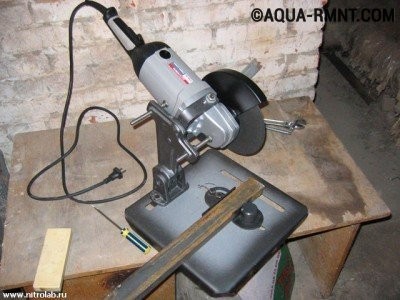
разрезание трубы болгаркой
Альтернативой «горячей гибки» может стать способ с применением болгарки и сварки. Прежде всего, необходимо рассчитать нужный радиус закругления. После этого с помощью болгарки делаются равномерные поперечные надрезы трех сторон профиля по всей длине изгиба. Речь идет о надрезах с наружной стороны планируемого изгиба. Следующий шаг – придание трубе необходимой формы. Затем следует заварить пропилы и зашлифовать сварочные швы.
Гибка при помощи трубогибов

станок для гибки профильных труб
Еще один способ гибки труб заключается в использовании специальных станков или приспособлений, которые называются трубогибами. С их помощью можно выполнять гибку профильных труб до необходимой формы. Корректное применение трубогиба даст возможность избежать не только заломов и сплющивания трубы, но и снижения прочностных параметров профиля во время его сгибания.



Трубогибы различают по типу привода: гидравлические, электромеханические и ручные. Ручные трубогибы отличаются своей дешевизной в сравнении с трубогибами, имеющими другие типы привода. Однако процесс работы с ручным трубогибом достаточно утомителен, так как требует немалых физических усилий. Электромеханические и гидравлические трубогибы позволяют сделать процесс гибки труб более точным и быстрым, а также не требуют существенных усилий.
Определение оптимального способа гибки
Выбор оптимального способа гибки труб, зависит от объема работы. Если он небольшой или вовсе разовый, то «горячая гибка» или применение ручного трубогиба – вариант наиболее оптимальный. Такой трубогиб можно и не покупать, а просто взять в аренду. Если вам нужно согнуть большое количество профильных труб, либо такие трубы приходится сгибать регулярно, то предпочтительным решением станет приобретение трубогиба.
Еще один вариант – поиск фирмы, которая имеет специальное оборудование, именуемое профилегибами. Такие профилегибы дают возможность достаточно быстро, и что важно, качественно выполнить сгибание профильных труб в любом количестве. Также с помощью такого оборудования трубам можно придавать различные сложные формы. Такой вариант выглядит наиболее предпочтительным, если речь идет о большом объеме работ.
Нахождение оптимального способа гибки труб и качественно выполненная работа позволят получить отличные профильные трубы, которые прекрасно подойдут для различных работ по благоустройству вашего дома.
Работа электромеханического трубогиба видео:
Как правильно согнуть профильную трубу?
Профильные трубы – металлоизделия, используемые для сооружения теплиц, парников, беседок, навесов. Часто для достижения желаемого результата квадратный или прямоугольный трубный прокат необходимо изогнуть по определенному радиусу. Трубу изгибают с приложением силы давления: либо при комнатной температуре, либо при повышенной. Технологию гибки профиля по радиусу подбирают с учетом размеров сечения, толщины стенки, материала, из которого он изготовлен. В домашних мастерских обычно гнут профильную продукцию из стали (при малом сечении) и более мягких цветных металлов и их сплавов.
Какие дефекты могут возникнуть при неправильном выборе или нарушении технологии?
Процесс сопровождается растягивающими усилиями, которые действуют на наружную часть изгиба, и сжимающими – на внутреннюю часть. Изготовить качественное изделие можно только, зная технологические правила процесса, иначе вероятны:
- нарушение соосности участков;
- появление трещин на стенке, расположенной на внешней стороне изгиба;
- образование на внутренней стороне изгиба неравномерных складок;
- расхождение шва сварного профиля.
Совет! Во избежание брака рекомендуется гнуть трубы с высотой профиля (h) до 20 мм на отрезке, длина которого равна или превышает величину 2,5*h. Если высота профиля более 20 мм, то минимальный отрезок равен 3,5*h. Тонкостенную продукцию большого сечения (толщина стенки менее 2 мм) согнуть с получением качественной детали не получится.
Для пластичных малоуглеродистых нелегированных и низколегированных марок стали характерна некоторая «пружинистость». Это означает, что после гибки труба стремится восстановить прежнее положение. Поэтому для таких изделий часто необходима подгонка по шаблону.
Как правильно согнуть профильную трубу с нагревом и при комнатной температуре?
Однозначно рекомендовать, в каких случаях необходимо повышать пластичность металла нагревом, не всегда возможно. Однако практический опыт подсказывает, что:
- Прокат с высотой профиля до 10 мм гнут без прогрева.
- Изделия с высотой в диапазоне 10-40 мм при наличии гибочного устройства изгибают обычно без нагрева. Если специализированного оборудования нет, то решение принимают, в зависимости от высоты профиля, толщины стенки, пластичности металла.
- Трубный профильный прокат с высотой профиля свыше 40 мм обычно обрабатывают при повышенных температурах.
Гибка с нагревом
При горячей радиусной гибке применяют наполнитель, функции которого обычно выполняет песок средней фракции – до 2,5 мм. Пылеватые частицы (менее 0,7 мм) отсеивают, поскольку они могут спечься при высоких температурах. Задача наполнителя – не допустить появления трещин на наружной стороне изгибаемой трубы и мелких складок – на внутренней. Песок перед использованием нагревают до температуры +150°C.
Заглушки для трубы изготавливают из глины или дерева в форме усеченной пирамиды. Длина пирамиды должна быть больше в 10 раз ширины основания. А площадь основания – в 2 раза больше площади сечения заглушаемой трубы. На одной заглушивающей детали изготавливают продольные пазы, которые при нагреве металла будут служить каналами для отведения газов.
Основные этапы процесса горячей гибки:
В один конец трубы вставляют заглушку, а во второй засыпают прокаленный песок. Для уплотнения наполнителя стенки трубы простукивают киянкой. Требуемый участок нагревают паяльной лампой или газовой горелкой до приобретения металлом бордово-красного оттенка. При обработке труб, сваренных по длине из отдельных отрезков, необходимо проконтролировать, чтобы в зоне нагрева отсутствовал сварной шов. При работе со сварными трубами продольный шов располагают на наружной части изгиба. Перед тем как загнуть трубу, ее фиксируют в тисках или специальных зажимах. Отрезок сгибают одним плавным движением. После гибки изделия удаляют заглушки и высыпают сыпучий наполнитель.
Многократно нагревать трубу не рекомендуется, поскольку она потеряет прочность.
Способ холодной гибки
Изделия с высотой профиля до 10 мм обрабатывают без наполнителя. В тонкостенных трубах малого сечения используют пружины плотной навивки для обеспечения равномерного деформирования стенок трубы. Подбирают пружину такого диаметра, чтобы она могла входить в трубу плотно, но без нажима. Для простого удаления пружины к ее крайним виткам привязывают кусок проволоки. В прокате большого сечения в качестве наполнителя применяется прокаленный песок.
Приспособления для гибки профильной трубы
В ряду оборудования, предназначенного для изгибания профильной трубы, присутствуют устройства, разной степени конструктивной сложности, производительности, точности результата.
Горизонтальная гибочная плита с отверстиями
Это несложное приспособление применяется для гибки профильной трубы небольшого сечения, позволяет согнуть ее без трубогиба. Представляет собой горизонтально расположенный стальной лист значительной толщины, в отверстия которого жестко устанавливаются металлические штыри-упоры. При изгибании изделие помещают между упорами, которые располагают в соответствии с требуемым радиусом гибки. На одном из штырей-упоров располагают насадку, обеспечивающую возможность регулирования радиуса изгиба. Процесс начинают с центра заготовки. Такой способ требует приложения значительной физической силы. Точность формы получаемой детали невысокая.
Гибка по оправке
Для работы с профилем с высотой стенки до 25 мм изготавливают оправку. В качестве базы устройства используют верстак с большой горизонтальной поверхностью. Шаблон изготавливают из фанерного листа или МДФ. Шаблон и профиль крепят к верстаку струбцинами. Трубу изгибают плавно. При необходимости гибки деталей по разным радиусам изготавливают несколько шаблонов.
Семейство ручных профилегибов ПГ

Профилегибы ПГ-1 и ПГ-3 – популярные устройства прокатного типа, приводимые в действие вручную. Применяются в индивидуальных хозяйствах и небольших ремонтно-производственных мастерских. Станок в стандартной комплектации предназначен для работы с трубным прокатом прямоугольного и квадратного сечения, швеллером, полосой из стали, а также алюминия, меди и их сплавов. Для обработки круглых труб требуется приобретение дополнительного комплекта роликов. Ролики устанавливаются между двумя опорными стенками корпуса. В профилегибе ПГ-2 ролики расположены снаружи корпуса.
Станок ПГ-6 – самый мощный и производительный в этом семействе. Эффективен для серийной гибки однотипных изделий. Причем одновременно можно гнуть 3 профиля, высота которых не превышает 40 мм. Максимальный размер поперечного сечения, с которым может работать ПГ-6, – 80 мм, толщина стенки – 3 мм.
Как производится гибка металлических труб: технологические тонкости выполнения работ

Трубы, согнутые под углом, нашли применение в нефтяной и химической отраслях, машино- и аппаратостроении. Без них не обходится ни один архитектурный или строительный проект.
Для поворотов можно использовать всевозможные фитинги, но тогда возможно возникновение течи, а иногда это просто недопустимо из эстетических соображений. Более привлекательный внешний вид и высокую надежность обеспечивает гибка труб — процесс, не нарушающий их целостность.
Мы расскажем, как лучше согнуть металлическую трубу как по холодной, так и по горячей технологии. В представленной нами статье описана специфика сгибания труб, выполненных из различных материалов. Приведены особенности работы с профильными и обычными круглыми трубами.
Особенности процесса гибки
Каждый металл обладает своими особенностями, без их учета невозможно придать металлическому прокату сложную форму. На изгибаемую трубу воздействуют радиальные и тангенциальные силы.
Первые деформируют сечение, а последние способствуют появлению складок. Основное требование к окончательному результату — сечение трубы должно остаться без изменений, а на стенках не должно быть гофр. Гибка позволяет свести к минимуму число сварных швов при прокладке трубопроводов со всяческими отводами.
Способы сгибания труб
Исходя из требуемого угла загиба, материала и диаметра трубы, гибку можно осуществить вручную или с применением специального оборудования. Различают также горячую и холодную гибку, с наполнением полости трубы и без ее наполнения.

После прекращения воздействия нагрузки возникает такое явление, как пружинение, прямо пропорциональное модулю упругости материала. Величина возможной деформации также зависит от примененного метода гибки и геометрии объекта.
Специфика горячей технологии
Выбирают этот метод, когда нужно согнуть трубу диаметром от 10 см. Деформируют трубы горячим способом как вручную, так и с применением механизмов. Существует такое понятие, как минимальный радиус изгиба.
Протяженность зоны трубы, которую необходимо нагреть, определяют исходя из диаметра трубы и угла изгиба. При этом закругление не может быть меньшим, чем диаметр трубы, умноженный на 3.
Находят длину нагреваемого участка по формуле:
L = α х d / 15
В формуле: L — искомая длина в мм, α — угол изгиба в градусах, d — диаметр трубы снаружи в мм, 15 — коэффициент. Допустим, трубу диаметром 200 мм нужно изогнуть под углом 60⁰, тогда L = 60 х 200/15 = 800 мм, т.е. 4 диаметра.

Чтобы согнуть трубу, ее нужно нагреть до 900⁰. Оптимальная температура для начала гибки 760⁰, а на конец — 720⁰С. При пережоге ухудшаются прочностные характеристики материала.
В процесс горячего изгиба входит несколько операций:
- изготовление шаблона;
- набивка песком;
- разметка участка;
- нагрев;
- изгибание.
Чтобы не деформировалось сечение трубы и на внутренней ее части в месте изгиба не образовывались сладки, внутреннее пространство набивают кварцевым песком.
Предварительно песок сушат и прокаливают, с целью удалить органические примеси при температуре от 150 до 500⁰, а после пропускают через мелкое решето с размером ячеек 3,3 х 3,3 мм. Перед тем как начать набивку трубы, нужно заглушить один ее конец.
В качестве заглушек применяют деревянные или металлические пробки, имеющие отверстие для выхода газов. Мелкий и влажный песок использовать нельзя, т.к. первый при термическом воздействии спекается и крепко пристает к стенкам труб.
Второй, в результате образования пара, способствует возникновению высокого внутреннего давления, что может стать причиной вылета пробки. Недопустимо наличие в набивке камешков, они могут продавить стенку трубы.
Процесс набивки трубы очень трудоемкий, поэтому ее транспортируют к вышке и придают ей слегка наклонное или вертикальное положение. Так как качество изгиба находится в прямой зависимости от уплотнения набивки, трубу на протяжении процесса непрерывно обстукивают. Глухой звук свидетельствует о хорошем наполнении заготовки.
Перед тем как приступить непосредственно к главной операции, на набитой песком трубе прорисовывают участки будущих изгибов, приложив шаблон. Нагревают трубы в печах или горнах. Сгибают как вручную, так и механизированным способом.
В последнем случае используют специальные плиты, оснащенные упорными стойками, с помощью которых фиксируется нагретый участок трубы и прижимами, служащими для удержания конца трубы на плите. На противоположный торец трубы надевают трос, натяжение которого с помощью лебедки или шпиля и заставляет трубу изгибаться.
Чтобы стенки трубы не деформировались, в пространство стойка-труба помещают прокладки — прямые или изогнутые. Свободный конец с надетым на него тросом подстраховывается при помощи подставки. Во время процесса осуществляют контроль геометрии трубы, периодически прикладывая к ней шаблон.
Изогнув трубу под нужным углом, из нее удаляют пробки путем выжигания или просто выбивают их. Песок высыпают, трубу очищают и промываю. Выполняют окончательную проверку изгиба при помощи шаблона.
Гибка холодным методом
Для изменения конфигурации труб небольших диаметров используют различные ручные приспособления, для больших — механизированные трубогибы. В домашних условиях чаще всего требуется гибка водогазопроводных стальных труб, применяемых в устройстве систем водоснабжения и отопления.
Гибка трубы под 90⁰ называется отводом, 180⁰ — калач, с образованием уступа — утка, в виде петли — скоба.

Для ручной гибки существуют и другие приспособления. В домашних условиях для изготовления змеевика для нагрева воды, трубку из нержавейки диаметром около 20 мм просто наматывают на отрезок трубы большого диаметра. Предварительно на большую трубу наваривают скобу, укладывают ее на опоры и зажимают.
Трубку плотно набивают песком и закрывают пробками, затем вставляют в скобу и начинают навивку. Трубу, используемую в качестве шаблона, нужно прокручивать, поэтому потребуются усилия как минимум двух человек. Закончив навивку, змеевик ровняют.

Гибку трубы из нержавеющей стали или другого материала в домашних условиях можно выполнить и на самом простом приспособлении. Его целесообразно применять при небольших объемах работ.
Несложный механический станок для сгибания трубы можно соорудить собственными руками, особенно, если вы владеете навыками сварщика и знакомы со сварочным аппаратом:
Как можно сгибать профильную трубу в домашних условиях
Профильная труба применяется для создания различных металлических конструкций. При выполнении таких работ часто возникает необходимость согнуть трубу. В производственных масштабах применяются специализированные гибочные станки. Приобретать профессиональный гибочный станок для применения в бытовых условиях нерентабельно. Поэтому многих людей интересует вопрос: как согнуть профильную трубу в домашних условиях?
Сложность при выполнении работ
Чтобы согнуть профильную трубу, нужно применить физическую силу. Для уменьшения силы, необходимой для изгиба, осуществляют нагрев требуемого участка до высокой температуры. В домашних условиях нагрев можно выполнить паяльной лампой или газовой горелкой.
Во время сгибания на разные стенки участка действуют различные силы:
- На внутреннюю воздействует сила сжатия.
- На наружную – сила растяжения.

Воздействие на один участок различных сил и вызывает трудности. Наружная поверхность во время изгиба подвергается растяжению. Излишнее давление может привести к порыву внешней поверхности или к уменьшению ее толщины. Внутренняя сторона, которая подвержена сжатию, может превратиться в складки.
Так, если не правильно осуществлять сгибание, можно помять или порвать заготовку. Во избежание повреждений детали, необходимо учитывать несколько важных факторов:
- Размер сечения.
- Толщину.
- Величина радиуса изгиба.
- Характеристики металла, из которого изготовлена деталь.
При выполнении процесса необходимо контролировать равномерность изгиба боковых стенок. Неравномерный изгиб боковых сторон может привести к нахождению различных частей одной заготовки в разных плоскостях.
Учитывая все перечисленные факторы, удастся правильно согнуть профильную трубу в домашних условиях.

Зависимость способа гибки от вида материала
Трубы могут иметь различное поперечное сечение. Они отличаются формой, площадью сечения и толщиной. Эти показатели влияют на минимальный радиус сгиба профильной трубы. Наиболее часто при создании металлических конструкций в домашних условиях применяются детали с квадратной или прямоугольной формой поперечного сечения.
Чтобы правильно согнуть профильную трубу квадратного или прямоугольного сечения, не повредив ее, при расчетах необходимо отталкиваться от ее высоты. Если высота составляет менее 20 мм, то можно выполнять сгибание на промежутке, длина которого в два с половиной раза больше, чем высота. Предметы, высота которых более 20 миллиметров, необходимо сгибать на промежутках, имеющих длину в три с половиной раза больше.
 Процесс гибки профильной трубы с помощью оправки
Процесс гибки профильной трубы с помощью оправки
Большую роль при выборе способа гибки играют и характеристики металла, из которого изготовлена труба. При сгибании заготовки из низкоуглеродистой стали следует учитывать, что материал после проведения процесса частично вернет свою первоначальную форму. Поэтому, при выполнении работ в домашних условиях, следует загнуть требуемый участок немного сильнее. После отпружинивания металла изделие приобретет необходимую форму.
На минимально допустимый радиус сгиба влияет и толщина стенки. Для профилей, толщина стенок которых составляет менее двух миллиметров, лучше применить способ резки с последующим применением сварочных работ. Для более толстых стенок можно применить способы горячего или холодного прокатывания.
Методы гибки
Для сгибания применяются специализированные приспособления (трубогибы). Эти устройства позволяют качественно выполнить процесс. В домашних условиях можно согнуть трубу без трубогиба несколькими способами.
Холодная гибка
При использовании этого способа металл не поддается воздействию высокой температуры. Сгибать необходимо на заранее изготовленном шаблоне. Для удержания применяются тиски или самодельные приспособления. Этот метод используется для изделий с небольшой толщиной. Высота профиля при таком методе не должна превышать 10 мм.

Горячее сгибание
Заготовки, высота поперечного сечения которых составляет от 10 до 40 миллиметров, следует сгибать с применением нагрева. Участок, на котором будет сгиб, нагревается до высокой температуры. Таким образом удается уменьшить силу оператора.

Рычагом
Чтобы сгибать без специализированных приспособлений, оператор использует физическую силу. При небольших размерах изделия больших усилий от оператора не требуется. Если обрабатываемый предмет имеет высоту сечения более 10 миллиметров, для увеличения давления используется рычаг. Работа выполняется следующим образом:
- Подготавливается шаблон нужной формы. Он должен быть изготовлен из прочного материала;
- Шаблон и заготовка крепятся в тисках;
- На свободный край трубы надевается рычаг. Длина рычага должна быть достаточной для повышения усилия;
- Воздействием на рычаг осуществляется сгибание.
Использование рычага при сгибании может применяться как при холодной, так и при горячей гибке.

Использование пружины
При небольших размерах изделия используется пружина. Она оказывает внутреннее противодействие, и предотвращает деформацию металла. Перед выполнением работ необходимо изготовить пружину из стальной проволоки (толщиной от 1 до 4 миллиметров). Форма пружины должна соответствовать форме поперечного сечения заготовки. По размеру пружина должна быть немного меньше диаметра трубки.
 Пружина для гибки профильной трубы
Пружина для гибки профильной трубы
Пружина помещается вовнутрь детали на место сгиба. После этого, процесс сгибания может быть выполнен как холодным, так и горячим методом. В процессе сгибания пружина, создавая внутреннее противодействие, не допускает повреждения внутренней и наружной поверхности сгиба. По окончании работ необходимо извлечь пружину из детали.
Вместо пружины можно использовать чистый и сухой песок. Один край трубы закрывается деревянной пробкой. Через открытый край деталь полностью заполняется песком. После заполнения, вторая сторона закрывается деревянной пробкой. Песок внутри обрабатываемого предмета дает возможность сохранить форму профиля и снижает степень деформации при сгибании.
Резка и сварка
При этом способе внутренняя и боковые стороны сгиба надрезаются болгаркой, после чего обрабатываемый предмет можно легко согнуть. Процесс происходит следующим образом:
- На внутреннюю сторону профиля наносится разметка;
- Согласно разметке, внутренняя и боковые поверхности надрезаются углошлифовальной машиной;
- Заготовка сгибается до тех пор, пока стыки пропилов не соприкоснутся друг с другом;
- Соединенные стыки свариваются между собой;
- Сварочные швы шлифуются.

Приспособления для выполнения работы
Согнуть профильную трубу в домашних условиях можно быстро и качественно, если изготовить специальные приспособления. Создать приспособление для гибки можно своими руками из подручных материалов.
Чтобы сгибать предметы с небольшим диаметром поперечного сечения и маленькой толщиной, можно использовать горизонтальную плиту с упорами. Для этого необходимо закрепить на плите штыри из металла. За счет упора, в штыри осуществляется сгибание предмета.
 Как сделать трубогиб для гибки профильных труб
Как сделать трубогиб для гибки профильных труб
Изделия с высотой более 10 миллиметров, следует гнуть в роликовых приспособлениях. Работа с роликовыми приспособлениями позволяет выполнить сгибы высокой точности. Для снижения силы, прикладываемой оператором, давление на ролик осуществляется при помощи рычага.
Видео: Как согнуть трубу без трубогиба для навеса
Как согнуть профильную трубу: основные методы
Профильные трубы являются очень популярными в разных отраслях. Они могут обладать многогранным, квадратным или прямоугольным сечением. Их использование значительно упрощает монтаж разного рода конструкций, также эти изделия берут в качестве заготовок для изготовления элементов декора. Часто подобным трубам требуется придать особую форму, а именно — согнуть. Но для гибки профильных деталей не подойдут обычные трубогибы и возникает вопрос: как согнуть профильные трубы в домашних условиях? Существует несколько методов, с помощью которых осуществляется гибка профильной детали собственноручно.
Особенности гибки профильного проката
Смысл гибки профильных заготовок заключается в том, чтобы получить трубу с частичным или полным изгибом. Для проведения такого процесса существует два способа:
- воздействие давлением на края сгибаемой детали;
- воздействие давлением и нагревом в месте сгиба.
Важно запомнить, что в процессе гибки на изделие действует две основные силы: сила сжатия и сила растяжения. Первая воздействует на профильную трубу с внутренней стороны, а вторая — с внешней. Из-за этих двух сил процесс сгибания детали характеризуется разного рода сложностями:
- в результате гибки может случиться так, что концы трубы будут находиться в разных плоскостях;
- внешняя стенка под действием силы растяжения может лопнуть;
- внутренняя стенка детали после выполнения изгиба может содержать нежелательные складки.
Для того, чтобы правильно загнуть деталь, нужно учитывать важные нюансы гибки и геометрические размеры изделия.
Гнутье труб с использованием трубогибочного устройства
Гибка профильной трубы своими руками может проводиться разными способами, однако, наиболее простой и популярный вариант — использование специального трубогиба. Он является приспособлением, которое может быть как автоматическим, так и ручным. Естественно, оба типа имеют плюсы и минусы.
Гибка профильной трубы по радиусу с использованием трубогиба имеет некоторые особенности. Кроме того, получить прямой угол изгиба профильного изделия практически нереально. В большинстве случаев деталь попросту лопнет, поэтому для получения такого изгиба стоит использовать другие способы (сварной или же с применением переходных элементов);
В случае, если необходимость гибки профильных деталей возникает часто — стоит купить профилегибочный станок. В зависимости от того, какие планируются объёмы работы, выбирают ручной или стационарный аппарат. Но, по сути, любой профилегиб является приспособлением, в конструкцию которого входят валики, воздействующие на деталь и придающие ей нужную форму.
Как выгнуть профильные трубы в домашних условиях с помощью трубогиба:
- Первым делом необходимо зафиксировать деталь в аппарате.
- Далее (в зависимости от типа трубогиба) необходимо включить его двигатель или же начать вращать рукоятку вручную.
- Проходя через рабочие валики приспособления, изделие будет деформироваться под нужным углом.
- Одна из стенок детали будет растягиваться, а другая — сжиматься. Гибочный шаблон не позволит испортить изделие.
Иногда для того, чтобы снизить деформационную силу в процессе сгибания детали, используют гидравлическую стабилизацию: в полость профильной трубы закачивают жидкость, а её торцы закрывают специальными заглушками.
Чтобы выполнить максимально точный гиб, стоит обратить внимание на следующие пункты:
- чем выше скорость выполнения работы, тем больше шансов, что труба не выдержит и лопнет или деформируется;
- разные модели трубогибочных устройств имеют свои особенности (не все аппараты могут работать с толстостенными заготовками).
Трубогиб с ручным управлением и даже с гидроприводом можно изготовить самостоятельно.
Подрезка и сварка
Использование механических устройств не всегда целесообразно, поэтому каждый мастер должен знать, как согнуть профильные трубы без трубогиба. Один из очень распространённых способов по гибке профильной трубы своими руками — это подрезка детали с помощью болгарки и последующая сварка надреза (после сгибания).
Порядок действий здесь такой:
- Вначале стоит разметить деталь (выделить место гиба и надпилов).
- Далее с помощью болгарки или ножовки нужно выполнить несколько надрезов. Они не должны быть меньше, чем 3/4 сечения трубы.
- После того, как надрезы выполнены, нужно изогнуть изделие.
- Затем следует прочно зафиксировать полученную заготовку и заварить разрезы.
- В конце необходимо отшлифовать швы. Для этого можно использовать ту же болгарку, предварительно сменив на ней насадку.
Внутренняя пружина
Этот способ используется для того, чтобы минимизировать риски деформации стенок профильной детали.
Гнём профильные трубы своими руками с помощью внутренней пружины:
- Для начала нужно подобрать подходящую стальную проволоку (с диаметром до 4 мм).
- Формируем пружину с квадратным (или другим) сечением;
- Закладываем пружину внутрь трубы. Для того, чтобы упростить процедуру гибки, можно нагреть сгибаемую заготовку паяльной лампой.
- Необходимо сделать шаблон гиба нужного диаметра; для этого подойдет дерево, металл и прочие твердые материалы.
- Гнём профильное изделие по шаблону. Пружина внутри защитит деталь от излома.
Такой способ считается довольно непростым, так как изготовление необходимой пружины занимает много времени и сил. Но полученную конструкцию для сгибания профильных деталей можно использовать много раз.
Плоскопараллельная пластина
В некоторых случаях для гибки профильного проката используют специальную плоскопараллельную пластину с пазом. Такая заготовка применяется для гибки металлических изделий с размерами сечения до 45 мм.
- Профильную деталь располагают в специальном хомуте, который ее фиксирует;
- Сгибают профильное изделие вдоль пластины по пазу.
Это, пожалуй, самый простой способ гибки профильных изделий, но достаточно надёжный. Однако важно запомнить, что на такой заготовке можно сгибать только короткие детали.
Заполнение песком или водой
Если необходимо согнуть деталь с толстыми стенками, используют песок:
- Вначале необходимо очистить песок от посторонних примесей и грязи и прокалить его на огне.
- Один край трубы герметизируем заглушкой и засыпаем в полость трубы песок. Его необходимо максимально утрамбовать.
- Герметизируем второй конец профильного изделия.
- Проводим гибочную работу.
Песок, располагающийся в трубе, не позволит ей лопнуть. Важно запомнить, что проводить гибку таким способом нужно медленно.
При работе с тонкостенной трубой можно налить в трубу воду, предварительно заглушив торцы.
Методов сгибания профильного трубного проката существует немало. Но не все они дают очень точный результат. Для изготовления несложных конструкций в домашних условиях подойдет любой немеханизированный способ, а вот чтобы получить заготовку высокого качества, потребуется трубогиб с шаблонами разного размера.
Как согнуть профильную трубу
Вопрос сгибания профильной трубы без обычного трубогиба в домашних условиях часто приходится решать владельцам дач, коттеджей, загородных домов. Мечта о презентабельном и оригинальном обустройстве придомовой территории приводит их к пониманию того, что необходимо создавать арочные конструкции. Покупать заводские изделия достаточно затратно. Лучше согнуть сталь своими силами, воспользовавшись чертежами и инструментами, имеющимися в каждой мастерской.
Гибка профиля: вероятные проблемы
С металлическим прокатом прямоугольного сечения работать легко: такие заготовки состыковываются под различными углами. Однако если деталям конструкции потребуется придать криволинейную форму, могут возникнуть определенные трудности. Объясняется это просто: внешняя стенка изделия подвергается силе растяжения, а внутренняя – силе сжатия.
При попытке загнуть профильную трубу без трубогиба возникают такие проблемы:
- Появляются трещины на материале. Если стенки небольшой толщины, металл может разорваться.
- Сминаются боковые стороны. Если прикладывать чрезмерное давление в процессе пропуска заготовок сквозь гибочные приспособления, подобного эффекта не избежать.
- Возникают внутренние складки. Чем меньше высота профиля изделия и больше радиус правки, тем меньше вероятность возникновения подобного дефекта.
- Происходит излом секции. Может случиться при сильном прикладывании усилий на заготовку.
- Изменяется конфигурация сечения. Если нарушить технологию, сместятся плоскости и продольная ось, искривится деталь (примет форму спирали).
- Снижается прочность металла. Изъян возникает вследствие перегрева трубы и нарушения кристаллической структуры железа.

Грамотный и продуманный подход к делу минимизирует вероятность возникновения подобных осложнений.
Способы гибки профильных труб
Владельцы дач часто думают, как быстро согнуть профильную трубу для теплицы и обойтись без приобретения профессионального оборудования. Иногда дуги необходимой формы и размера найти сразу не удается даже при отсутствии проблем с финансами.
В такой ситуации можно использовать любой из существующих методов:
- Холодная гибка труб. Оптимальный вариант для работы с профильными трубами малого сечения (10х10 мм и 10х20 мм), толщина стенок которых не более 1,5 мм. Труба деформируется мускульной силой человека, который сам держит под контролем силу металла. Требуется постоянное измерение положения секции по горизонтали и вертикали. Проверку правильности выполнения работы осуществляют с помощью шаблона.
- Предварительный нагрев. Для этого необходим источник пламени, способный разогреть заготовку до красного цвета. Трубу разогревают, искривляют до необходимой конфигурации и держат под напряжением до тех пор, пока она полностью не остынет. Чтобы произвести нагрев, потребуется наличие газового котла, печи, паяльной лампы или дачного мангала, в который можно поместить большое количество древесного угля.
- Внутреннее наполнение. В качестве наполнителя можно применять песок, воду или машинное масло. Главное, добиться максимально плотного заполнения полости. Оптимального эффекта можно достичь с помощью замораживания воды. Благодаря льду труба не сомнется под давлением. Герметичности добиваются, заваривая отверстия или забивая в них деревянные пробки.
- Секторная нарезка. Болгаркой с отрезным диском выполняют в профиле прорези треугольной формы и удаляют выпиленные фрагменты. Трубу сгибают, края срезов сваривают с помощью тонких электродов. Выполнение работы займет много времени, но результат порадует: изделие не искривится и не деформируется.

Если есть свободное время и хочется проявить фантазию, можно применить любой из нестандартных подходов.
Альтернативные методы сгибания
Гибка профильных труб по радиусу позволит добиться нужного эффекта, если учесть следующие факторы:
- пластичность материала, использованного в качестве облицовки: жести, пластика, монолитного и сотового поликарбоната;
- форму сечения и толщину стенок: у квадратных изделий способность выдерживать деформацию выше;
- упругость металла: при выполнении формовки холодным методом заготовку приходится сгибать на 10-15% больше нужного радиуса.
Существует несколько альтернативных способов сгибания прямоугольных труб:
- Ковка. Сначала мастерят наковальню с верхом округлой формы. Заготовку прочно крепят струбцинами к основанию наковальни и начинают методично наносить по ней удары тяжелым молотом. Делать это нужно осторожно, так как при применении больших усилий изделие может сплющиться. Работать будет удобнее, если длина отрезков не будет превышать 1 м.
- С помощью лекала. На бетонную, асфальтированную или выложенную плиткой площадку наносят контур дуги, затем в грунт вбивают тонкие трубы из стали или арматурные штыри. Заготовку закрепляют на первом штыре, постепенно изгибают и приваривают к остальным штырям. Как только сила упругости станет меньше, арку срезают со штырей болгаркой.
- Прокат под гнетом. Чтобы создать давление, используют транспортное средство без крыльев и с боковым выносом колес. Рейку укладывают в специальную стальную или бетонную канавку и методично прокатывают колесо по профилю. Осевое соответствие контролируют вручную или с помощью металлических направляющих.

Необходимые инструменты
Для того, чтобы получить согнутую профильную трубу, потребуется наличие:
- Рулетки;
- Уровня;
- Болгарки;
- Сварочного аппарата;
- Транспортира;
- Кувалды;
- Тяжелого молота;
- Паяльной лампы;
- Керна;
- Маркера или мела.
Чтобы результат был более точным, специалисты рекомендуют использовать не только трубогиб для профильной трубы, созданный своими руками, но и специальный инструмент. Кондуктор – станок, позволяющий точно рассчитать и разрезать стыкуемые детали.
Существует достаточно большое количество устройств, которые позволяют эффективно гнуть профильные трубы для строительства теплиц, навесов и прочих конструкций. Если рассмотреть все варианты и выбрать из них оптимально соответствующий своим желаниям и возможностям, простой, удобный и недорогой трубогибочный аппарат всегда будет под рукой.
Методы гибки профильной трубы: на станке и ручным способом
Гибка квадратной профильной трубы – это процедура, в ходе которой изделие приобретает изогнутую форму. Сгибание проводится своими руками или специальным инструментом. Изогнутую форму металла получают на станке.
Технические характеристики профильных труб и их особенности для сгибания
Перед проведением изгибания металла рекомендовано ознакомиться с их техническими характеристиками, что положительно отобразится на результате работы. Изделия имеют овальное, квадратное, плоскоовальное или прямоугольное сечение. В соответствии со стандартами ГОСТ профтрубы с круглым сечением относятся к профильным трубам.
 Гибка профтрубы
Гибка профтрубы
Размеры изделий могут быть различными. Отличительными особенностями между ними является толщина стенок и площадь сечения. Определение пластических возможностей проводится с учетом совокупности размеров. Это минимально допустимый радиус размеров.
Методы гибки профильных труб
Гибка профильной металлической трубы по радиусу проводится холодным и горячим способом. Для облегчения этого процесса рекомендовано применение специальных приспособлений – болванки, трубогибы, станки.
Станок
Гибочный прокаточный станок для профильной трубы можно приобрести или изготовить самостоятельно. При использовании установки проводится гибка металла холодным способом. Станок может быть полуавтоматическим и автоматическим. При использовании второго из них обеспечивается качественный прогиб трубы.
 Готовый металлопрокат
Готовый металлопрокат
Вальцы для гибки металла – это устройство, которое имеет две составляющие – металлическую станину и подающие вальцы. Ручной инструмент применяется для изгибания изделий небольшого диаметра. Гидроприводные вальцы используются, если профтруба имеет толстую стенку, а ее диаметр более 10 миллиметров.
Трубогиб
[adinserter block=»9″][adinserter block=»20″]
Инструмент позволяет согнуть металлическую профильную трубу в домашних условиях правильно. Принцип работы оборудования основан на оказании большого давления на одну или несколько точек, что обеспечивает ее изгиб. Инструмент имеет компактные размеры, что упрощает процесс его использования в домашнем хозяйстве. Существуют ручные и гидравлические трубогибы. Второй вариант агрегатов имеет больший коэффициент полезного действия. Производятся электрические аналоги, которые упрощают процесс изгибания металла и не требуют участия мастера. При одноразовом проведении процедуры их покупка нецелесообразна.
 Трубогиб
Трубогиб
Трубогиб придает трубе плавности линий. В металлоизделие засыпается мелкий песок, а его отверстия закрываются с двух сторон деревянными пробками или простым брусом. При выборе пробки рекомендуется следить за тем, чтобы ее длина в два раза превышала радиус. Это устранит возможность деформации профтрубы. Далее с двух концов просверливаются небольшие отверстия, с помощью которых обеспечивается выход газа. В местах будущего изгиба делается разметка. Затем проводится прогревание необходимого участка и загиб.
Болванка
Этот способ используется при большом радиусе изгиба металлоизделия. Место изгиба пользователь нагревает паяльной лампой. Предварительно берется проволока, диаметром 1-4 миллиметра, и сделать из нее пружину, которая надевается на место изгиба. После разогрева профтрубы ее сгибают болванкой, которая имеет радиус равен изгибу.
 Форма металлоизделий после изгибания болванкой
Форма металлоизделий после изгибания болванкой
Холодные способы гибки
Это простой способ, который применяется только при отрицательных температурах. Берется отрезок и с одной стороны надевается пробка. В другой конец металлоизделия заливается вода. Конструкцию оставляют на морозе до тех пор, пока вода внутри не замерзнет. После этого проводится гибка любым инструментом. Этот способ применяется, если материал – дюраль, медь латунь и другие мягкие металлы.
Перед применением способа рекомендуется следить, чтобы толщина стенки была не более 1 миллиметра, а диаметр – не более 8 миллиметров.
Метод резки
[adinserter block=»10″][adinserter block=»21″]
Предварительно рекомендуется точно рассчитать радиус закругления. С трех столон рекомендовано сделать метки-пропилы. Далее с применением инструмента проводится аккуратное сгибание. В местах пропилов труба заваривается сваркой.
 Метод резки
Метод резки
С применением песка и соли
В металлопластиковую трубу засыпается песок или соль, которые предварительно разогреваются. После прогрева отрезка его сгибают в соответствии с шаблоном заданного радиуса.
 Форма после использования соли и песка
Форма после использования соли и песка
Как осуществляется гибка трубы по радиусу
Согнуть профильную трубу по радиусу для теплицы можно несколькими способами. Если необходимость в проведении манипуляции появляется редко, то используется ручной трубогиб. Изгибание проводится холодным и горячим методом. Оборудование для гибки состоит из оправы, которая имеет ролик. Он перемещается по основе, в результате чего проводится гибка материала.
Перед гибкой определяется радиус инерции профтрубы круглого или квадратного сечения. При выборе инструмента мастер должен руководствоваться рекомендациями специалистов:
- Для изгибания используется рычажное устройство, с помощью которого может создаваться поворот до 90 градусов.
- При использовании рычажного приспособления рекомендовано использовать металлоизделия из гибкого материала – меди, алюминия, стали-нержавейки. Их диаметр должен составлять не более 20 миллиметров.
- Арбалетные трубогибы имеют болен сложную конструкцию, что требует укладывать изделие в две опоры, проворачивающиеся вокруг своей оси.
- Если сечение составляет менее 10 сантиметров, то можно использовать арбалетные установки для изгибания металла под углом 90 градусов.
- Для обеспечения простоты манипуляции рекомендуется предварительно место изгиба нагреть или охладить.
- Если гибка проводится методом вальцевания, то рекомендовано применение оборудования, которое имеет три валка.
Давление на заготовку при гибке проводится различными видами штоков – гидравлическими с ручным приводом, винтовыми механическими, гидравлическими с электрическим приводом.
Как сделать ручной станок для гибки по чертежам своими руками
Перед тем, как делать станок своими руками, рекомендовано ознакомиться с его чертежом. Он состоит из:
- транспортера;
- станины;
- струбцины;
- верхнего ролика;
- кронштейна, который имеет направляющие уголки.
Все перечисленные элементы изначально собираются по отдельности, а после этого – в единое целое. Перед выполнением сборки рекомендуется приобрести элементы конструкции станка. Выполнение работ по сборке инструмента требует использования сварочного аппарата и других инструментов.
 Самодельная установка
Самодельная установка
Станина по своему виду напоминает обычный стол или верстак. Ее ножки делают из швеллера или отрезка изделия, диаметр которой составляет более 10 сантиметров. Ножки соединяются с поверхностью стола с применением сварки, что обеспечит надежность крепления.
Транспортер состоит из двух роликов, которые располагаются с двух сторон станины. Его сборка проводится в соответствии с чертежами. Звездочку цепной передачи прочно фиксируют на валах, а после этого устанавливают натяжной механизм, который включает в свою конструкцию аналогичную звездочку.
Прижимной механизм изготавливается из простой струбцины. После установки всех элементов конструкции проверяется работоспособность прокатных роликов и механизма в целом. Испытания проводятся с применением труб различного диаметра. Перед процедурой проводится расчет параметров – угла и места изгиба. Качественная работа инструмента гарантируется, если расчеты и полученные результаты совпадают с точностью до миллиметра.
 Готовый агрегат
Готовый агрегат
На завершающем этапе на станину фиксируется прижимной механизм и транспортер. Для этого используются саморезы, которые ввинчиваются шуруповертом. Проводится проверка работоспособности инструмента.
Рекомендации и возможные ошибки
При изготовлении инструмента своими руками пользователь руководствуется рекомендациями специалистов:
- При сборке транспортера рекомендуется внимательно выполнить установку звездочки цепной передачи, так как ее неправильная фиксация становится причиной поломки оборудования.
- Во время изготовления прижимного механизма рекомендовано строгое соблюдение всех основных размеров, которые указываются в чертежах. При наличии отклонений неневозможно гарантировать точность радиуса изгиба труб.
- После изготовления инструмента за ним рекомендуется обеспечить соответствующий уход, что положительно отобразится на длительности эксплуатации.
- В процессе использования инструмента отслеживается работоспособность всех его частей, а также ограничивается возможность негативного воздействия факторов окружающей среды.
- На состояние устройства негативно влияют осадки, поэтому рекомендовано обеспечить качественную защиту прокатных роликов от влаги. В противном случае будет появляться ржавчина, что негативно отобразится на работе оборудования.
- После работы со станком проводится его очистка от пыли, грязи и песка.
- Если трубогибный станок имеет электрический привод, то для обеспечения его высокой производительности и эффективности в работе рекомендовано регулярное обеспечение профилактики и обслуживания.
Гибка металла – это универсальная процедура, которая позволяет сгибать профтрубы под определенным узлом. При небольшом радиусе можно провести манипуляцию вручную. Если труба имеет толстую стенку и внушительный радиус, то рекомендуется пользоваться трубогибом, который можно приобрести или сделать своими руками.
Гибка профильной трубы — какой оборудование применяется?
 Гибка профильной трубы по радиусу позволяет сэкономить время сборки металлоконструкции.
Гибка профильной трубы по радиусу позволяет сэкономить время сборки металлоконструкции.
Ведь дугообразную балку можно либо согнуть из одного отрезка профильной трубы, либо собрать с помощью сварки из десятка-другого заготовок, нарезанных из той же разновидности металлопроката.
- Технология гибки профильной трубы машинным способом
- Гибка профильной трубы своими руками
- Оборудование для гибки труб: заводские и самодельные варианты
- Самодельные трубогибы
Технология гибки профильной трубы машинным способом
В основе процесса механической гибки лежит контролируемая деформация тела трубы, осуществляемая на особых станках-трубогибах. Деформируемое изделие помещают на два «транспортных» вальца и прижимают (сверху или снизу) деформирующим вальцом.
Причем деформирующий валец располагается между транспортной парой (чаще всего по центру) и сгибает расположенную «в воздухе» трубу, используя транспортные вальцы как опорные поверхности.
Контролируя скорость подачи тубы и прижимное усилие можно влиять и на степень «кривизны» трубы, и на производительность процесса. Причем радиусная гибка профильных труб, как правило, происходит за несколько «проходов. Изделие деформируется постепенно, поэтому трубу «заправляют» в систему подачи станка несколько раз и, прокатывая сквозь зону деформации, увеличивают степень кривизны изделия. Результат контролируется шаблоном, к которому прикладывают «полусогнутую» трубу.
При этом внешние габариты тела трубы практически не меняются, а в теле изделия накапливаются практически неощутимые усталостные деформации. Ну а сама процедура реализуется в «холодном» состоянии.
Причем при определенной сноровке, используя мощные, гидравлические трубогибы для профильных труб, изделие можно «скрутить» даже в кольцо.
Однако, подобные манипуляции с профильной трубой возможны с оглядкой на минимальный радиус кривизны изгиба, который вычисляют по внешним габаритам деформируемого изделия. Стоит выйти за этот «минимальный радиус» и в теле трубы появятся трещины, а собранная из таких изделий металлоконструкция развалится под своим весом.
Гибка профильной трубы своими руками
 Для деформации профильной трубы инструмент, конечно же, нужен, но не обязателен. Эту операцию можно выполнить и без трубогиба, фактически «своими руками», задействовав наполнители и шаблоны.
Для деформации профильной трубы инструмент, конечно же, нужен, но не обязателен. Эту операцию можно выполнить и без трубогиба, фактически «своими руками», задействовав наполнители и шаблоны.
Сам процесс ручной гибки, в этом случае, выглядит следующим образом:
- В подготовленный мерный отрезок трубы, один торец которого заглушен плотной пробкой, засыпается песок или заливается вода.
- После заполнения внутренней полости второй торец заглушается такой же пробкой.
- Далее труба помещается в шаблон – частокол из штырей, в который вводится свободный торец. Орудуя вторым торцом как рычагом можно согнуть край трубы в шаблоне, после чего нужно продвинуть деформируемого изделии далее по шаблону и продолжить операцию тем же образом.
В итоге, труба деформируется. Правда, такой трубогиб для профильной трубы – ручной, с плохо контролируемым усилием изгиба – не гарантирует качество операции, особенно, на протяженных участках.
Кроме того, для гибки труб можно использовать обычный домкрат. Его подводят под два штыря, вбитых в стену. Заполненную песком или водой трубу укладывают на шток домкрата и поднимают до уровня упоров. После этого шток продолжает движение и выгибает участок трубы.
Такой способ, в сочетании с шаблоном, гарантирует достаточно высокое качество операции, поскольку позволяет контролировать процесс гибки за счет дозирования деформирующего усилия.
Оборудование для гибки труб: заводские и самодельные варианты
Классическое приспособление для гибки профильной трубы – это трубогиб. Причем агрегаты подобного типа бывают ручными и механизированными.
У ручных станков от мускульной силы оператора работает и привод подачи трубы (соединенные цепной передачей вальцы) и генератор деформирующего усилия (соединенная с верхним вальцом струбцина).
Механизированный станок для гибки профильной трубы работает на электрическом приводе, который генерирует крутящий момент на подающих вальцах. Генератор прижимного усилия такого агрегата функционирует либо от мускульной силы оператора (струбцина), либо от гидравлического привода (ротационный пресс).
К заводским моделям трубогибов относятся агрегаты из серии «ПГ» (профелегибы).
Причем в быту и промышленности используют следующие модели:
-

 ПГ-1 – мобильный трубогиб, который могут использовать и «домашние мастера» и слесари или сантехники из аварийных бригад. Этот компактный аппарата сгибает профиль с габаритами до 40х40 миллиметров. Причем минимальный радиус изгиба – 180 миллиметров, а минимальный диаметр (для кольцеобразных деталей) – 0,6 метра.
ПГ-1 – мобильный трубогиб, который могут использовать и «домашние мастера» и слесари или сантехники из аварийных бригад. Этот компактный аппарата сгибает профиль с габаритами до 40х40 миллиметров. Причем минимальный радиус изгиба – 180 миллиметров, а минимальный диаметр (для кольцеобразных деталей) – 0,6 метра.
- ПГ-2 – мобильный трубогиб с увеличенной мощностью. Этот аппарат сгибает даже 60-миллиметровые профили. Минимальный радиус изгиба в данном случае равен 22 сантиметрам (диаметр — 60 сантиметрам).
Средняя стоимость подобных станков – 600-700 долларов США. Поэтому большинство домашних мастеров используют не «фабричные» а самодельные трубогибы. Или заказывают услугу у специализированных компаний.
Причем цена гибки профильной трубы зависит от объемов работы, габаритов и конструкционного материала деформируемого изделия и сложности профиля согнутой детали.
Самодельные трубогибы
Самодельные аппараты для гибки труб конструируют на основе трехвальцовой схемы, реализованной в промышленных трубогибах.
Сборку такой конструкции начинают с производства каркаса – прямоугольника, изготовленного из четырех швеллеров, соединенных сваркой.
На изготовленный каркас, по центру, наваривают П-образный кронштейн, в центр верхней планки которого вваривают гайку – основу будущей струбцины. В эту гайку вкручивают винт с маховиком. Пята винта контактирует с подвижной плитой, которая перемешается в пазах боковых стенок П-образного кронштейна. В плиту (которую можно выполнить в виде того же П-образного кронштейна, только с короткими вертикальными «ножками) встраивают валец (закрепляя между боковыми «ножками»). Прижимное усилие будет генерироваться струбциной.
По бокам от П-образного кронштейна наваривают стержневые кронштейны, которые будут удерживать подающие вальцы. Крепление вальцов осуществляется с помощью винтов. Причем с одной стороны на вальцы монтируют звездочки цепной передачи (можно использовать детали от велосипеда).
В финале на подающие вальцы надевают цепь и крепят к одной из звездочек рукоять, с помощью которой генерируют момент вращения на валу.
Схема работы такого агрегата очень проста:
- Деформируемую трубу укладывают на подающие вальцы и поджимают деформирующим роликом, затягивая винт струбцины.
- После этого, вращая рукоять подающей системы, прокатывают всю трубу сквозь зону деформации.
- При необходимости вышеописанные действия повторяют еще раз.
В итоге, труба гнется, а владелец оборудования экономит от 500 до 700 долларов США.
Как согнуть профильную трубу: виды профилегибов и обзор 3-х «ручных» способов

При строительстве многих сооружений возникает необходимость в устройстве каркаса, возведенного из профильных труб. Для сборки арочных конструкций теплиц, парников, козырьков, навесов и других объектов профильные трубы предварительно сгибают, используя для этого трубогибы или профилегибы. Однако можно обойтись и без этого дорогостоящего инструмента, вооружившись обычной болгаркой и сварочным аппаратом. Узнав подробнее о том, как согнуть профильную трубу без применения профилегиба, вы сможете принять решение о необходимости его приобретения. Возможно, альтернативные способы гибки труб окажутся намного сложнее для выполнения необходимого объема работ. Важно при сгибании профильных труб избежать появления изломов и трещин, а также их сплющивания.
В данном видеоролике показано, как просто и относительно быстро можно гнуть ручным трубогибом профильную трубу. Достижение нужного радиуса проверяется путем замера расстояния между концами профильной трубы.
Какие агрегаты могут облегчить операцию?
Вариант #1 — компактные ручные модели трубогибов
Приобретение ручных трубогибов целесообразно только в том случае, если предполагается подвергать сгибанию небольшое количество материала. В качестве профессионального инструмента данные модели использовать нельзя из-за низкой производительности и необходимости приблизительной подгонки радиуса изгиба каждого изделия. В комплекте с данным станком обычно идет несколько сменных валиков, посредством установки которых осуществляется гибка профильной трубы в зависимости от размера ее сечения.
Чтобы добиться нужного угла сгибания, необходимо прогнать трубу через станок несколько раз. При этом каждый раз приходится вручную подкручивать центральный валик, опуская его ниже и ниже. Боковые ролики остаются в стационарном положении, поэтому под давлением центрального валика происходит сгибание металлического профиля.

Одна из моделей ручных профилегибов, позволяющая осуществлять своими силами сгибание профильной трубы за несколько прогонов металлического изделия между боковыми и центральным роликами
При работе с ручным трубогибом человеку придется применять физические усилия. Оборудование не может быть использовано для сгибания профильных труб, сечение которых превышает 40 мм.
Вариант #2 — электрические трубогибы для профи
В отличие от ручных трубогибов электрические модели обеспечивают высокоточный изгиб трубы. Дело в том, что радиус изгиба устанавливается с точностью до 1 градуса механическим или электронным способом. Использование данного дорогостоящего производительного оборудования позволяет обрабатывать большое количество профильных труб за смену. Обычно владельцы электромеханических трубогибов оказывают услуги населению, коими следует воспользоваться, если вас устраивает их стоимость.

Электромеханический профилегиб, установленный стационарно в мастерской, обеспечивает точную гибку профильных труб разного сечения по строго заданному радиусу
К недостаткам электрических профилегибов можно отнести их большой вес и высокую стоимость, недоступную для рядового покупателя.
Альтернативные способы сгибания профильных труб
Метод #1 — болгарка + сварочный аппарат
Как согнуть профильную трубу под нужным углом своими руками, не используя заводские станки? Если у вас есть болгарка и сварочный аппарат, то произвести изгиб можно по следующему алгоритму:
- рассчитывают радиус закругления по предварительно начерченной схеме;
- в месте предполагаемого изгиба трубы дисковой пилой (болгаркой) выполняется несколько поперечных пропилов;
- зажав трубу в тисках, начинают ее гнуть в нужном направлении, приложив для этого небольшое физическое усилие;
- далее пропилы заваривают сварочным аппаратом, не забывая о соблюдении требований техники безопасности;
сварочные швы подвергаются шлифовке.
Дисковая пила или болгарка, закрепленная на специальной подошве, необходима для выполнения нескольких пропилов в месте сгиба профильной трубы
Метод #2 — болванка и песок
Выполнить изгиб профильной трубы по необходимому радиусу можно с помощью еще одного простого способа. Для этого подготавливают песок, который обязательно просеивают и просушивают, если в этом есть необходимость. Затем один конец профильной трубы закрывают, забив туда деревянный клин. Насыпают внутрь профиля просеянный песок, закупоривая и с другой стороны вход в трубу. После этого изделие начинают сгибать вокруг металлической болванки, имеющей подходящий диаметр. Один конец профиля фиксируют надежно между штырями, а за другой тянут.
Важно! Чтобы облегчить процесс сгибания профиля по малому радиусу, необходимо место деформации подогреть газовой горелкой. Насыпанный песок обеспечивает целостность стенок металлического изделия во время механического воздействия на трубу.
Закончив процесс гибки, приступают к удалению забитых клиньев путем их выжигания или выбивания. Песок также из полости трубы удаляется полностью. Как видите, кустарные способы доставляют больше хлопот, поэтому их можно применять на практике для разового сгибания труб.
В зимнее время песок можно заменить водой, которая заливается в профильную трубу и изделие выставляется на мороз. Понятно, что концы профиля затыкаются пробками. После замерзания жидкости в трубе приступают к ее изгибанию по заранее подготовленной болванке-шаблону.

Металлическая болванка, используемая мастерами для гибки профильных труб своими руками без применения специального оборудования в виде трубогибов
Метод #3 — гибка трубы с пружиной квадратного сечения
Не позволяет деформироваться стенкам профильной трубы при сгибании пружина, имеющая сечение такой же формы, но меньшего размера. Пружина изготавливается из стальной проволоки, диаметр которой подбирается, исходя из толщины стенок. Пружина должна легко заходить внутрь трубы. Планируемое место изгиба прогревается паяльной лампой или газовой горелкой. Накаленные стенки профиля легче поддаются сгибанию. Для предотвращения ожогов работать надо в специальных защитных рукавицах, а изделие держать клещами. Добиться нужного радиуса изгиба помогает болванка или металлические штыри, забитые в землю по окружности.
Краткое резюме
Как видите, все кустарные способы, придуманные мастерами для гибки профильных труб, требуют времени и сил. При этом не гарантировано на сто процентов получение ровного изгиба. Качество металлического каркаса напрямую влияет на прочность и красоту воздвигаемого строения. Поэтому не стоит пренебрегать услугами профессионалов, располагающих специальным оборудованием для сгибания труб. Покупка ручного станка для гибки профильных труб позволит не тратить деньги на оплату сторонних услуг. Приобретение быстро окупится, если вы сами начнете производить гибку труб на заказ.

